
Fターム[4F205HA19]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 成形方法 (1,519) | 成形方法が不特定なもの (291)
Fターム[4F205HA19]に分類される特許
101 - 120 / 291
繊維強化複合材及び繊維強化複合材の締結構造
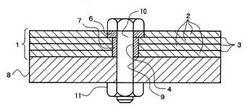
【課題】繊維強化複合材の締結部を改質することによるクリープ変形の抑制を目的とする。
【解決手段】繊維強化複合材1は熱硬化性樹脂であるマトリックス2と層状に配置された炭素繊維である強化繊維3で形成されている。繊維強化複合材1は他の部材である金属材8と締結されている。繊維強化複合材1に形成された締結用の貫通孔4に締結部材であるボルト10が挿入され、金属材8の側からナット11を締め付けることにより、繊維強化複合材1が金属材8と固定されている。繊維強化複合材1とボルト10が圧接する領域に被膜層6が形成されている。被膜層6はマトリックス2より硬い材料である鉄5で構成されている。被膜層6によりマトリックス2の流動を抑制することができる。また、ボルト10を締結した際の応力は被膜層6が受けるため、前記応力を直接マトリックス2が受ける場合に比べ、繊維強化複合材1のクリープ変形を抑制することができる。
(もっと読む)
繊維強化樹脂歯車
【課題】本発明の目的は、歯車の噛み合い時に生ずる騒音の減少効果に優れ、かつ機械的強度を兼ね備えた繊維強化樹脂歯車を提供する。
【解決手段】繊維補強材により補強された、樹脂からなる繊維強化樹脂歯車であって、該繊維補強材が、強化繊維A及びBからなり、該強化繊維Aが、引張弾性率が5〜50GPa、25℃における損失正接(tanδ)が0.040以上のパラ型芳香族ポリアミド繊維、該強化繊維Bが、引張弾性率が54GPa以上のパラ型芳香族ポリアミド繊維であり、強化繊維A:強化繊維Bの重量比率が3:97〜56:44であることを特徴とする繊維強化樹脂歯車とする。
(もっと読む)
補強された両端部を有する複合材料ロッドを製造する方法
本発明は、複合材料接続ロッド(24)を製造する方法であって、複合材料から作成されたスリーブ(24)と、固い全体を構成するために、前記スリーブ(24)の両端部(35、40)に固く接続された複合材料の中実の挿入体(26、27)と含むマンドレル(22)を製造するステップと、繊維を編み組みする装置を用いて編み組みされた繊維の1又は複数の層を前記マンドレル(22)の周りに適用するステップと、補強された両端部(28、29)を有するロッド本体を接続する複合材料を形成するために、編み組みされた繊維の層(23)とマンドレル(22)の少なくとも両端部とを固く接合させる結合を確立する、編み組みされた繊維の1又は複数の層(23)に樹脂を注入するステップと、接続ロッド本体のそれぞれの端部(28、29)に、編み組みされた繊維の層と挿入体(26)とを貫通する孔(31、32)を作成するステップとを含む方法に関する。航空分野において、本発明を使用することができる。 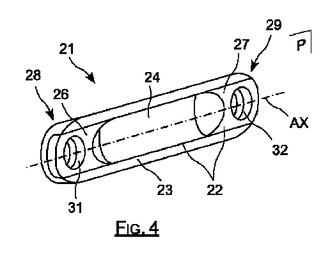 (もっと読む)
(もっと読む)
エポキシ樹脂組成物、プリプレグ、繊維強化複合材料
【課題】耐熱性が高く、優れた機械特性を有し、かつ繊維複合材料とした時に高い耐衝撃性を有するエポキシ樹脂組成物を提供すること。さらに詳しくは、高弾性率、高耐熱性で塑性変形能力が高く、かつ繊維複合材料とした時に高い耐衝撃性を与えるエポキシ樹脂組成物の提供。
【解決手段】下記[A]〜[F]が特定の関係を満たす含有量であるエポキシ樹脂組成物。[A]ビフェニル型エポキシ樹脂、[B]固形ビスフェノール型エポキシ樹脂、[C]ジグリシジルアニリン誘導体、[D]液状ビスフェノール型エポキシ樹脂、[E]アミン系硬化剤、[F]S−B−M,B−M,およびM−B−M(Mはポリメタクリル酸メチル、Bはエポキシ樹脂およびMに非相溶で、そのガラス転移温度Tgが20℃以下であり、Sはエポキシ樹脂、BおよびMに非相溶で、そのガラス転移温度TgはBのガラス転移温度Tgより高い。)からなる群から選ばれるブロック共重合体。
(もっと読む)
繊維強化プラスチック構造体およびその接続方法

【課題】引き抜き荷重に対して高い強度を有する繊維強化プラスチック構造体および繊維強化プラスチック構造体の接続方法を提供する。
【解決手段】繊維強化プラスチックにより形成される外皮部材2と、外皮部材2の内部に配置され、かつ外部の対象物を接続するために外皮部材2の外部から内部へ延設される接続部材5と連結されるインサート部材4と、を有する繊維強化プラスチック構造体1である。インサート部材4は、外皮部材2と離隔して形成されて接続部材5が連結される離隔面8と、接続部材5から離れて形成されて外皮部材2と接する接触部9と、を有している。
(もっと読む)
複合材料製品を製造するための膜、該膜の製造方法、及び該膜を使用した複合材料製品の製造方法
複合材料製品(2)の製造に使用するための樹脂拘束膜(1)であって、二軸延伸ポリプロピレンからなる支持膜(6)と、複合材料製品(2)を形成することになる半製品(2’)と接触することを意図された支持膜(6)の前面(6a)を被覆する脱着化学物質の中間層(7)と、真空蒸着によって中間層(7)上に適用された金属被覆材料の表面層(8)とによって形成された拘束膜(1)を提供する。  (もっと読む)
(もっと読む)
輪郭成形複合構造物を製造する方法と本方法によって製造された構造物
輪郭成形された複合構造物は、実質的に一定の幅を有する単向性繊維プリプレグ層セグメントによって形成された少なくとも一つの層を含む複合チャージを積層することによって製作される。層セグメントは隣り合わせで重なり合った状態に配置され、層セグメントの長手方向の中央線は、構造物の輪郭線に対して極性配向に位置合わせされている。チャージは構造物の形に成形され硬化される。  (もっと読む)
(もっと読む)
オートクレーブ硬化サイクルの設計プロセス及び硬化方法
方法は、ポリイミド樹脂を染み込ませた繊維強化層を用いてプレフォームを形成するステップと、ポリイミド樹脂系から溶媒のほぼ全部を除去するに十分な第1の時間をかけて、第1の真空、圧力、及び温度条件で溶媒を除去し、ポリイミド樹脂のイミド化がほぼ完全に生じるに十分な第2の時間をかけて、第2の真空、圧力、及び温度条件下でポリイミド樹脂系をイミド化し、イミド化の後、プレフォームが所定の温度になるとプレフォームに圧力をかけることを含めた第3の真空、圧力、及び温度条件下でプレフォームを強化し、第4の真空、圧力、及び温度条件でプレフォームを固化し、タービンエンジン部品の形状を有する硬化積層構造物を形成するステップを含む。溶媒除去段階、イミド化段階、強化段階、及び固化段階における所望の結果に応じた、ポリイミド樹脂の全体的な硬化サイクルを設計するための方法を提供する。
(もっと読む)
タービンエンジン翼の製造方法
本発明は、樹脂で含浸されるプリフォームを3D製織することによる翼の製造に関する。本発明によれば、曲線(20)を鮮明にするためにプリフォーム(16)の何本かの糸、例えば、縦糸の切断端部の視認性が高められ、プリフォームの正確な成形を確実にするために前記曲線の形状が基準形状と比較される。 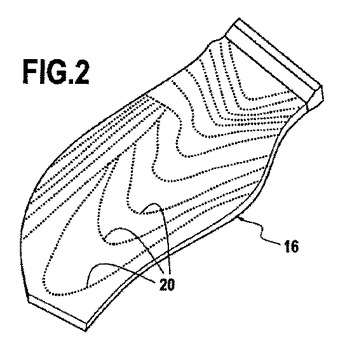 (もっと読む)
(もっと読む)
複合繊維材料からコンポーネントを製造する方法、システムおよび成形型
複合繊維材料からコンポーネントを製造する方法において、少なくとも1つのプレースホルダーは、成形型(24)の凹部(26)内に挿入される。そこにおいて、未完成コンポーネントは、その後作成される(4)。プレースホルダーは取り除かれる(6)。少なくとも1つのリフティングパッドは、凹部(26)内に挿入される(8)。そして、リフティングパッド(20)を膨張させる(10)ことによって、未完成コンポーネントは、成形型(24)から取り外される。複合繊維材料からコンポーネントを製造するシステムにおいて、コンポーネント取り外しプロセスは、あらかじめ決められた最大コンポーネント負荷を上回るのを防止するために、コンピュータ装置によってモニタされて、制御される。穏やかなコンポーネント取り外しプロセスは、コンポーネントを修理または再処理するための結果として生じる経費を回避することを可能にする。 (もっと読む)
硬化剤繊維成分
硬化剤繊維成分(10、30、46、44、210、310、410)は、熱硬化性樹脂などの硬化性樹脂を硬化するのに好適な硬化剤の1以上の繊維又はフィラメントを含む。複数の硬化剤繊維を含む硬化剤繊維成分では、その繊維を、例えば加撚により混繊して糸又はより糸を形成することができる。硬化剤繊維成分は、織布又は不織布硬化剤繊維のシート、織物、層、テキスタイル又はマットの状態の材料を形成するために使用できる。硬化剤繊維成分は、繊維強化樹脂複合材料などの複合材料(12、26、28、29、34、36、43、48、54、58、62)を製造するために使用できる。硬化剤繊維成分は、撚り合わせ、縫合又は他の繊維若しくは繊維材料、例えば繊維強化材(14、114、214、314、414)、繊維質硬化性樹脂、繊維質熱可塑性物質(32、46、52)、他の非強化繊維との層形成を含めて混繊して、複合材料、プレプレグ材、予備形成品及び物品を形成することができる。 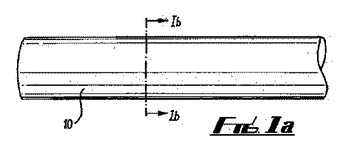 (もっと読む)
(もっと読む)
航空機の平面部材およびその製造方法
本発明は、航空機(2)の平面部材(1)であって、前記平面部材が材料厚(4)を有する面(3)を形成し、前記面が座屈剛性を高めるために、ウエブ高さ(6)を有するウエブ(5)によって規定された少なくとも前記面の一部または部分面(7)に、ビード高さ(9)を有する少なくとも1つの補強ビード(8)を備えて実施されており、前記補強ビードが前記ウエブ(5)の間で前記部分面(7)にわたって延びているものに関する。さらに、特にオートクレーブ内でこのような平面部材の製造を可能とする製造方法がなお提案される。
(もっと読む)
直接法による複合材料部品の製造のための一定の幅を有する新規の中間材
本発明は、その面の各々において、ポリマー結合剤(2a、2b)と結合する強化糸(1)又は長繊維のバンド(I)を調製する方法に関し、前記リボンはその全長(1)に沿って実質的に一定な所与の幅(L)を有し、糸又は長繊維がバンドの長さに平行な方向に伸長し、その方法は、次のa)バンドの幅を、寸法取り手段(13)を用いて所望の幅に調整するステップと、b)バンドを、その各面上で結合剤と結合してリボンの均一な密着を確実にし、その結果、結合剤の総重量が、得られたバンドの総重量の25%を超えないステップを含むことを特徴とする。本発明は、さらに、そのような方法で得ることができるバンドにも関する。 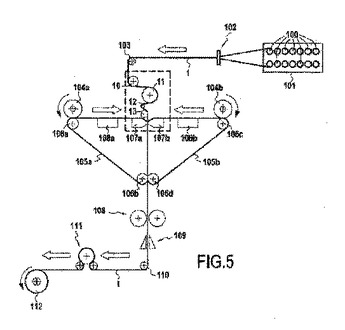 (もっと読む)
(もっと読む)
繊維強化複合材料
マトリックス材料及び複数の繊維プライ強化構造を備えている連続繊維強化複合構造中に組み込まれるのに適した二次プライ構造、そのように形成された連続繊維強化複合材料、そしてその製造の為の方法が記載されている。二次プライは、例えば一次繊維のプライの形状である支持シートを備えていて、シートの平面の外方に略直線状に整列して第3次元へと延出しその表面の少なくとも大部分を横切って略直線状に整列して配置された二次繊維の2次元平面配列を支持していて、統合された構造において平面外の強化を提供する。 (もっと読む)
可変幅のクレビスを伴うパイ形プリフォームおよびその形成方法
【課題】強化コンポジット材料のための織りプリフォーム(200)であり、平らに織り所定の形にするものの提供。
【解決手段】プリフォーム(200)は、三次元の織り構造をもち、フィル繊維(214)の織りによって、各層内の繊維をインターロックするだけでなく、縦糸繊維(216)の層について層と層とをインターロックするようにしている。ベース(200)から少なくとも2つの脚(225,235)が伸び、それらベース(200)および脚(225,235)は、それぞれ少なくとも2層の縦糸繊維(216)を含む。脚は、互いに平行か斜めになっており、また、それらの間に可変幅のクレビス(250)をもつ。ベースおよび/または脚の外側の端部は、縦糸繊維の層が段のあるパターンで終わるテーパをもたせることが好ましい。
(もっと読む)
有孔複合構造およびそのための方法
(a)複数の未硬化のプリプレグシートを含む積層構造を形成するステップであり、積層構造は最初の略平坦な形態を含む、ステップと、(b)積層構造を適切な第1の硬化条件下に置いて、略平坦な形態を維持しながら部分硬化された積層構造をもたらすステップと、(c)部分硬化された積層構造に複数の穿孔を与えるステップであり、部分硬化された有孔の積層構造をもたらす、ステップと、(d)部分硬化された有孔の積層構造を成形するステップと、(e)ステップ(d)と少なくとも部分的に同時にまたはその後に、部分硬化された有孔の積層構造を第2の硬化条件下に置いて、成形および最終硬化済みの積層構造をもたらすステップとを含む、方法。 (もっと読む)
航空機又は宇宙船に用いられる構成部品におけるコア構造体の基体又は繊維体を補強する方法及び装置、航空機又は宇宙船用の構成部品、並びに、航空機又は宇宙船
航空機又は宇宙船等に用いられる構成部品のコア構造体の基体又は繊維体を補強する方法であって、搬送装置(15)の複数の筒体(17)の一に送り手段(12)によって連続状半完成品(6)を送り込む工程、筒体に収容されている補強用の切断半完成品(7)を得る為に切断装置(13)を用いて連続状半完成品を所定長さに切断する工程、筒体を機械加工装置(14)へ搬送する工程、補強用の切断半完成品を機械加工装置によって尖らせる工程、コア構造体の補強されるべき基体又は繊維体へ筒体を搬送する工程、並びに、打ち込み手段によって尖らされた半完成品を基体又は繊維体に打ち込む工程を備えた方法。この方法を実施する為に対応する装置が使用され、この方法及び/又は装置を用いて構成部品が製造され、航空機又は宇宙船がそのような構成部品を備える。 (もっと読む)
複合部品の作製に適した新規な補強材料
本発明は、複合部品を作製するための、熱硬化性樹脂と合わせる新規な中間材料であって、100〜280g/m2の重量を有する炭素繊維の一方向層からなり、その各面において0.5〜50ミクロン、好ましくは3〜35ミクロンの厚さを有する、熱可塑性繊維のウェブが合わされており、全厚が80〜380ミクロン、好ましくは90〜320ミクロンである上記中間材料、並びにこのような材料から複合部品を製造するための方法、及び得られる複合部品に関する。 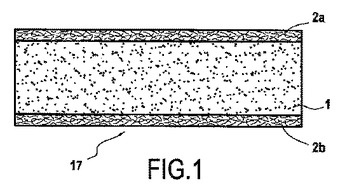 (もっと読む)
(もっと読む)
熱可塑性プラスチック−連続繊維混成複合体の製造方法
本発明は、熱可塑性プラスチック−連続繊維混成複合体の製造方法に関し、より詳細には、熱可塑性プラスチック−連続繊維混成複合体の製造方法において、a)ガラス繊維束を広幅に均一に広げる段階と、b)広げられたガラス繊維を加熱する段階と、c)加熱されたガラス繊維とテープ状の熱可塑性プラスチックとを接合し、熱可塑性プラスチック−連続繊維接合体を形成する段階と、d)前記接合体をジグザグに折り重ねて多層熱可塑性プラスチック−連続繊維接合体を形成する段階と、e)前記多層熱可塑性プラスチック−連続繊維接合体を圧着させる段階とからなる、製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法に関する。 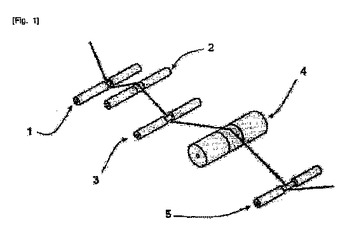 (もっと読む)
(もっと読む)
外形を備えたプリフォームを形成すべく補強繊維構造体の部分を配置し、同部分に襞を形成するための方法および装置
本発明は、乾燥したシート状構造体(55)のウェブ形式の複数の部分(8、25、45、54)を自動的に配置し、同部分に襞を形成するための装置(1、15)に関し、これを繰り返すことにより、コア(7、19)に外形を備えたプリフォーム(53)を形成し、複合材料から強化プロフィールを形成する。部分が2つのローラコンベア(9、10、21、22)間にてカセット(3乃至6、20)に保持され、コア(7、19)に同時に配置されることにより、外形を備えたプリフォーム(53)は、高い寸法精度と同時に高い生産性にてCRPプロフィールを形成する。プリフォーム(53)は合成要素を形成すべく型中にて硬化可能なプラスチック材料に浸されるRTM装置にて処理される。さらに、本発明は少なくとも一軸に対して湾曲されるように形成されるCRPプロフィールを効率的に形成する方法に関する。 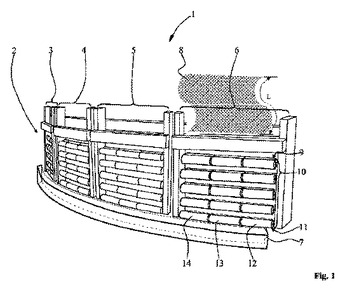 (もっと読む)
(もっと読む)
101 - 120 / 291
[ Back to top ]