
Fターム[4F205HA19]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 成形方法 (1,519) | 成形方法が不特定なもの (291)
Fターム[4F205HA19]に分類される特許
141 - 160 / 291
複雑性が緩和された自動繊維配置装置及び方法
複合積層体を基板上に形成する方法であって、該方法は:基板の上で自動繊維配置ヘッドを移動させ;繊維配置ヘッドを使用して、複数の平行する複合テープストリップ(36)を基板(102)上に置き、これには、少なくとも特定のテープストリップの開始点ずらして曲線パターン(Aからf)を形成することが含まれ;単一の切刃(92)を使用して、全てのテープストリップの端部を切断することを含む。 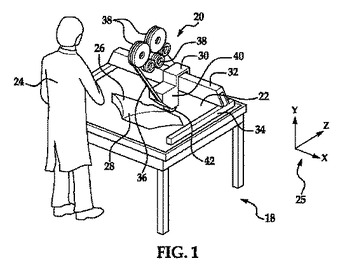 (もっと読む)
(もっと読む)
ゴム−コード複合体の製造方法
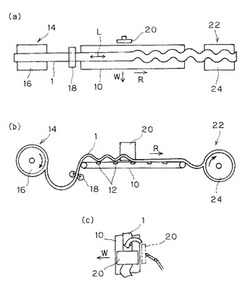
【課題】波形の補強コードを持つゴム−コード複合体を容易に製造可能とする。
【解決手段】複数本の補強コード2を平行に引き揃え未加硫ゴムを被覆してなる帯状体1を、支持体10上に、該支持体の走行速度よりも速い速度で送り出し、支持体10に設けた係合部材12によって、帯状体1を長手方向Lに間隔をおいて支持体10上に接地させることで、該帯状体1を側面視で波形に形成する。この側面視波形の帯状体1を、圧延板20を用いて、その幅方向における一方側Wに複数本の補強コード2を倒すように押さえることで平面状に形成する。これにより、複数本の補強コード2が帯状体1の平面視で波形に配設されたゴム−コード複合体が得られる。
(もっと読む)
FRP製部材用プリフォームおよびその製造方法並びにその方法を用いたFRP製部材の製造方法
【課題】皺や折れ曲がり等を生じさせることなく所定の湾曲もしくは屈曲形状に賦形できるFRP製部材用プリフォームの製造方法とプリフォーム、およびその方法により賦形されたプリフォームを用いて所定の湾曲もしくは屈曲形状を有するFRP製部材を製造する方法を提供する。
【解決手段】強化繊維基材を弾性変形可能なマンドレルに沿わせて配置する工程Aと、強化繊維基材とマンドレルを第1バッグ材で密閉して第1バッグ構造体を形成し、その内部を減圧して強化繊維基材をマンドレルの形状に沿わせて所定の横断面形状に賦形する工程Bと、第1バッグ構造体を、長手方向に所定の湾曲もしくは屈曲形状を有する賦形型の上に配置する工程Cと、賦形型上の第1バッグ構造体を第2バッグ材で密閉し、第2バッグ材の内部を減圧して第1バッグ構造体内の強化繊維基材を賦形型の形状に沿わせて長手方向に湾曲もしくは屈曲した形状に賦形する工程Dとを有する。
(もっと読む)
プリフォーム作製方法およびプリフォーム

【課題】プリフォームの繊維角度が乱れないように、マンドレルとプリフォームとの脱型性に優れたものを提供すること。
【解決手段】マンドレルm上にプリフォーム1を組成するプリフォーム作製方法において、複数の分割片20からなる脱型部材2をマンドレルm外周にセットし、脱型部材2上に繊維層1を形成する。
(もっと読む)
航空機または宇宙機のための繊維複合構成材
少なくとも一部に導電性繊維(6)を有する、航空機または宇宙機のための繊維複合構成材(1)では、導電性繊維(6)は、導電性繊維を加熱し、および/または導電性繊維(6)の電気抵抗を測定するための電流を通電させる電力源に接続される。 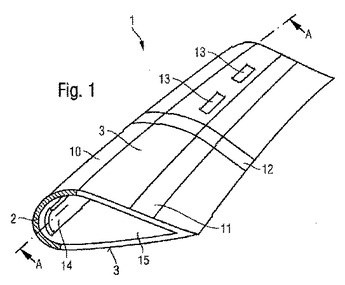 (もっと読む)
(もっと読む)
可撓性多層面状材料
繊維複合体の半製品から繊維強化樹脂組立体を形成する場合に、母材供給空間を形成する可撓性多層面状材料は、膜層(41)と、膜層上に積層された繊維層(42)と、繊維層(42)上に配置される空間保持層(43)とを有する多機能積層体(40)を有する。 (もっと読む)
繊維強化プラスチック、その製造方法、およびその製造キット
【課題】コンクリートなどといった被着体に接着する繊維強化プラスチックを作業現場で簡単な工程で所期の設計どおりに製造する方法を提供すること。
【解決手段】補強繊維の存在下で2液硬化型樹脂を硬化させて、被着体1に接着した繊維強化プラスチック20を製造する方法であって、被着体1上に、2液硬化型樹脂の一方の成分を含有する第1のシート11および2液硬化型樹脂の他方の成分を含有する第2のシート12をこの順序で積層する工程、ならびに、得られた積層体1、11、12を加圧して2液硬化型樹脂の両成分を接触させて硬化反応を生ぜしめる工程、を有し、第1および第2のシート11、12の少なくとも一方は補強繊維からなる布状層に2液硬化型樹脂の各成分が含浸されてなるものである、上記製造方法。
(もっと読む)
半硬質器具
本発明は、炭素繊維複合材料製品などポリマーマトリックス複合材料製品の成形で使用するための製造器具(13、14)及び方法に関する。器具は、硬化前に製品が構築される場所たる空洞(15)をそのあいだに規定する第一及び第二部分を含む。器具の第二部分(13)の剛性は、積層体への圧力を全硬化中維持するために、硬化条件下での器具の第二部分の所要の歪みに基づいて選択される。第二上位部分(13)は変動する厚み(16A、16B及び16C)を持つことを示し、これがこれら領域の異なる剛性につながる。 (もっと読む)
CFRP半製品から実質的に平面のブランク材を所定サイズに切断・処理するための装置およびその方法
本発明は、切断機構(20)により、カッティングテーブル(2)に置かれた平面的なCFRP半製品(6)から、実質的に平面のブランク材(9)を所望のサイズに切り出すための装置(1)に関する。ブランク材(9)は、操作装置に配設されたバキュームエフェクタ(3)により吸引保持され、その後、制限なく室内の適当な位置に置かれる。本発明によれば、バキュームエフェクタ(3)が降下すると、少なくとも一つのブランク材電極(5)がブランク材(9)に接触可能になり、それに応じて少なくとも一つの切り取り残部電極(4)がCFRP半製品(6)から切り離された端部(12)に電気的に接触可能になる。どちらの電極(4、5)も、電線(14)を介して直流源(18)、計測器(16)、特に(DC)電流計(17)に接触されている。切り離されたブランク材(9)をバキュームエフェクタにより測定高(22)まで持ち上げた後、電流Iを確認する。電流Iが約0mAであれば、完全に切り離されている。電流Iが0mAより明らかに大きい場合、完全に切り離されなかったカーボン繊維橋(23)が少なくとも1つ存在するが、好ましくはパルス式に電流Iを最大値IMaxまで上昇させることで、完全な自動生産シーケンスにおいて溶解・切断される。これにより、特に高度に自動化された製造工場において重要となる、摩擦のないさらなるブランク材(9)の処理が可能となる。また、本発明は、特に装置(1)により、CFRP半製品(6)からブランク材(9)を製造する方法に関する。 (もっと読む)
繊維強化プラスチック複合部材の継手構造
【課題】
継手部に剪断力が作用した場合にも、繊維強化プラスチック部材の接合面を剥離、又は補強層を剥離する力が作用しない様にし、繊維強化プラスチック部材の継手強度を向上させる。
【解決手段】
芯材3を挾み、表裏に繊維強化プラスチック層4,5を設けた複合部材同士を交差する方向に接合する継手構造に於いて、一方の複合部材1に溝11を形成し、該溝に他方の複合部材2の端部を嵌合させ、前記一方の複合部材と前記他方の複合部材間に掛渡り第1の布状繊維材6を設け、該第1の布状繊維材にプラスチックを含浸させて第1の補強層7を形成した。
(もっと読む)
繊維強化樹脂部材およびその製造方法
【課題】少なくとも曲がり部を有する繊維強化樹脂部材において、当該曲がり部における湾曲外側と内側の繊維密度が同程度に加工された繊維強化樹脂部材と、該繊維強化樹脂部材を製造するための製造方法を提供する。
【解決手段】長尺な繊維織物が、該繊維織物の軸方向に対して所定角度傾斜した複数の斜向糸が編み込まれて形成されており、該繊維織物に樹脂が含浸硬化してなる繊維強化樹脂部材であり、この繊維強化樹脂部材は少なくとも一部に曲がり部を有しており、曲がり部の湾曲外側には内側に比して相対的に多数の繊維が配置されている。
(もっと読む)
材料のプレースメント成形方法および装置
ローラアセンブリの動きとは独立して、表面に材料の薄片を供給および圧着する材料圧着ヘッド。圧着ヘッドの各ローラアセンブリは、圧縮ローラを有し、圧着ヘッドの他のローラアセンブリと独立して、6自由度で回転的または直線的に動く。ローラアセンブリは、材料の薄片が表面のパスに隣接して供給されるように、交互に配置され、表面に材料の薄片を同時に供給する。各圧縮ローラは、可鍛性があり、材料の薄片を圧縮するために、自身の外周面の周りに載置される。 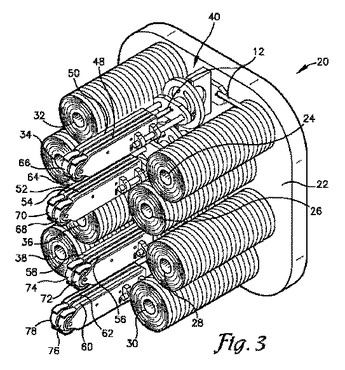 (もっと読む)
(もっと読む)
材料のプレースメント成形方法および装置
逆方向に材料を当接するために、ローラアセンブリを180度回転させること無しに、表面上の2方向に材料を分配し、かつ圧密化するローラアセンブリ。ローラアセンブリは、第1のガイド部材、第2のガイド部材、第3のガイド部材、および、圧密化ローラで成る。前記第1のガイド部材が、第1の位置にあるとき、材料の薄片は、前記第2のガイド部材に供給される。前記第1ガイド部材が、前記第2の位置にあるとき、前記材料の薄片は、前記第3のガイド部材に供給される。圧密化ローラは、可鍛性があり、材料の薄片が、均一に圧密化されるために、圧密化ローラの外周面のまわりに概略被せられる。 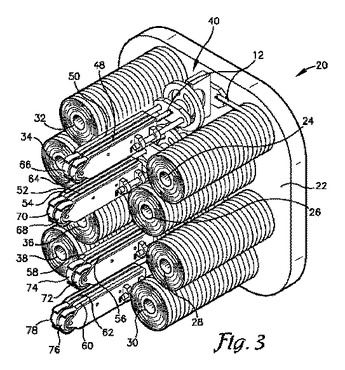 (もっと読む)
(もっと読む)
樹脂成型用金型および成型方法
【課題】金型面板に積層された樹脂を均一かつ短時間に熱処理温度まで加熱し、狭い熱処理温度範囲内に精度良く収めて熱処理を行い、熱処理終了後は速やかに成型体を冷却することができる金型および成型方法を提供する。
【解決手段】熱処理を要する樹脂の成型用金型であって、樹脂を積層する面板と、面板を支持する構造部材と、面板の温度調整手段とを備え、温度調整手段は、面板の裏面に配置されたパイプと、パイプに流通させる加熱用媒体および冷却用媒体と、加熱用媒体および冷却用媒体をそれぞれ保持する加熱用媒体タンクおよび冷却用媒体タンクと、加熱用媒体および冷却用媒体の流通を切り替える切替バルブとからなり、加熱用媒体タンクからパイプに加熱用媒体を流通させて加熱を行い、熱処理を行った後、切替バルブの切り替えによってパイプに流通させる媒体を切り替え、冷却用媒体タンクからパイプに冷却用媒体を流通させて冷却を行う。
(もっと読む)
繊維強化樹脂製賦形品およびその製造方法
【課題】側面部に円弧状の隅角部が形成されているにもかかわらず、成形品の隅角部の強度低下が防止された繊維強化樹脂製賦形品を提供する。
【解決手段】本発明の繊維強化樹脂製賦形品1は、底面部10と底面部10より立ち上がった側面部20とを有し、側面部20に円弧状の隅角部21が形成され、底面部10には、一方向に配向した繊維11が含まれ、隅角部21の円弧の頂点Aを境界とした際の片側の第1側面部20aには、第1側面部20aの立ち上がり方向に対して85°〜90°で配向した繊維22が含まれ、もう一方の片側の第2側面部20bの、第1側面部20a側の部分には、第1側面部20a内の繊維22が、第2側面部20bの立ち上がり方向に対して90°〜95°で配向するように入り込み、第2側面部20bの残部には、第2側面部20bの立ち上がり方向に対して平行に配向した繊維23が含まれている。
(もっと読む)
力の伝達及び応力を最適化した繊維配向をもつ繊維複合中空体の製造方法
繊維複合中空体、特に中空の車両用繊維複合部品の製造方法であり、
a)後に空洞部となる消失型へエンドレス強化繊維を取り付け固定する工程、ここで、製造するべき繊維複合中空体に対して繊維材料は、力の伝達及び応力を最適化した状態に構成されている、工程、
b)硬化性樹脂によって強化繊維を含浸する工程、
c)繊維複合部品の形成において適用された樹脂を硬化する工程、
d)前記繊維複合中空体の形成において前記消失型を溶解、溶融又は除去する工程、
という工程段階を含み、
複雑な形状の消失型が使用され、前記繊維は、表面輪郭が完全に反映された状態で前記消失型の表面に密着して取り付けられることを特徴とする。
(もっと読む)
FRP成形用強化繊維基材の賦形装置及び賦形方法
【課題】表面に皺のない良質のプリフォームが自動的に得られる賦形装置及び方法を提供する。
【解決手段】賦形すべきプリフォーム(F)の形状に応じた外形の下金型(2)と、下金型に対向配置されると共に下金型に向けて押し付け可能に設けられた上金型(5)とを有し、下金型(2)にセットした被賦形基材(K)を上金型(5)により押し付け賦形してプリフォームを得るように構成された賦形装置(10)であって、上金型(5)は、被賦形基材の中央部(Kc)に対向する中央金型(5C)と、中央金型の周囲に配設された複数の横金型(5S)とに分割された構成とされ、中央金型(5C)を上下駆動する中央金型駆動手段(7)と、中央金型(5C)が押し付けている被賦形基材に対し、各横金型(5S)がその被賦形基材の中央外方部(Ks)を引き伸ばしながら押付けるように各横金型(5S)を駆動する横金型駆動手段(8)とを有するFRP成形用強化繊維基材の賦形装置及びそれを用いた賦形方法。
(もっと読む)
強化フォーム材を製造するための装置及び方法
本発明は、強化フォーム材を製造するための、及び繊維半製品(4)をフック(16)に受容させるための装置に関する。この場合、この装置は、搬送装置を備えた第1のサブユニットと、受容装置(3)を備えた第2のサブユニット(5)とを有している。搬送装置(1)は、繊維半製品を受容装置(3)に供給するように構成されていて、前記第1のサブユニット(6)と第2のサブユニット(5)とは、第1のサブユニット(4)を第2のサブユニット(5)に対して相対運動させることによって、所定の長さの繊維半製品(4)が提供される。第2のサブユニット(5)の受容装置は、フック(16)に対して受容装置(3)を相対運動させることによって繊維半製品(4)をフック(16)内に受容させることができる。 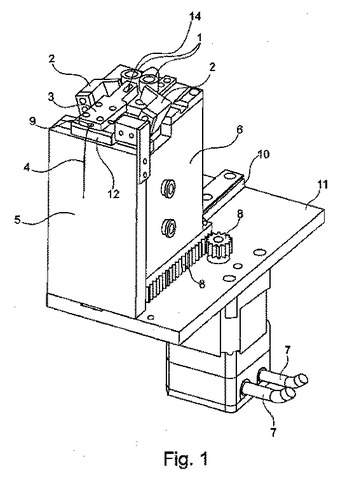 (もっと読む)
(もっと読む)
コンポジット構造に用いるハイブリッド三次元織り/積層支材
【課題】コンポジット構造を補強するために用いる織りプリフォーム、およびそのようなプリフォームを製造する技術の提供。
【解決手段】織りプリフォームは、一緒に織った複数の層をもつ中央部分を備える。プリフォームは、複数の個別の織り層であり、中央部分で織り込んだ複数の層と一体に織られ、プリフォームの全長に沿って伸びる第1の端部部分を含む。プリフォームは、また、複数の個別の織り層であり、中央部分で織り込んだ複数の層と一体に織られ、プリフォームの全長に沿って伸びる第2の端部部分を含む。第1および第2の端部部分における複数の個別の織り層の間に入っているのは、バイアス層である。また、第1および第2の端部部分には、厚さ方向の補強がある。個別の織り層およびバイアス層を横切る補強繊維が、それらの層を固定し補強する。
(もっと読む)
繊維強化樹脂複合材料及びそれを成形してなる成形品
【課題】軽量かつ耐衝撃性、材料の飛散防止性能に優れると共に、プレス成形が困難な凹凸の多い成形品等を成形する際の賦形性に優れる、繊維強化樹脂複合材料を提供する。また、繊維強化樹脂複合材料を成形してなる、軽量で、耐衝撃性、材料の飛散防止性能及び外観に優れる成形品を提供する。
【解決手段】繊度が200dtex〜900dtexの高強度かつ高弾性率の有機繊維糸条よりなる目付(単位面積当りの重量)が50g/m2〜200g/m2の3軸織物を、強化繊維が炭素繊維よりなる目付が50g/m2〜500g/m2の織物で、マトリックス樹脂が熱硬化性樹脂で、かつ樹脂の重量含有率が30%〜70%である樹脂シートの少なくとも片面に、積層一体化してなる繊維強化樹脂複合材料、並びに、該材料を成形してなる成形品。
(もっと読む)
141 - 160 / 291
[ Back to top ]