
Fターム[4F205HA19]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 成形方法 (1,519) | 成形方法が不特定なもの (291)
Fターム[4F205HA19]に分類される特許
41 - 60 / 291
FRP成形体の製造装置及び製造方法
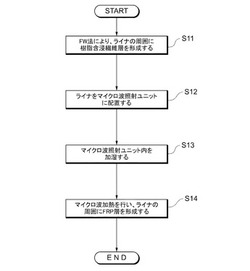
【課題】樹脂含浸繊維を表面に有する成形体をマイクロ波加熱する際に、成形体表面でアーク放電が発生してしまうことを抑制する。
【解決手段】熱硬化性樹脂を含浸した繊維2を表面に有する成形体1を収容して成形体1にマイクロ波を照射する照射ユニット20を備える成形体の製造装置を構成する。この製造装置は、マイクロ波の照射前に照射ユニット20内を加湿するか、マイクロ波の照射前に成形体の表面に水を噴霧するか、または、マイクロ波の照射前に熱硬化性樹脂を含浸した繊維の表面を樹脂でコーティングする。
(もっと読む)
樽型複合構造体をレイアップするための方法及び装置

【課題】航空機のための胴体セクションといった樽型複合構造体をレイアップ(積層)するための方法及び装置を提供する。
【解決手段】上に複合レイアップが形成されうる内側ツール表面を有するOMLモールド26を提供すること、及びマニピュレータ30をモールドの内側を通って移動させることによって、回転体複合構造体が製造される。マニピュレータのエンドエフェクタを用いて複合材料がツール表面に付着され、そして当該エンドエフェクタはツール表面上で周方向に動かされる。
(もっと読む)
しわの発生が少ない高度に曲線の付けられたスチフナの製造方法及び製造装置
【課題】曲線を有する繊維補強複合部材を製造方法において、レイアップ工程中に、しわが発生することを実質的に低減又は解消でき、且つプライの切り分け及び継ぎ合わせの必要としない、硬度に曲線の付けられた繊維補強複合部材を製造するための方法及び装置を提供する。
【解決手段】所望の面外湾曲及び対応するマンドレル面内形状変化を有するマンドレルを用いて、プライを面外湾曲に適合させること、すなわち、各プライの繊維を公称直線配向から面外湾曲により決定される変形配向へと全般的に変形せしめることを含む。レイアップの締め固めは、各プライを締め固めて、プライのしわを実質的に除去し、且つ変形された繊維配向をプライに設定する。
(もっと読む)
繊維強化複合材料を用いた翼状構造体およびその製造方法
【課題】 プリプレグを用いずにRTMまたはVaRTMにより製造される翼状構造体において、製造効率を向上させ、製造コストも抑制することに加え、良好な強度を実現する。
【解決手段】 翼状構造体としてロータブレードを例示すれば、当該ロータブレードを製造する際のブレードプリフォームのうち、スキンとなる繊維材料として、開繊糸を用いて製作されたブレイディング50Aを用いる。また、スパーとなる繊維材料としては、中央糸および当該中央糸よりも小さい径の組糸から構成されるブレイディングを好適に用いることができる。
(もっと読む)
ゴム−金属複合体の製造方法、ゴム−金属複合体、タイヤ、免震用のゴム支承体、工業用ベルト、及びクローラー
【課題】ゴムと金属材料との初期接着性、耐湿熱接着性、及び接着耐久性に優れたゴム−金属複合体の製造方法、前記ゴム−金属複合体の製造方法により製造されたゴム−金属複合体、前記ゴム−金属複合体を備えたタイヤ及び免震用のゴム支承体、並びに前記ゴム−金属複合体を適用した工業用ベルト及びクローラーを提供する。
【解決手段】金属材料とpH5以上pH7.2以下の緩衝液とを接触させる工程と、前記接触後の金属材料とゴムとを接着させる工程と、を有するゴム−金属複合体の製造方法である。
(もっと読む)
繊維強化プラスチック部品
【課題】繊維強化プラスチック部品において、補強繊維を適切に配置し、部品の強度を高める。
【解決手段】繊維強化プラスチック部品10は、スリット16を有する筒部分14と板部分18と、板部分に交差し、筒部分と隣り合って延びる側方板20を有する。筒部分14と板部分18に、これらの部分に連続するように連続層22,24を設ける。これらの連続層の補強繊維は、筒部分においては周方向に延び、板部分においては筒部分から離れる方向に延び、かつ筒部分と板部分で連続している。これにより、筒部分と板部分を分離しようとする力に対抗する。側方板は、板部分を貫通する複数の側方心材42を有する。側方心材により、スリットを広げ、板部分の層間を引き剥がそうとする力に対抗する。
(もっと読む)
繊維強化樹脂複合材及びその製造方法
【課題】 単純形状部と複雑形状部との界面を起因とした強度低下を抑制する。
【解決手段】 この繊維強化樹脂複合材は、強化繊維に樹脂を含浸させた少なくとも一枚のシート状のプリプレグ材からなる単純形状部と、単純形状部に対して一体的に形成され、強化繊維に樹脂を含浸させてなる複雑形状部とを備えている。プリプレグ材に用いられる樹脂と、複雑形状部に用いられる樹脂とが同じ成分である。
(もっと読む)
フラット・ワイヤおよびその製造方法
【目的】時間が経過してもらせん形状に変化が生じにくいフラット・ワイヤを提供する。
【構成】フラット・ワイヤ10は,熱硬化樹脂が含浸された多数本の炭素繊維31から構成されている。フラット・ワイヤ10の横断面は長方形であり,常に内方を向く内面12と常に外方を向く外面11をもち,長手方向に一定の径でらせん状に型付けられている。フラット・ワイヤ10を構成する炭素繊維31は,内面12から外面11に向かうにしたがってその長さが次第に長くなっている。
(もっと読む)
成形体の製造方法
【課題】複合材料のマトリックスが炭素発泡体内部に浸透しないような成形体の製造方法を提供することを目的とする。
【解決手段】多孔体2上に、熱硬化性の接着剤3を配置する工程と、接着剤3の上に、熱硬化性樹脂をマトリックスとする複合材料4を配置する工程と、接着剤3を硬化させる工程と、接着剤3を硬化させた後に、複合材料4のマトリックスを液状化及び硬化させる工程と、を備える成形体1の製造方法である。上記製造方法によれば、複合材料4のマトリックスを液状化させる前に、硬化された接着剤3が多孔体2と強く結合するため、その後液状化された複合材料4のマトリックスが、多孔体2の内部へ侵入することを防止できる。
(もっと読む)
繊維塗布機械
【課題】複合材料からなる部品を生産するための塗布ローラを有する繊維塗布機械に関し、樹脂を用いて繊維を予備含浸する際に、繊維張力制限システムや繊維搬送システム等を備え、直線的な設計で、空間要求性が減少し、より安価な繊維塗布機械を提供する。
【解決手段】繊維塗布機械は、塗布ローラーと繊維を前記塗布ローラーに案内するための手段とを備える繊維塗布ヘッド移動システム、繊維貯蔵手段、および、前記貯蔵手段から塗布ヘッドまで繊維を搬送するための繊維搬送手段を備えている。該繊維塗布機械は、繊維搬送手段は可堯管を備え、各管はその内部通路に繊維を受け入れることができる。
(もっと読む)
連続繊維複合材料構造体およびその製造方法ならびにそれを用いた複合成形体
【課題】強度および剛性の高い連続繊維複合材料構造体を精度良く高い生産性で提供する。
【解決手段】互いに実質的に平行に配列した連続繊維束と熱可塑性樹脂とからなる構造体であって、骨格線と交差する折り目を境界として連結された複数の部分面が連続した構造からなり、陪法線ベクトル角度について特定の関係を満足する特定の曲率を有することを特徴とする連続繊維複合材料構造体。
(もっと読む)
連続繊維複合材料構造体およびその製造方法ならびにそれを用いた複合成形体
【課題】強度および剛性の高い複合材料構造体を精度良く高い生産性で提供する。
【解決手段】互いに実質的に平行に配列した連続繊維束と熱可塑性樹脂とからなる捩れを有する構造体であって、連続繊維束は座屈する事無く、連続繊維束の配向方向に直行する方向における構造体の幅方向の中心部を結んだ骨格線について、下記(A)および(B)
(A)1/(20×d)以上の捩率を有する部分を含み、
(B)1/(20×d)以上の捩率を有する部分の捩れ角の合計が60度以上である
(dは捩れを付与する前の、連続繊維の配向方向に直行する方向における構造体の幅)
を満足することを特徴とする連続繊維複合材料構造体。
(もっと読む)
連続繊維複合材料構造体およびその製造方法ならびにそれを用いた複合成形体
【課題】強度および剛性の高い複合材料構造体を精度良く高い生産性で提供する。
【解決手段】互いに実質的に平行に配列した連続繊維束と熱可塑性樹脂とからなる特定の曲率を有する構造体であって、連続繊維束は座屈する事無く、連続繊維束の配向方向に直行する方向における構造体の幅方向の中心部を結んだ骨格線について、下記(A)および(B)
(A)1/(20×d)(rad/mm)以上の曲率を有する部分を含み、
(B)1/(20×d)(rad/mm)以上の曲率を有する部分の中心角の合計が30度以上である
(dは曲げを付与する前の、連続繊維の配向方向に直行する方向における構造体の幅、mm)
を満足することを特徴とする記載の連続繊維複合材料構造体。
(もっと読む)
成形体および成形体の製造方法
【課題】本発明の目的は、熱膨張係数が小さく、かつ、成形性、耐熱性および誘電特性に優れる成形体を提供すること、また、かかる成形体の製造方法を提供すること。
【解決手段】本発明の成形体は、基材と、基材に含浸され、環状オレフィン系の低分子量化合物同士を塊状重合して構成された付加型の環状オレフィン系樹脂とを含む。また、本発明の成形体では、周波数45GHzにおける誘電率が4.0以下であり、周波数45GHzにおける誘電正接が5×10−3未満であり、熱膨張係数が5ppm以上150ppm以下であり、環状オレフィン系樹脂のDMS測定におけるガラス転移温度が200℃以上である。
(もっと読む)
漸進的な剛性を有する複合構造部材
【課題】 繊維強化による複合構造部材を提供する。
【解決手段】 本発明は、繊維強化による複合構造部材および航空機用の主翼ボックスの製造におけるその応用に関する。より詳しくは、前記部材の長手方向(2)に関連して0度、90度、および+/−θを含む方向に配向される複数のレイヤーから成る繊維強化による複合構造部材(230)に関するものであり、これらの配向の1つにおけるレイヤーの相対的比率は、横軸(3)に沿った機械的応力の規定の配分に従って部材の剛性を空間的に調整するように、前記部材の横方向(3)に沿って可変である。
このように、部材の剛性は、前記部材の全容積にわたってフォース・フラックスを分散するように、応力システムに局部的に適合している。
(もっと読む)
サーマルスプレッダを使用して複合構造部材を接合する方法及び装置
【課題】複合構造部品が実質的な温度の変動なしに、ジョイントの長さ全体に実質的に均一な温度を維持することができる、複合構造部品を接合する装置及び方法を提供する。
【解決手段】構造部材を形成する装置であって、開位置及び閉位置の間で相互に対して移動可能であり得るツールプラットフォーム及び圧力プラットフォームを含む。本装置は、部材を押しつけることができるツールを含むことができる。前記ツールはツールプラットフォームによって支持することができ、内表面を有していてよい。本装置は、部材に圧力を印加するために加圧されるように構成された圧力ブラダを含むことができる。前記圧力ブラダは、部材をツールに押し付けるために圧力プラットフォームによって支持することができる。さらに含まれているのは、内表面に熱を分配するために、内表面と熱的に接触しているツールとツールライナーを加熱するための加熱システム。
(もっと読む)
強化繊維プリフォームの作製方法及び強化繊維プリフォーム
【課題】 強度の高いフランジ付の強化繊維プリフォームを容易に作製することができる、ブレイダー装置を用いた強化繊維プリフォームの作製方法及び、強化繊維プリフォームを提供する。
【解決手段】 少なくとも第1筒状部21と第2筒状部22とを含む組成物12を、ブレイダー装置BRを用いて継ぎ目無く作製する工程と、第1筒状部21を変形させ、第1筒状部21の壁を第2筒状部22に対して突出させてフランジ部31を形成する工程と、を備える強化繊維プリフォームの作製方法とする。
(もっと読む)
繊維強化熱可塑性プラスチックおよびその製造方法
【課題】表面に摘み皺の少ない炭素繊維ウェブを用いた場合に力学特性及び品質に優れる繊維強化熱可塑性プラスチック及びその製造方法を提供することを目的とする。
【解決手段】強化繊維ウェブに熱可塑性樹脂を含浸させてなる繊維強化熱可塑性プラスチックにおいて、
前記強化繊維ウェブは、少なくとも強化繊維束(a)と強化繊維束(b)とからなり、前記強化繊維束(a)は繊維長5〜15mm、前記強化繊維束(b)は繊維長5mm未満であり、前記強化繊維束(a)と強化繊維束(b)の強化繊維の繊維径が同一の繊維径を有するとともに、前記強化繊維束(a)を30〜99重量%、前記強化繊維束(b)を1〜70重量%を含んでなることを特徴とする繊維強化熱可塑性プラスチック。
(もっと読む)
印刷基材、印刷原版及び印刷版の製造方法、並びに印刷基材の製造装置
【課題】印刷基材の生産性が高く、印刷基材の樹脂層の表面がべとつかず、かつ、印刷基材の熱硬化性樹脂組成物の低粘度化を抑制した、印刷基材の製造方法を提供する。
【解決手段】繊維状物質を含む熱硬化性樹脂組成物(20)を電磁誘導性支持体(10)の表面上に配置する工程Aと、前記電磁誘導性支持体(10)を高周波誘導加熱することにより、前記樹脂組成物(20)が前記電磁誘導性支持体(10)と接する面側から前記電磁誘導性支持体(10)と離れる方向に、前記熱硬化性樹脂組成物(20)を硬化させて、前記電磁誘導性支持体(10)の表面上に繊維強化樹脂層を形成する工程Bと、を含む印刷基材の製造方法である。
(もっと読む)
強化繊維積層体の製造方法および製造装置
【課題】
ドライな強化繊維テープの集合体を積層させた強化繊維積層体を製造するにあたり、長手方向に湾曲した形状の強化繊維積層体を製造する場合においても、強化繊維テープの載置・積層作業を繊維の位置ズレなく高精度で効率良く製造することができ、高品位の強化繊維積層体を得ることができる製造方法および製造装置を提供する。
【解決手段】
強化繊維の糸条が少なくとも長手方向に平行に延在する強化繊維テープを、該強化繊維テープの長手方向に対して互いに隣接するように載置し、強化繊維集合体とする載置作業や、載置テーブルに載置された強化繊維集合体を別の載置テーブルへ移載する移載作業や、さらに強化繊維集合体を複数枚積層し、強化繊維積層体を形成する積層作業において、静電吸着を利用することにより強化繊維の角度のズレや位置ズレすることなく高い精度でかつ効率良く作業を行うことを特徴とする、強化繊維積層体の製造方法。
(もっと読む)
41 - 60 / 291
[ Back to top ]