
Fターム[4F205HT22]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形における積層 (761) | 積層する方法 (526) | 巻回、被包 (348)
Fターム[4F205HT22]に分類される特許
121 - 140 / 348
複合連結棒を製造する方法及びその方法により製造された連結棒

【課題】 好適な連結棒を製造する方法を提供する。
【解決手段】 この方法は少なくとも次の連続工程を含む:a)内部本体(18)を製造する;b)内部本体(18)の一端を、各端片(5)の減少した外径の端部に付加し、内部本体(18)の前記端を端片の肩(6)上に載せる;c)第二マンドレル(19)の第一部分(19a)を各端片の中空円筒形部分(1)内に挿入し、第二マンドレル(19)の第二部分(19b)の自由端に駆動あご(20)を置く;d)前記予備含浸された繊維(16)を内部本体(18)、端片(1,3,4)及び第二マンドレル(単数または複数)の第二部分(単数または複数)(19b)からなる集成体の外表面上に巻き、前記繊維はそのとき外部本体(21)を形成する;e)あご(単数または複数)(20)を除去した後、内部本体(18)及び外部本体(21)を重合し、重合された単一片本体(22)を形成する;f)第二マンドレル(単数または複数)(19)を除去し、重合された単一片本体(22)を必要な長さに切断する。
(もっと読む)
繊維強化樹脂管継手の成形金型およびその成形金型を用いた繊維強化樹脂管継手の製造方法

【課題】一回の成形作業によって複数個の繊維強化樹脂管継手を成形する。
【解決手段】成形金型2の金型本体22を縮径させ、その外周面の設定位置に長手方向に間隔をおいて複数個のシール用ゴムリング110を取り付けた後、金型本体22を拡径させる。その後、成形金型22の回転軸21を回転自在に支持し、少なくとも金型本体22の切断用溝22aをその外周面に離型フィルムfを積層して覆った後、成形金型2を回転させてその外周面に重合性樹脂組成物を含浸させた強化繊維束を巻き付けて積層し、巻き取った強化繊維束に含浸された重合性樹脂組成物を硬化させて繊維強化樹脂層120を成形する。次いで、繊維強化樹脂層120を各切断用溝22aに対応する位置でカッターにて切断して複数個に分割した後、金型本体22を縮径させて分割された各繊維強化樹脂層120を順に脱型する。
(もっと読む)
輸送用のコイルの形態の繊維補強された鉄筋
合成鉄筋は、樹脂で浸透された被覆部の反対側において、内側粗紡の周りを被覆された少なくとも1の粗紡の、第1及び第2の螺旋形の被覆部を有する一連の内側粗紡から形成される。鉄筋構造が形成されることで、形成された鉄筋が、巻回可能なように十分なねじれ曲げを許容し、これにより、鉄筋の長さに対して直角に、軸の周りを数回続けて被覆され、鉄筋のコイルを形成する。鉄筋は、垂直回転軸のまわりの一連のポストによって形成された、回転する巻線フレームへと送られる。フレームが離れた位置へとコイルを輸送するために、取り除かれるが、コイルは適所に保持される。離れた位置では、コイルは巻線フレームと類似するものに置かれる。また、鉄筋は、コイルから引かれ、必要とされる長さに切断される。 (もっと読む)
車両搭載用高圧タンクの製造方法
【課題】ライナと繊維強化プラスチック層とが接着されてしまわずに、繊維強化プラスチック層の変形も防止できる車両搭載用高圧タンクの製造方法を提供すること。
【解決手段】この製造方法は、ライナを準備する工程(ステップS01)と、前記ライナの周囲に繊維強化プラスチック材料を巻きつける工程(ステップS01)と、前記繊維強化プラスチック材料を硬化させて繊維強化プラスチックと成す工程(ステップS02〜S08)と、を含み、前記繊維強化プラスチック材料を硬化させる工程(ステップS02〜S08)は、大気圧よりも高い内圧を前記ライナに付与する高圧過程(ステップS02〜S03)と、大気圧よりも低い内圧を前記ライナに付与する低圧過程(ステップS04〜S05)とを有しており、前記高圧過程を行った後に前記低圧過程を行うものである。
(もっと読む)
繊維強化樹脂ボルトおよびその製造方法
繊維強化樹脂(FRP)ボルトおよびこれを製造するための方法が開示される。FRPボルトは、電気絶縁、耐腐食性、断熱、非磁性を有するボルトを必要とする産業分野に用いて好適である。前記FRPボルトの製造方法は、ボルトの軸方向に沿って一方向に引揃えられた第1の強化繊維および前記第1の強化繊維に含浸された合成樹脂を含む芯材の表面の周縁に、第2の強化繊維および前記第2の強化繊維に含浸された熱硬化性樹脂を含むプリプレグを巻回するステップと、前記プリプレグを熱硬化させて繊維強化樹脂丸棒を製造するステップと、前記繊維強化樹脂丸棒の表面にネジ山を形成するステップと、を含む。 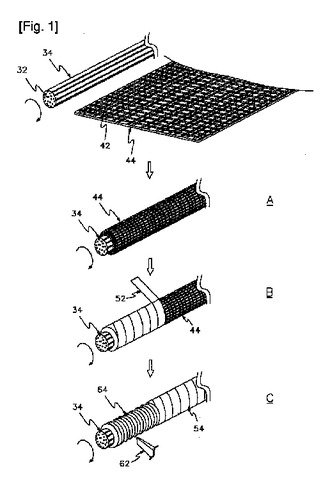 (もっと読む)
(もっと読む)
FRP耐圧容器の製造方法
【課題】軽量であり、かつ、耐圧性に優れた容器を提供するする。
【解決手段】容器本体10は、ポリエチレンテレフタレートにより構成された中空形状の第1層110と、この第1層110の外側に被せられた、ガラス繊維で編まれた第2層120と、第2層120の周囲に、樹脂を含侵させた強化繊維を巻き付けて固化された第3層130とからなる。ポリエチレンテレフタレートからなる第1層110は、ポリエチレンよりも融点が高いため、火炎暴露試験に対して高い性能が期待できる。また、第2層120及び第3層130は、共にガラス繊維を含有し、一体となってFRP層となるため、高い耐圧性能が期待できる。
(もっと読む)
車両搭載用高圧タンクの製造方法
【課題】繊維強化プラスチック材料の硬化完了までの時間を短縮可能な車両搭載用高圧タンクの製造方法を提供すること。
【解決手段】この製造方法は、抵抗発熱体が設けられたライナを準備する工程(ステップS01〜S04)と、ライナの周囲に繊維強化プラスチック材料を巻きつける工程(ステップS05)と、繊維強化プラスチック材料を硬化させて繊維強化プラスチック層と成す工程(ステップS06〜S10)と、を含み、繊維強化プラスチック材料を硬化させる過程において、抵抗発熱体を発熱させるものである。
(もっと読む)
タンク及びその製造方法
【課題】樹脂製ライナの熱劣化を防止できるタンクの製造方法を提供する。
【解決手段】熱伝導率が0.03W/m・K以下の断熱材により樹脂製ライナの外周面を被覆する断熱材被覆工程S11と、熱硬化性樹脂とその熱硬化性樹脂を含浸した繊維とを含む樹脂含浸繊維により上記断熱材の外周面を被覆するFRP被覆工程S12と、上記熱硬化性樹脂を加熱により硬化する熱硬化工程S13とを含むタンクの製造方法。
(もっと読む)
ラックアンドピニオン式電動パワーステアリング装置の製造方法
【課題】従来の鉄系材料を用いたラックと同等又はそれ以上の強度と抗折性を備え、特に、ギヤ歯部とねじ部の強度向上が図られると共に大幅に軽量化されて、信頼性の高いラックが得られるラックアンドピニオン式電動パワーステアリング装置の製造方法を提供する。
【解決手段】引張強度2GPa以上、且つ引張弾性率50GPa以上の有機繊維のフィラメントを束にした1本以上のフィラメント束31を液状熱硬化性樹脂に含浸させながら、回転する芯材30に巻き付け、熱で硬化させるフィラメントワインディング法によって円筒状素材32を成形した後、この円筒状素材32を切削加工してラック21を製造する。
(もっと読む)
タンクおよびその製造方法
【課題】フープ層に生じうる段差に起因してヘリカル層が損傷するという事態を抑制する。
【解決手段】タンクのFRP層が、ライナ20の外周に繊維束70が巻回されて形成されるヘリカル層と、段差抑制部材を含むフープ層とから形成されている。段差抑制部材は例えばシート繊維71であり、この場合、FRP層は、ライナ20の外周に繊維束70が巻回されて形成されるヘリカル層と、該ヘリカル層とともに積層されたシート繊維71からなるフープ層とから形成されている。シート繊維71からなるフープ層が、ヘリカル層の少なくとも一つに対して内層側と外層側とに設けられて当該ヘリカル層を挟んでいることが好ましい。
(もっと読む)
高圧ガスタンク製造装置及び高圧ガスタンクの製造方法
【課題】フィラメント・ワインディング法によって製造される高圧ガスタンクにおいて、熱硬化性樹脂に発生する気泡を除去する技術を提供する。
【解決手段】熱硬化処理装置200は、熱硬化性樹脂を含浸させた繊維を巻き付けることにより外表面に繊維強化樹脂層が形成された繊維強化タンク容器10の全体を加熱して、繊維強化樹脂層の熱硬化処理を実行する。また、熱硬化処理装置200は、熱硬化処理において、気泡除去部230のノズル235から温度調整された高温空気を噴射して、タンク容器の表層における一部領域の温度を局所的に上昇させるとともに、その風圧により、当該一部領域に生じる気泡を除去する。
(もっと読む)
管状体及びその製造方法
【課題】強度及びボイド率を改善しうる管状体及びその製造方法の提供。
【解決手段】本発明の製造方法は、マンドレルに、繊維とマトリクス樹脂とを含む繊維強化樹脂部材を巻回して中間成形体を得る工程と、上記中間成形体に、張力を付与しつつラッピングテープを巻き付ける工程と、加熱により上記マトリクス樹脂を硬化させる硬化工程と、上記硬化工程の後に上記マンドレルの引き抜き及び上記ラッピングテープの除去を行って硬化管状体を得る工程とを含む。上記ラッピングテープの基体のベースポリマーは、ポリオレフィン系樹脂及び/又はポリエステル系樹脂である。上記硬化工程は、70℃以上90℃以下の温度で120分以上4320分以下の時間に亘って加熱する第一加熱ステップと、120℃以上200℃以下の温度で5分以上20分以下の時間に亘って加熱する第二加熱ステップとを含む。
(もっと読む)
遠心ローターと共に使用されるスイングバケット
【課題】従来品の欠点を克服するスイングバケットを提供する。
【解決手段】遠心ローター10と共に使用されるバケット12が提供される。バケット12は側壁72と底壁74を有するバケット本体70を含む。一対の突出部80がバケット本体70の対向側面において側壁72から延在しかつそれは遠心ローター10と係合するよう構成される。バケット12はさらに遠心ローター10上での遠心分離中に突出部80に対するバケット本体70の移動を抑止する突出部80に対して結合された補強材102を含む。突出部80は遠心ローター10上の対応するピン92と係合する側壁72から外側に延在するブッシュを備えてもよい。突起80ノズル導入領域それぞれは孔90の一方を経て突出する。
(もっと読む)
フィラメントワインディング装置およびフィラメントワインディング方法
【課題】ライナ等の被巻回部材の周囲に繊維束を平滑に巻回できるようにする。
【解決手段】繊維給糸口81を、軸回りに相対回転する被巻回部材20の軸方向に相対移動させ、繊維給糸口81から繊維束70を給糸して被巻回部材20の周囲に巻回するフィラメントワインディングの際、被巻回部材20の周囲に既に巻回された繊維束70を検出し、該検出結果に基づき、当該繊維束70の次に巻回する繊維束70の位置を制御する。繊維束70を検出する繊維束検出部82は、例えば、既に巻回された繊維束70を色により識別して検出するもの、あるいは、既に巻回された繊維束70の側部が形成する段差70gを検出するものである。
(もっと読む)
ガスタンク及びガスタンクの製造方法
【課題】ガスタンクを重量化することなく、ガスタンクの強度を確保する。
【解決手段】高圧ガスタンク2は、円筒状の胴部2aと、胴部2aの両側に接続され先端側が縮径するドーム部2bを有し、外周面に複数層からなるFRP層21が形成されている。胴部2aとドーム部2bとの境界部Rには、FRP層21を貫通するピン30が設けられている。ピン30は、境界部RのFRP層21の表面を覆う弾性体の台座31に固定されている。
(もっと読む)
FRPタンク及びその製造方法
【課題】ドーム状の側部のバースト強度と胴部のバースト強度との双方を両立させるFRPタンク及びその製造方法を提供する。
【解決手段】ライナ(20)と、ライナ(20)の外周に繊維(F)が巻回されて形成されたフープ層(24)及びヘリカル層(22、23)からなるFRP層(21)と、を備え、FRP層(21)の内側層(210)は、ヘリカル層(22、23)のみで構成されているFRPタンク(1)を構成する。
(もっと読む)
フィラメントワインディング装置
【課題】複数の繊維束をマンドレルに対して同時に巻き付けて、フープ巻層を短時間で形成する。同時に、マンドレルに対して巻き付けられる複数の繊維束の巻付方向を好適化してフープ巻層を高強度化する。
【解決手段】マンドレルに繊維束を供給するフープ巻き用のヘッドユニットを備えている。ヘッドユニットは、複数個の単位ヘッドをマンドレルの中心軸に沿って配置して構成する。単位ヘッドは、巻掛テーブルと、巻掛テーブルを回転自在に支持するフレームと、巻掛テーブルに配置される複数個のボビンと、巻掛テーブルを回転駆動するテーブル駆動構造とを含む。以て、個々の単位ヘッドから供給される複数の繊維束をマンドレルに巻き付けて、繊維束の巻方向が正方向と逆方向とに異なる複数のフープ巻層を交互に形成する。
(もっと読む)
複合容器の製造方法
【課題】所望の形状および強度を有する複合容器の製造方法及び複合容器の製造装置を提供する。
【解決手段】トウプリプレグ20の樹脂を、トウプリプレグ20がライナ5に巻装される前に加熱装置6によって加熱して、樹脂の粘度を加熱前の粘度よりも低下させておく。その後、トウプリプレグ20をライナに巻装しながらトウプリプレグ20の樹脂を冷却して、低下した樹脂の粘度を再び高める。
(もっと読む)
FRPタンクの製造装置及び製造方法
【課題】熱硬化工程においてFRPタンク表面に気泡が発生することを抑制するFRPタンクの製造装置及び製造方法を提供する
【解決手段】FRPタンク製造装置は、ライナの外周に樹脂を含浸した繊維を複数層巻回する巻回手段と、この繊維の巻回の際の巻回張力を設定する張力設定手段とを備える。この張力設定手段は、巻回張力を、前記繊維の層数の増加とともに減少させていき、前記繊維の最外層の特定部分の巻回において再び増加させるようにする。
(もっと読む)
FRP製筒状体とその製造方法
【課題】FRP製の筒状体の端部に他部材を圧入接合する際に、端部の層間が層間破壊を起こすことがないような端部の補強方法・手段を提供すること。
【解決手段】FRP製筒状本体の両端又は片端が、該筒状本体に他部材を圧入接合するために補強されているFRP製筒状体であって、該筒状本体は繊維強化材の巻き角度が筒状体の軸方向に対して0°以上45°未満である強化繊維層とマトリックス樹脂で構成されており、該筒状本体の両端又は片端の内側及び/又は外側に、繊維強化材の巻き角度が筒状体の軸方向に対して45°以上90°以下の強化繊維層と、強化繊維の布帛と、マトリックス樹脂とからなる補強層が積層配置されているFRP製筒状体。
(もっと読む)
121 - 140 / 348
[ Back to top ]