
Fターム[4F205HT22]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形における積層 (761) | 積層する方法 (526) | 巻回、被包 (348)
Fターム[4F205HT22]に分類される特許
141 - 160 / 348
自動繊維配置機用の簡易繊維張力調整
【課題】標準サイズのテープスプールを使用する簡易AFP機に使用できる、簡易繊維張力調整装置を提供する。
【解決手段】繊維スプール用に繊維張力調整装置が提供される。ハブは回転可能に支柱に取り付けられ、ハブには、繊維スプールが取り付けられる。ハブ上の手段によって、スプールから引き出されている繊維に抗力が加えられて、繊維の張りが維持される。
(もっと読む)
繊維強化樹脂管継手の製造方法

【課題】下地処理を施すことなく繊維強化樹脂管継手の外周面の塗装の剥がれを可及的に防止する。
【解決手段】光重合開始剤を含む重合性樹脂組成物を含浸させた強化繊維束を型に巻き付けるとともに、巻き取った強化繊維束に光を照射して強化繊維束に含浸された重合性樹脂組成物を硬化させ、繊維強化樹脂管継手1を成形する。次いで、繊維強化樹脂管継手1を脱型した後、繊維強化樹脂管継手1の外周面を僅かに研磨し、あるいは、僅かな凹凸を形成することにより、繊維強化樹脂管継手1の外周面を粗面加工する。そして、粗面加工された繊維強化樹脂管継手1の外周面を下水管などの本管と同色に塗装する。
(もっと読む)
複数のファイバ相互混合層を備えてなる複合体製フライホイールリムならびにその製造方法
【課題】応力や歪みに耐え得る複合体ベースのリムを提供すること。
【解決手段】複合体ベースのリム(100)であって、複数のファイバ層(110〜140)を具備してなり、その中の少なくとも1つの層が、少なくとも1つの低弾性率ファイバと高弾性率ファイバとから形成されたファイバ相互混合層とされ、低弾性率ファイバの弾性率が、高弾性率ファイバの弾性率よりも、少なくとも34500MPa(5Mpsi)だけ小さく、各層のフープ応力に対する強度が、最内層(110)から最外層(140)に向けて、各層ごとに順次的に増大しており、少なくとも1つのファイバ相互混合層のフープ応力に対する強度が、このファイバ相互混合層の全体にわたって実質的に一様なものとされている。
(もっと読む)
複合材料からなる構造要素をチューブに連結する連結方法
本発明は、筒状部(30)を備えていて、複合材料から形成される構造部材がこの筒状部から突出している構造部品を製造する製造方法に関し、この製造方法は、重ねて配置された幾つかの繊維プライからなるスタックを含む平坦なプリフォーム(59)を成形することを含み、それによりそれらプライが、構造部を形成するようになっているプリフォームの少なくとも一部において一緒に固定されるとともに、チューブに連結するための連結部を形成するようになっているプリフォームの少なくとも別の部位において、2つの反対側に在るリーフレット(54)を形成するように分離可能になっている。さらに、チューブ(30)を連結部のリーフレット間に挿入することを含み、それによりそれらリーフレットがチューブを少なくとも部分的に包囲するようになる。さらに、チューブをプリフォームに連結することを含み、それによりチューブが筒状部を形成するようになるとともに、プリフォームが構造部品の構造部材を形成するようになる。 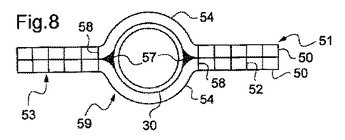 (もっと読む)
(もっと読む)
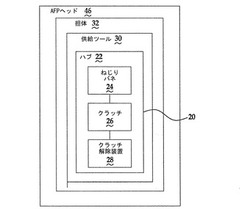
一体型ヒートパイプを有するマンドレル
一体型ヒートパイプを有するマンドレルは、フィラメントを巻き付けたパイプセグメントおよび容器の製造に使用され、加熱および硬化プロセス中にパイプまたは容器の内部の均一な加熱を行う。ヒートパイプの伝熱特性を使用して加熱または冷却を行うことができる。 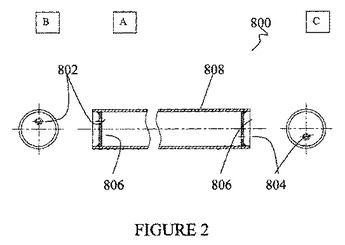 (もっと読む)
(もっと読む)
スパイラルホースの製造方法
【課題】 スパイラル装置に配置された糸巻きチーズにおける補強コードの綾落ちを抑制して、補強コードのコード切れを防止するようにしたスパイラルホースの製造方法を提供する。
【解決手段】 スパイラル装置1に配置された糸巻きチーズ2における補強コード4の占有体積V(cm3 )と巻き重量W(g)との比V/Wを1.24〜1.34(cm3 /g)に設定した。
(もっと読む)
一軸性複合材料の中に端部連結構造を形成するためのインサート及び方法
一軸性複合材料に適合した端部連結構造を形成するためのインサートであり、例えば風車のローターハブなどに用いられるものである。このインサート(30)はスリーブにより構成され、該スリーブは多軸配向とされた複数の繊維を含んでいる。該スリーブはその内周面の少なくとも一部にねじ部が形成されている。該スリーブにねじ切り加工を施してねじ部を形成するようにしてもよく、或いは、該スリーブをマンドレル(112、301)上において形成するようにしてもよい。このインサートは、螺旋ねじ溝型インサート部材(300、301)を備えたものとするのもよく、そうすることによって、容易に再使用することができる。 (もっと読む)
ガス容器製造方法及びガス容器
【課題】樹脂ライナと繊維強化樹脂層との間の滞留ガスに起因する繊維強化樹脂層の白濁化と滞留ガスの放出音の発生を防止するガス容器製造方法、及びガス容器を提供する。
【解決手段】未硬化のエポキシ樹脂を含浸させた強化繊維をガス容器1の樹脂ライナ2に巻き付けて繊維強化樹脂層3を形成し(S101)、その繊維強化樹脂層3の表面にエポキシ分解溶媒を塗布して、繊維強化樹脂層3の最外層に位置する未硬化のエポキシ樹脂を揮発性分解物に分解する(S102)。そして、繊維強化樹脂層3を加熱して、繊維強化樹脂層3の内層のエポキシ樹脂を硬化させるとともに繊維強化樹脂層3の最外層の揮発性分解物を揮発させて除去する(S103)。これにより、繊維強化樹脂層3の最外層の厚みをコントロールし、繊維強化樹脂層3のガス透過率を適切な値に設定する。
(もっと読む)
繊維複合材製の少なくとも1つの一体的なフランジを有する中空シャフトの製造方法
【課題】フランジのエリアにおいて均一かつ規定の繊維構造と、フランジの壁厚みの柔軟な設定とを備えた繊維複合材製の一体フランジを有する中空シャフトを簡単かつコスト効率良く製造する。
【解決手段】繊維複合材製の一体的なフランジ12を有する中空シャフトの製造方法において、繊維材料で作られた複数の交差巻回部13が、シャフト部11の内側のコア20に適用される。コア20は半径方向の拡張リング22を有し、巻回部13は、それぞれの拡張リング22の外周部23上に固定される。繊維材料製の1つ以上のインサート15が、巻回部13間の拡張リング22のエリアに挿入される。次に、巻回部13の部分は、ストリッパ30を用いてエッジ25上の拡張リング22の外周部から剥がされ、拡張リング22の軸受面24上に載置されて、フランジ12の一部分を形成する。
(もっと読む)
ディスク素材と、その製造方法
【課題】生産性を高め、必要十分な特性を容易に実現する。
【解決手段】炭素繊維織物12を強化材とする繊維強化プラスチック材料を円板状に形成し、炭素繊維織物12の経糸12a、12a…は、周方向に螺旋状に連続させ、緯糸12b、12b…は、軸C方向に配列させる。
(もっと読む)
複合材でつくられるノズルまたは末広ノズル要素の製造方法
製造すべきノズルまたは末広ノズル要素の表面に求められる幾何構造を複製する表面を有する型(40)に繊維テクスチャの複数のパネルを合わせることによって、および相互接触する縁部で複数のパネルを連結することによって繊維プリフォーム(50)を得て、樹脂を含む固化成形組成物で含浸された繊維プリフォームに行われる形成操作によって固化成形された繊維強化材を形成するにあたり、型(40)と含浸された繊維プリフォームに当てたシェル(52、54)との間で形成操作を行い、少なくとも35%の繊維体積分率を有し、少なくとも軸方向寸法のほとんどにわたって多くとも5mmの厚さを有する固化成形された繊維強化材を得る。樹脂を熱分解させた後に気相中での化学浸透によって固化成形された繊維強化材の緻密化を継続して、緻密化の後に、製造すべきノズルまたは末広ノズル要素の形状および壁厚を実際に有する部品を得るようにする。 (もっと読む)
有機マトリックス複合材から作られる構造部品を製造する方法、および得られる部品
本発明は、補強材(5、7)をその軸方向延長部(XX)に含むマンドレル(3)の上に繊維状材料のロービングを編組することによってプリフォームを形成する繊維構造体(9)を製造するステップと、プリフォームに有機樹脂を含浸させるステップと、この樹脂を硬化させるステップとを含み、前記補強材が、連結部材を収容するために軸(XX)に直角の軸を備えるボア(5’、V)を有する前記カバーを形成する、有機マトリックス複合材から作られる構造部品を製造する方法に関する。方法は、突出する複数突刺(30)が、前記ボア(5’、7’)の両側にあるそれの表面の少なくとも一部を覆って補強材(5、7)の中に組み込まれ、ロービングが前記突刺を取り巻いて少なくとも部分的に交差するように、編組が、突刺を取り巻いて行われることを特徴とする。  (もっと読む)
(もっと読む)
パイプ状の部品およびその作製方法
本発明は、エアロゲル、キセロゲルもしくはクリオゲルを含浸したファイバーマトリックスから形成されるマット(1)であって、第1の主要面(2)と、第1の主要面(2)とは反対側の第2の主要面(3)と、長手方向を画成する第1の縁部(4)と、第1の縁部(4)に対して実質的に平行な第2の縁部(5)と、長手方向に対して実質的に直交する横方向を画成する第3の縁部(6)と、第3の縁部(6)に対して実質的に平行な第4の縁部(7)とを有するマット(1)を提供する工程;第1の主要面に対して接着剤(8)をつける工程;マットをマンドレル(13)の回りに巻回することで、内側の円周を画成する内側面(11)と、外側の円周を画成する外側面(12)と、内側および外側の円周の平面に対して実質的に直交する長手軸であって、マットの横方向に対して実質的に平行である長手軸とを有するマットを提供する工程;および、巻回されたマットを、外側面と内側面との間において実質的に半径方向に切り分けて、長手軸に対して実質的に平行な方向に伸びる切れ目を提供する工程;を含む、パイプ状の部品を製造する方法を提供する。 (もっと読む)
航空機胴体中に配置される中間デッキを支持するための支柱、およびその支柱用のロッドボディを製造するための方法
【課題】ロッドボディが軽量構造でありつつ良好な座屈抵抗および耐損傷性を備えさらに向上された耐火性を備える支柱を創出する。
【解決手段】航空機胴体1中に配置される中間デッキ2を支持するための支柱であって、繊維強化材料を含む中空円筒形のロッドボディ3を含み、そのロッドボディ3の2つの端部が航空機胴体1に、または中間デッキ2に着脱可能に取り付けるための取り付け部として設計される、支柱に関し、ロッドボディ3は、45°の位置合わせで、または90°の位置合わせで同じ数の縦糸および横糸を用いた炭素繊維布から製作される少なくとも1つの第1の補強層10aと、0°の位置合わせで横糸より多くの数の縦糸を含む炭素繊維布から製作される少なくとも1つの第2の補強層10b、10cと、ガラス繊維を含む最終層とを含み、それらは、人工樹脂と共に、コンパクトな繊維強化材料を形成する。
(もっと読む)
内部に発泡体とリブ構造を有するFRP成形品
【課題】内部にリブ構造を持つようなFRP成形品と、それを一体成形するための新しい成形方法を提供すること。
【解決手段】内部に発泡体とリブ構造を有するFRP成形品であって、この発泡体は複数の構成部分からなっており、各構成部分の相対する面の間には、繊維強化材とマトリックス樹脂とからなるリブ構造が形成されていることを特徴とするFRP成形品。かかるFRP成形品は、発泡体の各構成部分に、プリプレグを巻回・積層したものを、成形型のキャビティ内にセットし、プリプレグを硬化させるル方法によって、あるいは、発泡体の各構成部分に、繊維強化材を巻回・積層したものを、成形型のキャビティ内にセットし、キャビティ内にマトリックス樹脂を注入するRTM成形法で製造することができる。
(もっと読む)
補強用プリプレグシート及び構造体の補強方法
【課題】 本発明は、優れた機械的強度を有し且つ軽量性に優れた補強用プリプレグシートを提供する。
【解決手段】 本発明の補強用プリプレグシートは、アラミド繊維又は玄武岩繊維を含む繊維束から形成された網状体に未硬化の熱硬化性樹脂を含浸させてなることを特徴とするので、軽量性に優れていると共に、硬化させることによって優れた機械的強度を発揮するので、風力発電用ブレードなどのように軽量性と強度とが要求される用途に好適に用いることができる。
(もっと読む)
繊維強化プラスチック成形体の製造装置
【課題】樹脂含浸繊維の損傷を極力少なくしつつ、樹脂含浸繊維の巻き付け時の滑りを抑制するFRP成形体の製造装置を提供する。
【解決手段】樹脂含浸繊維を回転体に複数層巻き付ける巻付部と、回転体の2層目以降の被巻付面のうち、樹脂含浸繊維が巻き付けられる直前の部位に気体を吐出する吐出部とを備える繊維強化プラスチック成形体の製造装置を提供する。吐出部は、回転体への樹脂含浸繊維の巻付状況に応じて、吐出する気体の温度、吐出量または吐出圧を調整するようになっている。
(もっと読む)
ガス容器製造方法、ガス容器製造装置、及びガス容器
【課題】繊維強化樹脂シェルの白濁化と滞留ガスの放出音の発生を防止するガス容器製造方法、ガス容器製造装置、及びガス容器を提供する。
【解決手段】ガス容器4の樹脂ライナ2の外面に樹脂を含浸させた強化繊維である含浸繊維Fbを巻き付けて下巻き層を形成し、その下巻き層の上に樹脂が含浸されていない強化繊維である未含浸繊維Faを巻き付けて上巻き層を形成する。そして、巻き付けにより下巻き層の含浸繊維Fbから染み出した樹脂を上巻き層の未含浸繊維Faに含浸させて、その後に、下巻き層と上巻き層の樹脂を硬化させて繊維強化樹脂シェル3を形成する。これにより、繊維強化樹脂シェル3の最外層に形成される樹脂層の厚さを薄くして、繊維強化樹脂シェル3のガス透過性を向上させる。
(もっと読む)
樹脂含浸処理された複数の配向を有する複合材料の製造法
【課題】 樹脂含浸処理された複数の配向を有する複合材料の製造法を提供する。
【解決手段】 複数のフィラメントバンド(110)からなる複合材料(100)が開示される。フィラメントバンドが固体もしくは半固体の樹脂で含浸される。フィラメントバンド(110)は、複合材料(100)のシート形成するために、複数の配向で巻きつけられる。さらに、複合材料(100)は、複合材料(100)のシートによって、様々な数の層およびファイバ配向を有するべく作製されてもよい。別の実施例において、複数の層およびファイバ配向を必要とする複合材料は、フィラメント巻きつけ工程において製造される。
(もっと読む)
管状体の製造方法及び管状体
【課題】製造工程中において樹脂含有率を低下させうる管状体の製造方法の提供。
【解決手段】本発明は、FRP管状体の製造方法に関する。この製造方法は、マンドレル2に繊維とマトリクス樹脂とを含む繊維強化樹脂部材4を巻回して中間成形体6を得る工程、上記中間成形体6の外周面に張力を付与しつつ織物テープ8を巻き付けるテープ巻き付け工程、上記織物テープ8が巻き付けられた上記中間成形体6において上記マトリクス樹脂を硬化させる硬化工程及び上記硬化工程の後に上記マンドレル2の引き抜き及び上記織物テープ8の除去を行って硬化管状体を得る工程を含む。好ましくは、上記テープ巻き付け工程において織物テープ8に付与される引張応力T1は、5(Mpa)以上150(Mpa)以下とされる。この製造方法では、巻き付け工程後の工程においてマトリクス樹脂が効果的に抜き出されうる。
(もっと読む)
141 - 160 / 348
[ Back to top ]