
Fターム[4F206AD08]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 形状、構造 (4,599) | シート状 (1,621)
Fターム[4F206AD08]の下位に属するFターム
ラベル、絵付け材 (397)
転写シート (313)
塗膜(←ゲルコート材) (117)
Fターム[4F206AD08]に分類される特許
101 - 120 / 794
加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品
【課題】真空成形性に優れ、表面に割れ、破断、白化等が発生しないばかりでなく、表面の耐摩耗性、耐擦傷性も良好な加飾シート、該加飾シートを用いた加飾樹脂成形品の製造方法並びに該製造方法により製造される加飾樹脂成形品を提供する。
【解決手段】基材上に少なくともプライマー層と該プライマー層の上に積層された表面保護層とを有する加飾シートであって、該プライマー層の120℃における破断伸度が200%以上であり、該プライマー層の厚さが0.6μm以上であり、該表面保護層が電離放射線硬化性樹脂と熱可塑性樹脂を75:25〜22:78の比率(質量比)で含む樹脂組成物を架橋硬化したものであり、該熱可塑性樹脂のゲルパーミエションクロマトグラフィー(GPC)により測定したポリスチレン換算重量平均分子量が9万〜12万の範囲であり、かつ、表面保護層の厚さが1〜1000μmである加飾シートである。
(もっと読む)
金属端子をインサートした樹脂複合成形体及びその製造方法

【課題】従来の製造工程のまま、電子回路内部を腐食させる水分や湿気等の外的影響物質の浸入を防ぎ得る、充分な気密性を有する樹脂複合成形体を安価に製造する方法を提供する。
【解決手段】予め金属端子1の板幅側の端部に、樹脂の圧縮応力を生み出す溝形状9を少なくとも1箇所設け、この溝形状9が金属端子1の板幅側端面との交点になす角が、90°より小さい鋭角形状を少なくとも1つ有する形態とすることにより、樹脂2が凝固する際の体積変化の現象を利用して、金属端子1と樹脂2とを溝形状9の内部で部分的に密着させ、気密性を向上させる。
(もっと読む)
車両用樹脂成形品及びその製造方法
【課題】パーティングラインに代表される射出成形金型の構造型同士の隙間線が金属調シート成形品に転写されても、その転写された隙間線を目立たなくすることが可能な車両用樹脂成形品及びその製造方法の提供を目的とする。
【解決手段】
本発明に係るドアハンドル10は、金属調シート成形品20のインサート成形品であって、金属調シート成形品20にて外面が覆われている。金属調シート成形品20には、射出成形金型64の雌側金型66とスライド型80との隙間線K1が転写された転写隙間線K2が形成されている。また、金属調シート成形品20は、スライド型80に形成されたシボ82が転写された凹凸パターン転写領域R2を備え、その凹凸パターン転写領域R2の境界線が転写隙間線K2に一致している。
(もっと読む)
キャップ用ライナーの製造装置および製造方法並びにキャップ用ライナー
【課題】 硬質なディスク(摺動層)上にリング状の密封層が形成されたキャップ用ライナーを作製することができるキャップ用ライナーの製造装置および製造方法並びにこの製法で作製されたキャップ用ライナーを提供すること。
【解決手段】 円盤状の摺動層とこれに積層され摺動層よりも柔軟な合成樹脂である円環状の密封層とを備えたキャップ用ライナーの製造装置1であって、互いの間にライナー用シート3が設置可能な固定側型板4と固定側型板に対して離接可能な可動側型板5とを備えていると共に、ライナー用シート上に円環状のキャビティを形成し、キャビティに溶融した合成樹脂7を射出成形して密封層を形成する射出成形金型8と、射出成形金型内に合成樹脂を射出する射出ユニット9と、型締め時に設置された状態のライナー用シートをキャビティより外側で中心を同じくして円盤状に切るシートカット機構10と、を備えている。
(もっと読む)
光拡散カバーの製造方法
【課題】光拡散シートのインサート成型に接着剤を用いることで、接着強度および品質の良好な光拡散カバーを提供する。
【解決手段】接着剤層14を設けた光拡散シート12を金型24内に配置した後に、ベース材16用の成型樹脂を金型24内に射出することにより、光拡散シート12がベース材16に接合された光拡散カバー10を製造する。
(もっと読む)
熱成形用フィルム向け硬化性樹脂組成物とこの樹脂組成物を積層した熱成形用フィルム
【課題】 本発明は、耐薬品性、例えば、日焼け防止に用いるローション、ハンドクリームが付着したまま高温下で長時間曝されてもアクリル樹脂フィルム表面が荒れることなく、また、深絞り形状の成形品に成形した場合フィルム表面に割れが発生することがなく、且つ、表面硬度を備えた熱成形用フィルム及びその積層成形品を提供する。
【解決手段】 カルボキシル基と水酸基を有し、固形分酸価が15〜150mgKOH/gであり、固形分水酸基価が2〜80mgKOH/gでありガラス転移温度が70〜140℃であるビニル系重合体(A)と、ポリイソシアネート化合物(B)を含有し、ポリイソシアネート化合物(B)の含有量がビニル系重合体(A)の固形分水酸基価2〜80mgKOH/gと反応する含有量であることを特徴とする熱成形用フィルム向け硬化性樹脂組成物を、熱成形用フィルムの片面に最外層として厚さ1〜20μmに積層した熱成形用樹脂フィルム。
(もっと読む)
複合成形品およびその製造方法
【課題】板状部材に貫通穴などを設けることなく射出成形金型にインサートすることができ、自由に熱可塑性樹脂を一体化することができる複合成形品の製造方法を提供する。
【解決手段】強化繊維を含む樹脂組成物からなる板状部材を製造し、射出成形金型のキャビティ内に位置決め固定した後、分散した強化繊維で強化された熱可塑性樹脂組成物からなる樹脂部材を射出成形により一体化させた複合成形品の製造方法であって、前記板状部材に突起部材を予め凸設し、前記突起部材を前記キャビティの内面に設けられた凹形状部に嵌め込んで位置決めを行った後、射出成形することを特徴とする複合成形品の製造方法。
(もっと読む)
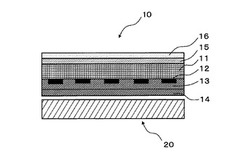
電子装置用ハウジング及びその製造方法
【課題】金属状の外観効果を有し且つ摩損されにくい電子装置用ハウジング及びその製造方法を提供すること。
【解決手段】本発明に係る電子装置用ハウジングは、プラスチック基体及び前記プラスチック基体の表面に接合される加飾膜を備える。前記加飾膜は、透明なプラスチック薄膜と、前記プラスチック薄膜の表面に形成され且つ金属状の視覚効果を有する真空蒸着層と、前記真空蒸着層の表面に形成されるワニス層と、前記ワニス層の表面に形成されるカラー層と、前記カラー層の表面に形成される保護層と、前記保護層の表面に形成されるバインダー層と、を備える。前記プラスチック基体は、射出成形によって前記加飾膜のバインダー層に接合される。
(もっと読む)
表面シートを用いたインサート成形用金型及び成形物の製造方法
【課題】表面シートを用いた成形物表面の高い意匠性を保持することができる成形物、特に加飾成形物の製造に用いるインサート成形金型および成形物の製造方法を提供する。
【解決手段】金型の雌型1と雄型2の接触面に垂直な向きに、製品部に対置して施されたゲート5先端の樹脂注入口6からキャビティ10に続く樹脂流路である肉盛部用樹脂流路7の断面積が、ゲート5近傍から製品部にかけて漸増する形状を有し、前記樹脂流路7の体積と、該樹脂流路7の製品部側断面を底面として製品部厚みを高さとした柱の体積との和が、製品部13の全体積の4%以上となるようにしたインサート成形用金型及びその金型を使用して射出成形する加飾成形物の製造方法。
(もっと読む)
転写箔およびその製造方法
【課題】インモールド成形時に転写箔にかかる熱や圧力によって生じる印刷層の印刷画像の歪みや流れを抑制することができるインモールド成形用転写箔の提供。
【解決手段】本発明のインモールド成形用転写箔は、基材シートと、該基材シートの一方の面上に、少なくとも、離型層と、受容層と、印刷層とをこの順に有するものであって、該印刷層が、インク層を有するインクリボンを用いた熱転写プリンターによって形成され、該インク層が、イソシアネート基含有硬化剤と、樹脂材料と、着色剤とを含むものである。
(もっと読む)
皮下埋込ポート構成部品用の成形金型、皮下埋込ポート及びその製造方法
【課題】信頼性に優れた皮下埋込ポートを製造するのに好適な皮下埋込ポート構成部品用の成形金型を提供すること。
【解決手段】本発明の成形金型60は、皮下埋込ポート11の一部をなす底板付ベース30を、インサート成形法により製造するためのものである。成形金型60は、ベース31の底部外面33bを成形するための成形面62を有する第1金型片61と、側壁部34を成形するための成形面72を有する第2金型片71を備える。第2金型片71は、底板41の内側面外周部44に形成された肉薄部45に当接する支持凸部73を有する。支持凸部73は底板41を位置決めして支持する。第1金型片61は、底板41の外側面に当接する部分を有しない。一方、第1金型片61は、底部外面33bを成形するための成形面62にて開口する樹脂材料射出口63を有する。
(もっと読む)
三次元成形加飾フィルム
【課題】金属薄膜層を用いた加飾フィルムであって、三次元加工に追従し、光輝性に優れる外観を与えることができるインサート成形用として特に有用な加飾フィルムを提供すること。
【解決手段】基材上に、少なくとも、金属薄膜層及び接着層をこの順に有する三次元成形加飾フィルムであって、該接着層を構成する樹脂が、塩化ビニル樹脂、酢酸ビニル樹脂、又は塩化ビニル/酢酸ビニル共重合体樹脂であり、該樹脂の平均酸価が1〜6mgKOH/gである三次元成形加飾フィルムである。
(もっと読む)
複合成形体の製造方法
【課題】不連続繊維強化樹脂成形体と長繊維あるいは連続繊維強化樹脂成形体とを、大きな面積を有する成形品、さらにはその肉厚が薄い成形品に対しても、特別な手法によることなく低圧で容易にかつ反り等の変形を抑えて精度よく所望の形態に一体成形できるようにした複合成形体の製造方法を提供する。
【解決手段】竪型プレス機のプレス端に金型を配置し、該金型のキャビティ内に、強化繊維と熱可塑性樹脂からなる予備成形体を配置し、該キャビティの残りの空間内に不連続強化繊維を含有する溶融熱可塑性樹脂を射出し、竪型プレス機によるプレスでキャビティを所定の容積に縮小することによって、不連続強化繊維含有溶融熱可塑性樹脂をキャビティ内に充満させつつ予備成形体をキャビティの所定の内面に押し付け、該不連続強化繊維含有熱可塑性樹脂と予備成形体を一体化して複合成形体に成形することを特徴とする複合成形体の製造方法。
(もっと読む)
金属調化粧シートの製造方法、及び当該金属調化粧シートを用いたインサート成形体の製造方法
【課題】縁部での金属調化粧シートの剥離を防止できるインサート成形体の製造方法を提供する。
【解決手段】熱可塑性樹脂成形体20と一体にインサート成形され、インサート成形体1を構成する金属調化粧シート10の製造方法は、インサート成形体1の縁部となる縁部領域K以外の、インサート成形体1の表面に金属調の意匠を表示させる領域に、透明な熱可塑性樹脂フィルム11の一方の面上に鏡面インク層12を形成する工程と、鏡面インク層12と鏡面インク層12が形成されていない熱可塑性樹脂フィルム11の面上とに非鏡面インク層13を積層する工程とを備える。
(もっと読む)
化粧シートおよび加飾成形品
【課題】樹脂成形品の表面に高意匠性を付与することができるとともに、樹脂成形品の射出成形時における意匠性の変化を改善できる化粧シートを提供する。
【解決手段】化粧シート2は、加飾用シート3と、加飾用シート3の表面上に積層された樹脂製の透明シート4と、透明シート4と反対側の加飾用シート3の裏面上に積層された樹脂製のバッカー用シート5とからなる。加飾用シート3はバッカー用シート5と異なる熱可塑性樹脂によりシート状に形成された印刷原反6と、印刷原反6の表面上に形成された絵柄印刷層7と、絵柄印刷層7を含む印刷原反6の表面を凹凸状に加工して形成された凹凸模様8と、凹凸模様8の表面を印刷原反6と同等の樹脂によりラミネートするラミネート層9とからなる。そして、加飾用シート3はバッカー用シート5を介して樹脂成形品1の表面上にインサート成形により積層される。
(もっと読む)
フィルムインサート成形品
【課題】外周曲げ部のような段差を設けずに、フィルムの端部の剥がれを防止する。
【解決手段】意匠面10Aにフィルム11が配置されたフィルムインサート成形品よりなる照明ユニットのカバー材10であり、フィルムの端部11Eの位置を意匠面の端部10Eの手前の位置に配置することで、意匠面の端部とフィルムの端部との間に、成形樹脂層の露出部よりなるフィルム端部保護域14を確保し、該フィルム端部保護域の表面14Aとフィルムの表面11Aとを面一に形成した。意匠面の端部10Eと成形樹脂層の端面12Cとの交わる角部12Dを鋭角に設定し、成形樹脂層の端面を天井トリムへの当接面とした。成形樹脂層12は透明樹脂で構成され、フィルム11は黒色系フィルムよりなり、成形樹脂層の裏面から成形樹脂層の端面までの範囲が、黒色系フィルムと同色系の皮膜層13で覆われている。
(もっと読む)
圧縮木製品の製造方法
【課題】圧縮木材を補強するとともに、該圧縮木材の木目や風合いが損なわれない圧縮木製品を得る。
【解決手段】本発明の圧縮木製品の製造方法は、略椀状をなす木材からなるブランク材を軟化し、圧縮力を加えることによって軟化前とは異なる略椀状の圧縮木材に圧縮する圧縮工程と(ステップS33)、圧縮されたブランク材の内壁面に、溶融した合成樹脂を通さない材料からなる保護膜を取り付ける保護膜取付工程と(ステップS33)、保護膜が内壁面に取り付けられた圧縮木材を射出成形用金型に配置し、合成樹脂を射出成形することによって保護膜10上に所定形状の樹脂補強部を形成する樹脂補強部成形工程と(ステップS37)、を含む。
(もっと読む)
立体成形品の製造方法
【課題】樹脂シートから形成され、連結部を有する立体成形品を簡便な手段で提供可能な立体成形品の製造方法を提供する。
【解決手段】立体成形品の製造方法によれば、平坦な樹脂シートを、射出成形金型2の内部で所望の立体的形状に配置し、金型2を閉じ、溶融状態の合成樹脂を射出して流し込み、樹脂シートの端辺同士を射出成形された合成樹脂により形成された部材(繋ぎリブ部14等)により繋ぐようにして製造している。よって、複雑な連結部分等を有する立体的形状を呈した立体成形品を簡便に製造することができる。また、樹脂シートから形成される立体成形品の表面に綺麗な印刷面を現すこともできるため、装飾性にも優れた立体成形品を提供することが可能とし、例えば、包装部材、自動車部材、家電部材、建築部材等を形成する立体成形品。
(もっと読む)
内部凹凸を有するインサートおよびインモールド成形用化粧シート
【課題】絵柄模様層と内部凹凸形状を併せ持つ高意匠で、かつ成形時の熱により最表層の軟化した熱可塑性樹脂シートが内部凹凸の形状に追従して表面にその凹凸形状を再現することがない、内部凹凸を有するインサートおよびインモールド成形用化粧シートを提供すること。
【解決手段】第1の透明または半透明の熱可塑性樹脂シートの一面に絵柄模様層を設け、該絵柄模様層を設けた面に凹凸形状を設け、該凹凸形状を設けた面上に凹部に充填するように溶融押出熱可塑性樹脂層を設け、前記第1の透明または半透明の熱可塑性樹脂シートの絵柄模様層を設けた面とは逆の面に接着剤層を介して第2の透明または半透明の熱可塑性樹脂シートを貼り合わせてなることを特徴とする。
(もっと読む)
樹脂製電池ケースの成形方法
【課題】バリアフィルムをインサートした電池ケースの成形方法において、薄肉部にインサートされたバリアフィルムにめくれや皺を発生させないことによりガスバリア性能の低下を防ぎ、併せてこの薄肉部において樹脂が会合してウエルドラインが発生して強度が低下するのを防ぐ。
【解決手段】キャビティ13の厚肉成形部13aに可動入子18、18aを組み付けて樹脂を注入する際、この可動入子18、18aを前進させて厚肉成形部13a側に流動する樹脂を制御して薄肉成形部13b側への樹脂の流動を先行させる。次に可動入子18、18aを後退させて厚肉成形部13a側に樹脂を流動させる。このことにより、周囲の厚肉成形部13a内を先行した樹脂圧によりインサートしたバリアフィルムにめくれや皺を発生させず、樹脂がバリアフィルム4の表面に流出して付着したり、ケース1の薄肉部2にウエルドラインを発生させない。
(もっと読む)
101 - 120 / 794
[ Back to top ]