
Fターム[4F206AD08]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 形状、構造 (4,599) | シート状 (1,621)
Fターム[4F206AD08]の下位に属するFターム
ラベル、絵付け材 (397)
転写シート (313)
塗膜(←ゲルコート材) (117)
Fターム[4F206AD08]に分類される特許
141 - 160 / 794
多層樹脂成形用金型および多層樹脂成形品の成形方法
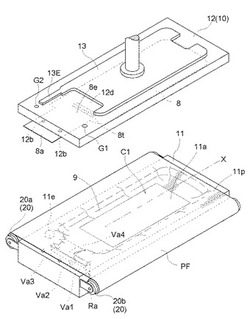
【課題】第1樹脂層と第2樹脂層とで挟まれたインサート材の周縁部に第2樹脂層が被覆しない露出部を備える多層樹脂成形品の金型を、露出部に波打ちが出難いようにする。
【解決手段】露出部8eから延びたインサート材8の延長部8aを挟持して型締めされる第1金型11および第2金型12を備え、移動可能な第3金型13が第1金型11に近接した第1位置では第1樹脂層用のキャビティが第3金型13と当接したインサート材8と第1金型11との間に形成され、第1金型11から離間した第2位置では第2樹脂層用のキャビティがインサート材8と第3金型13との間に形成され、第1樹脂を延長部8aに沿って射出する第1ランナRaを第1金型11に備え、第2樹脂用の第2ランナが第2位置の第3金型13と第1金型11との間に形成される。
(もっと読む)
加飾用ハードコートフィルム、加飾フィルムおよび加飾成形品

【課題】 従来の加飾フィルムにおけるハードコート層は、ハードコート層上に印刷層の塗装をおこなうと、ハードコート層と印刷層の密着性が不足して剥がれが発生しやすいという問題を有していた。本発明は、耐摩耗性を有し、且つ、成形時において割れを生ずる恐れが少なく、且つ、ハードコート層面への優れた印刷適正を有する加飾用ハードコートフィルム、加飾フィルムおよび加飾成形品を提供することを目的とする。
【解決手段】 基材フィルムの片面にハードコート層が積層されてなり、前記ハードコート層がウレタンアクリレートと(メタ)アクリレートと表面改質剤とを含有し、前記ウレタンアクリレートの伸び率が20〜85%である加飾用ハードコートフィルムであり、前記表面改質剤がシリコーン系添加剤よりなる群から選ばれる少なくとも1種以上であることが好ましい。
(もっと読む)
インサート成形用金型および加飾成形物の製造方法
【課題】成形物表面の高い意匠性を保持することができる加飾成形物の製造に用いるインサート成形用金型および加飾成形物の製造方法を提供すること。
【解決手段】金型の雌型または雄型の製品部の端面に相当する位置に前記雌型と前記雄型の接触面に平行な向きに、ゲートと前記製品部との連結を目的とした、薄片状流路を配設し、前記流路に関して前記製品部との連結部において前記ゲート付近に比べ溶融した樹脂が流動する断面積が大きくなるような前記流路の形状を有することを特徴とするインサート成形用金型。
(もっと読む)
三次元成形加飾フィルム及びその製造方法並びにそれを用いた加飾成形品及びその製造方法
【課題】加飾樹脂成形品に意匠性を付与するための射出成形同時転写加飾法に用いられる加飾フィルムであって、加飾樹脂成形品の最表面の層として転写される保護層が、電離放射線硬化性樹脂を含有し、かつ保護層が架橋硬化されていても加飾樹脂成形品に良好に転写されると共に、装飾層の転移性を悪化させずに、装飾層と保護層との耐候密着性が良好な加飾フィルムを提供する。
【解決手段】基材11上に、離型層12、保護層13、プライマー層14、及び装飾層15をこの順で積層してなる、射出成形同時転写用の三次元成形加飾フィルム10であって、前記保護層13が、重合性(メタ)アクリレートオリゴマーを含む電離放射線硬化性樹脂組成物の硬化物からなり、かつ前記プライマー層14が、2液硬化型であり、そのガラス転移温度Tgが65℃以上であることを特徴とする三次元成形加飾フィルムである。
(もっと読む)
フィルム一体化成形品製造システム
【課題】フィルムがカールしていても、埋め込み体が所望の位置/姿勢でフィルムに埋め込まれたフィルム一体化成形品を製造する。
【解決手段】埋め込み体が埋め込まれたフィルムを備える成形品の製造システムであって、成形品を射出成形する金型30を備える射出成形装置58と、フィルムの第1表面を吸着する平坦な吸着面を備えた吸着テーブル70と、フィルムを吸引して吸着保持する平坦な吸着保持面を備え、吸着テーブル70に吸着されたフィルムの第2表面に吸着保持面を押し当てて吸引することによってフィルムを保持し、保持したフィルムを金型30に位置合わせするロボット96と、金型30に搬送される前に、ロボット96に保持されたフィルムの第1表面に埋め込み体を貼り付ける貼り付け装置56と、ロボット96によって平坦状態で金型30に位置合わせされた、且つ第1表面に埋め込み体が貼り付けられたフィルムを金型30に固定する固定装置とを有する。
(もっと読む)
フィルムカット装置
【課題】フィルム一体化成形品を製造において、ロール状フィルムのロスを少なくするとともに、あらゆる幅のロール状フィルムに対応する。
【解決手段】ロール状フィルム60からシート状フィルム14を作製するフィルムカット装置であって、ロール状フィルムの先端部を吸引して吸着保持した状態で移動することにより該先端部を引き出すフィルムチャックユニット64と、引き出されたフィルムの部分を幅方向に切断してシート状フィルムを作製するカッタユニット66と、シート状フィルムを吸引して吸着する吸着面70aを備える吸着テーブル70とを有する。フィルムチャックユニットは、ロール状フィルムの先端部を吸着保持して設定量移動し、切断時には吸着保持状態を維持し、切断によって作製されたシート状フィルムを吸着保持した状態で吸着テーブルに移動し、シート状フィルムがシート吸着テーブルに移動した後、吸引を停止する。
(もっと読む)
プラスチック筐体
【課題】金属製ロゴマークをプラスチック筐体から剥がれにくする。
【解決手段】樹脂に埋め込まれた金属製ロゴマーク20が筐体の表面側で露出しているプラスチック筐体を、前記金属製ロゴマーク20が前記筐体の前記樹脂の表面側に露出する露出部21と、前記露出部の表面より高さが低い上面を有する帯状の梁部22を備え、前記梁部22が前記露出部21を連結し、前記露出部21の周縁と前記梁部22の上面が前記樹脂で覆われ、前記梁部22の上面の該樹脂が前記梁部22の縁22bの樹脂を介して裏面の前記樹脂に連結されて強固に保持されるようにする。
(もっと読む)
積層成形体の製造方法及び硬化皮膜転写フィルム
【課題】硬化皮膜転写フィルムを用いて、耐擦傷性、耐候性に優れた硬化皮膜を、高い生産性のもとに効率的かつ経済的に射出成形体の表面に形成する。
【解決手段】基材フィルム2a上に、硬化皮膜を形成するための活性エネルギー線硬化性組成物により成形された第1転写層2bと、成形体に接して硬化皮膜と成形体との接着層を形成するための第2転写層2cを有する硬化皮膜転写フィルム2の第1転写層2bを、活性エネルギー線照射により半硬化状態とし、この硬化皮膜転写フィルム2を金型内に配設して熱可塑性樹脂3を射出充填し、充填樹脂の熱量により第1転写層2bの硬化反応を行う積層成形体の製造方法。
(もっと読む)
機能性容器成形方法、成形用金型およびこれらを用いて製造した機能性容器
【課題】 接着剤を用いることなく、低コストでスループットが高い機能性容器を製造することができる機能性容器製造方法、成形用金型およびこれらを用いて製造した機能性容器を提供すること。
【解決手段】 所定の機能面21を有する底面部材2に筐体部3を成形するための機能性容器成形方法であって、機能面21と成形用金型5との間に機能面21の機能が損失するのを防止する保護領域9を形成し、成形用金型5と底面部材2との間に形成されたキャビティ8内に溶融樹脂を充填して成形を行う。
(もっと読む)
インモールド転写フィルム
【課題】 UV硬化性ハードコート塗膜を設けた基材を加工する際には、その加工における応力に対して塗膜が追随できず、ひび割れ等が生じていた。
このため、塗膜の加工性を向上させるために、UV硬化型ハードコートの硬化を途中で中断することは、UV硬化が短時間で終了することからみて困難であった。そしてこのような点はインモールド転写による成形においても同じであった。
【解決手段】UV硬化性ハードコート塗膜用塗料として特定の構造を有する樹脂を採用することにより、2段階の硬化を行うことができ、このため、加工性に優れたハードコート用塗料組成物を用いて、インモールド転写箔とすることができた。
(もっと読む)
複合金属多孔体およびその製造方法
【課題】多孔体の有効面積を犠牲にせず、金属多孔体の取り扱い性を向上させる。
【解決手段】三次元網目構造を有する多孔体からなるシート状の金属部11と、この金属部11の面方向に延びる樹脂部12とが一体に形成されるとともに、金属部11がチタンまたはチタン合金により形成されている。
(もっと読む)
インストルメントパネル部材及び成形型
【課題】基材露出面とパッドとの境界部分の見栄えを良くする。
【解決手段】基材3における前端側領域3aの後端縁に、前端側領域3a表面よりも下方に位置する下壁部9と、下壁部9から立ち上がり前端側領域3a表面に連続する縦壁部11とを有する段落ち部7を形成する。パッド5を、その主体をなす一般面部15と、一般面部15の前端縁に一体に連続し、下端側部分19が上記縦壁部11に接すると共に上端側部分21が基材3の前端側領域3a表面よりも上方に突出する端末部17とで構成し、端末部17の下端側部分19と上端側部分21との間に、一般面部15表面よりも下方に位置する棚部23を一体に形成する。
(もっと読む)
保持治具の製造方法
【課題】大多数の小型部品を保持できるにもかかわらず補強部材の平坦性を維持した保持治具の製造方法を提供すること。
【解決手段】支持孔7が形成された補強部材2と、自身に挿入された小型部品を弾発的に保持する保持孔9が形成された弾性部材3とを備え、前記保持孔9が前記支持孔7の内部を通るように前記補強部材2が前記弾性部材3に埋設されて成る保持治具1を成形金型30で製造する製造方法であって、前記成形金型30に形成された陥没部35によって前記弾性部材3よりも肉厚に形成された肉厚部を押進部材41で押進しつつ前記補強部材2と弾性材料との一体成形体を前記成形金型30から離型し、次いで、一体成形体の前記肉厚部を除去することを特徴とする保持治具1の製造方法。
(もっと読む)
粗面化ステンレス鋼板の製造方法、ならびにステンレス鋼板と熱可塑性樹脂組成物の成形体とが接合された複合体およびその製造方法
【課題】ステンレス鋼板の種類や表面仕上げの種類を問わずにオーバーハング部を有するピットを形成することが可能であり、かつステンレス鋼板の耐食性を低下させない粗面化ステンレス鋼板の製造方法を提供すること。
【解決手段】平均粒子径が0.01〜40μmの範囲内の無機化合物粒子を、0.1〜25g/Lの濃度で塩化第二鉄水溶液中に分散させた処理液に、ステンレス鋼板を浸漬して、ステンレス鋼板の表面に複数のピットを形成する。形成されたピットのうち60個数%以上のピットは、ピット開口部の径D2に対するピット内部の最大径D1の比率D1/D2が1.05以上である。
(もっと読む)
ホットメルト工法に於ける基板シール
【課題】 携帯電話等の電子基板等のシール(3)を貼付ける工程を変える事により、シール製作・流通・貼付け工程を無くし、悪意の第三者からシールを剥がす事によるクレーム等を防ぎ、メーカーを守る技術を提供する。
【解決手段】 ホットメルダーを用いて、ホットメルト材で、金型(5)成型を行い、基板等に直接シール(7)を成形し、生産時間・コストの削減、又、PL法対策のできる技術を特徴とします。
(もっと読む)
円環状部分に芯金をインサートした樹脂製品の射出成形用金型及び前記製品の製造方法並びに円環状部分に芯金をインサートした樹脂保持器
【課題】樹脂と芯金とを強固に結合させて芯金による補強効果を高めることができ、所要の精度を確保することができるとともにコストを低減することができる、円環状部分に芯金をインサートした樹脂保持器を提供する。
【解決手段】型板2からキャビティC内へ突出する、周方向に離間して軸方向に延びる2個以上の径方向位置決めピン4及び周方向に離間して軸方向に延びる3個以上の軸方向位置決めピン5を備え、径方向位置決めピン4に係合する係合穴21aが形成された円環状の芯金21を、径方向位置決めピン4を係合穴21aに係合させることにより径方向に位置決めし、キャビティC内へ流入した溶融樹脂Pの圧力を受ける芯金21の軸方向端面21Aに対し、その裏側の軸方向端面21Bに軸方向位置決めピン5を当止することにより軸方向に位置決めする。
(もっと読む)
加飾成形品の製造方法
【課題】優れた高硬度性及び耐スクラッチ性を有する加飾成形品の製造方法、インキ組成物を用いた加飾シート、加飾成形品を提供する。
【解決手段】工程(1)射出成型金型内に基材フィルム11の片面上に少なくとも離型層12と、電離放射線硬化性を有するハードコート層用インキ組成物を塗工してなるハードコート層形成層13とを順に有する加飾シート10を配する工程;工程(2)キャビティ内に溶融樹脂を射出し、冷却・固化して、樹脂成形体と加飾シートとを積層一体化させる射出工程;工程(3)樹脂成形体と加飾シート10とが一体化した成形体を金型から取り出す工程;工程(4)成形体から加飾シート10の基材フィルム11を剥離する工程;及び工程(5)酸素濃度2%以下の雰囲気下で前記成形体上に設けられたハードコート層形成層13を硬化させるハードコート層形成工程、を有する加飾成形品の製造方法である。
(もっと読む)
粗面化溶融Zn−Al−Mg合金めっき鋼板およびその製造方法、ならびに溶融Zn−Al−Mg合金めっき鋼板と熱可塑性樹脂成形体とが接合された複合体およびその製造方法
【課題】溶融Zn−Al−Mg合金めっき鋼板の表面に樹脂を接触させた場合に、良好な密着性を付与することができる粗面化溶融Zn−Al−Mg合金めっき鋼板を提供すること。
【解決手段】Al/Zn/Zn2Mgの三元共晶組織を含むめっき層を有し、かつ前記めっき層の表面において、Al相は5〜45面積%であり、Zn相は50〜80面積%であり、Zn2Mg相は5〜25面積%である溶融Zn−Al−Mg合金めっき鋼板を準備する。この溶融Zn−Al−Mg合金めっき鋼板を酸化性の酸性水溶液に浸漬して、めっき層の表面に平均深さが0.01μm以上で、かつめっき層の膜厚に対する平均深さの割合が80%以下のピットを複数形成する。
(もっと読む)
金属とポリアミド樹脂組成物の複合体及びその製造方法
【課題】金属との接合部分に関してはナイロン610を主体としつつ、樹脂成形品全体としてはナイロン610の使用量を低減させたポリアミド樹脂組成物と金属の複合体を提供する。
【解決手段】金属合金に表面処理を施してNATの3条件を満たすようにする。次いで金属合金を第1の射出成形金型にインサートし、ナイロン610を樹脂分の10〜100質量%含む第1のポリアミド樹脂組成物を射出し、第1の複合体を得る。第1の複合体を第2の射出成形金型にインサートし、ナイロン6、ナイロン66、及びナイロン12から選択される1種以上を樹脂分の90〜100質量%含む第2のポリアミド樹脂組成物を射出し、最終成形品を得る。
(もっと読む)
機能性樹脂成形体の製造方法
【課題】環境負荷の大きなエッチング液を用いることなく密着性に優れる金属膜が形成されたポリプロピレン系樹脂等の熱可塑性樹脂からなる機能性樹脂成形体を提供する。
【解決手段】熱可塑性樹脂からなる多孔質層2を有し、多孔質層のセル20内に機能性材料を分散させた機能性材料分散シート1を作製するシート作製工程と、得られた機能性材料分散シート1を加熱圧縮することにより、セル20の容積を減少させて、多孔質層が薄肉化された圧縮層を有する加工体を作製する加熱圧縮工程とを有する機能性樹脂成形体の製造方法。
(もっと読む)
141 - 160 / 794
[ Back to top ]