
Fターム[4F206AD08]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 形状、構造 (4,599) | シート状 (1,621)
Fターム[4F206AD08]の下位に属するFターム
ラベル、絵付け材 (397)
転写シート (313)
塗膜(←ゲルコート材) (117)
Fターム[4F206AD08]に分類される特許
21 - 40 / 794
射出成形同時加飾金型、射出成形同時加飾装置、及び射出成形同時加飾方法
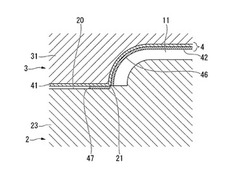
【課題】射出成形時に加飾シートによって文字や図柄などの加飾を行ったとき、その加飾シートの余剰領域の削除も同時に行うことができる射出成形同時加飾金型を提供する。
【解決手段】本発明に係る射出成形同時加飾金型は、金型の内部へ樹脂を射出するのと同時に、情報が記録された加飾シート4の転写層42を金型の内部に射出された樹脂の表面に転写して加飾成形品を生成するものであって、金型の型締め時に転写層42における樹脂の表面に転写すべき転写面46と加飾シート4側に残すべき非転写面47との境界に接触し、転写層42に切り込みを付ける切断エッジ21を備えるものである。
(もっと読む)
積層成形品の成形方法

【課題】積層成形品の表面風合、並びにソフト感を維持することができるようにするとともに、設備の簡素化及び工数の短縮化並びに作業環境の改善ができるようにした積層成形品の成形方法を提供する。
【解決手段】所要形状に成形された樹脂芯材12と該樹脂芯材12の表面に表皮13を貼付してなる積層成形品の成形方法において、成形金型21における上下型23,24のキャビティ26内に熱溶融された樹脂12aを供給し、キャビティ26形状に沿って樹脂芯材12を所要形状に成形する芯材成形工程と、冷却される前の樹脂芯材12を下型24の上に保持して上下型23,24を型開きし、かつ該樹脂芯材12上に、裏面にくもの巣状ホットメルトシートを設けた表皮13を供給して積層する表皮供給工程と、表皮13を樹脂芯材12の外表面に貼り合わせ、かつ冷却させるプレス・冷却工程と、からなる。
(もっと読む)
射出成形方法
【課題】容器に機能付与材を有するシート体をインサート成形した場合であっても、機能付与材の剥がれや、該機能付与材の構成成分が液体等に溶出することを防止することができる射出成形方法を提供する。
【解決手段】シート体16が埋め込まれた成形品を作製する射出成形方法であって、第1金型30のキャビティ面32にシート体16を設置する第1ステップと、第1金型30と成形材料12の注入部36を有する第2金型38とを型閉めしてキャビティ40を形成する第2ステップと、第2金型38の注入部36を通じてキャビティ40内に成形材料12を注入する第3ステップとを有し、シート体16は、成形品10に機能を付与する機能付与材と、ガラス転移点が120℃〜140℃の範囲にある保護材とを少なくとも有し、第1ステップにおいて、保護材が第1金型30のキャビティ面に接するようにシート体16を設置する。
(もっと読む)
加湿および流体加温のための特定の適用による電気ヒーター
【課題】低コスト、製造の容易さ、重量の減少、および効率の向上を図る。
【解決手段】加熱部材72は導電回路を有する第一ポリマーフィルムを含み、導電回路は導電インク、第二ポリマーフィルム、及び/又は抵抗性又は導電性オーバーモールド材料を含み、第一ポリマーフィルムは成型品46の表面に成型され、成型品46は加湿器又は加湿器の構成品となり、インモールド加熱部材41は第一ポリマーフィルム表面に導電回路を設けるステップと、ポリマーフィルムの非プリント面が金型に隣接するよう第一ポリマーフィルムを金型に置くステップと、第一ポリマーフィルムが成型品の少なくとも1つの表面に組み込まれるよう成型樹脂を挿入するステップとを含む。
(もっと読む)
複合構造体及び複合構造体の製造方法
【課題】インサート成形体における樹脂部材が、薄肉部分、立体的形状を有することが可能な複合構造体を提供する。
【解決手段】立体腑形シートからなる第一熱可塑性樹脂成形体と、第一熱可塑性樹脂成形体に積層するように接合された第二熱可塑性樹脂成形体と、第一熱可塑性樹脂成形体と第二熱可塑性樹脂成形体とに挟まれるインサート部材と、を備える複合構造体とする。第一熱可塑性樹脂成形体は、インサート部材が配置される溝部を有することが好ましい。用途によっては、第一熱可塑性樹脂成形体は、発泡構造を有することが好ましい。
(もっと読む)
二色成形品
【課題】二色成形品を過酷な使用条件下で長期間にわたり使用する際や塗装する際に、貼り付けたフィルムの剥離が起こりにくいことを特徴とする二色成形品を提供する。
【解決手段】熱可塑性樹脂よりなるシート状物1にフィルム2を貼り合せ、該シート状物1の周囲面に二色目の熱可塑性樹脂が該フィルム端部を挟持するように形成されていることを特徴とする二色成形品。
(もっと読む)
化成処理溶融Zn−Al−Mg合金めっき鋼板と熱可塑性樹脂組成物の成形体とが接合された複合体およびその製造方法
【課題】溶融Zn−Al−Mg合金めっき鋼板と熱可塑性樹脂組成物の成形体とが接合された複合体であって、めっき鋼板と熱可塑性樹脂組成物の成形体との接合性に優れる複合体を提供すること。
【解決手段】Al/Zn/Zn2Mgの三元共晶組織を含むめっき層を有し、かつ前記めっき層の表面において、Al相は15〜45面積%であり、Zn相は50〜80面積%であり、Zn2Mg相は5〜25面積%である溶融Zn−Al−Mg合金めっき鋼板を準備する。この溶融Zn−Al−Mg合金めっき鋼板のめっき層表面に、有機樹脂を含む膜厚0.5μm以上の化成処理皮膜を形成する。得られた化成処理溶融Zn−Al−Mg合金めっき鋼板を射出成形金型に挿入し、熱可塑性樹脂組成物を射出成形金型内に射出して、複合体を製造する。
(もっと読む)
転写加飾用金型及び転写加飾装置
【課題】被加飾体表面に簡易かつ確実に転写層による加飾を施す。
【解決手段】転写加飾用金型34は、媒体によって転写シート12を被加飾体20に対して押圧することで転写層12aを被加飾体20に転写する転写加飾装置に用いられる型である。型34は、第1型1と、第2型2とを有する。第1型1は、被加飾体20を載置可能な載置部1Aを内面に有する。第2型2は、第1型1と型締めされることで、被加飾体20上に配置された転写シート12との間にキャビティVを形成する。載置部1Aの縁部1dとキャビティVの外側縁部2dとの間には隙間が確保されている。隙間は、隙間V2と、隙間V2よりも載置部1Aの内外方向に長い隙間V3とを有している。
(もっと読む)
インサート成形体及び放熱構造体
【課題】生産性の高い方法で製造することが可能であるとともに、樹脂部材と金属部材との間の密着力が充分であり、且つ樹脂部材と金属部材との間の熱の伝達がスムーズなインサート成形体を提供する。
【解決手段】樹脂部材と金属部材とを備えるインサート成形体であって、上記金属部材は上記樹脂部材との接合面に散在するように形成された2以上の接合孔を有し、上記樹脂部材は上記接合孔に挿入した凸部を有し、少なくとも1つの接合孔の開口部分の面積が、0.44mm2以上19.63mm2以下であり、樹脂部材と金属部材との接合面の外周で囲まれる面の面積をS1とし、上記接合面における上記接合孔の開口の面積の総和をS2としたときに、割合S2/S1が、特定の不等式(I)を満たすようにする。
(もっと読む)
偏光ビームスプリッタを作製する方法
【課題】本開示は、ポリマー偏光ビームスプリッタを作製する方法を提供する。
【解決手段】代表的な方法には、第1の面と第2の面を備えている偏光フィルムを成型型内に担持させること、前記偏光フィルムの第1の面に隣接させてポリマー材を成型型の中に注入すること、第1のポリマー材を固化させて第1のプリズムを形成させること、及び、第2のプリズムを偏光フィルムの第2の面に固定することが含まれている。別の代表的な方法には、偏光ビームスプリッタの構成要素を射出成形すること、及び、第1のポリマー材のガラス転移温度よりも約20℃低い温度を超えない温度まで前記第1の構成要素を熱処理することが含まれている。
(もっと読む)
リードフレーム、成形金型、半導体装置及びパッケージ
【課題】半導体装置のパッケージを成形するにあたり、成形金型のキャビティ内からエアーを外部に確実に送り出し、樹脂の充填不足による成形不良の発生を防止して歩留まりを向上させる。
【解決手段】端子リード13を有するリードフレーム1を成形金型に設置して樹脂成形を行うことにより樹脂成形体が一体となったパッケージ2を成形するにあたり、リードフレーム1に樹脂成形体の周辺部に連結して支持する複数の吊りリード14、14を設け、この吊りリード14、14の表面に複数のベント溝14aを形成し、キャビティ内のエアーをベント溝14aから外部へと送り出す。
(もっと読む)
複合成形体およびその製造方法
【課題】成形品に反りが発生することを抑制して容易に成形品の優れた外観を得ることができ、さらには予備成形体とインサート成形する樹脂との接着性にも優れ、しかも、成形性、生産性にも優れた複合成形体の製造方法およびその方法により製造された複合成形体を提供する。
【解決手段】予め成形した繊維強化樹脂Aを予備成形体として型内に配置し、該型内の前記繊維強化樹脂A周りに溶融した樹脂Bを供給して前記繊維強化樹脂Aをインサート成形するに際し、繊維強化樹脂Aの表面の一部に、樹脂Bと同一樹脂からなる樹脂体を予め接合して樹脂体一体化予備成形体を形成し、該樹脂体一体化予備成形体を型内に配置して、樹脂Bによるインサート成形を行うことを特徴とする複合成形体の製造方法、およびその方法により製造された複合成形体。
(もっと読む)
半導体装置製造方法及び半導体装置
【課題】樹脂が側面の境界から露出部に向けてはみ出ることを十分に防止することができる半導体装置製造方法を提供すること。
【解決手段】本発明による半導体装置製造方法は、押圧方向Fを有する金型2、3を用いて露出部4aを含む金属板4の露出部以外を樹脂により封止する成型工程と、金属板4の押圧方向Fに平行な側面4aaにおける露出部4aと露出部以外との境界4Lを樹脂止め部材5により変形して凹部4bを形成する変形工程とを含むとともに、変形工程と成型工程を同時に行うことを特徴とする。
(もっと読む)
一体成形体の製造方法及び一体成形体
【課題】結晶性熱可塑性樹脂と添加剤とを含む溶融樹脂組成物から構成される成形体の表面に、添加剤を含有しない結晶性熱可塑性樹脂から構成される結晶性樹脂層を、充分に密着させることができ、且つ、結晶性熱可塑性樹脂から構成される結晶性樹脂層のもととなる立体シートを、真空成形法で成形する技術を提供する。
【解決手段】結晶化度が20%以下のPPS樹脂(ポリフェニレンサルファイド樹脂)から構成される立体シートを、射出成形用金型内に配置し、PPS樹脂の溶融温度以上の溶融樹脂組成物を前記射出成形用金型内に射出し、一体成形体を製造する。
(もっと読む)
筺体の製造方法
【課題】ボスやリブ等の補助部材を備え、肉薄で軽量な筺体を比較的容易に製造できる筺体の製造方法を提供する。
【解決手段】シート11の表面に接着剤12を塗布する。その後、例えば真空圧空成形機等によりシート11を基材14の表面に密着させて、接着剤12を基材14の表面に転写する。次いで、射出成形機により基材14の接着剤12が付着した部分に熱可塑性樹脂を射出して、補助部材を形成する。
(もっと読む)
射出成形機
【課題】フィルムを所定の位置に位置決めができ、フィルムの表面に傷がつくのを防止することができる射出成形機を提供する。
【解決手段】射出成形機1は、凸状の加工面111を有する凸金型11と、凹状の加工面121を有する凹金型21とを有し、前記凸状の加工面111にフィルムFを負圧吸引手段51により仮保持し、前記凸金型11と前記凹金型21とを型締めしてキャビティを形成し、前記フィルムFを前記凹状の加工面121に当接させた当接状態で溶融樹脂を供給して成形品を成形する射出成形機1において、前記フィルムFを前記凸状の加工面111の所定の位置に配置する位置決め手段41を有することを特徴とする。
(もっと読む)
曲面加工成形品の製造方法、曲面加工成形品の製造装置及び天然木柔軟シート
【課題】天然木突板を射出成形により曲面形状に加工して得られる曲面加工成形品において、表面に生じる裂けや割れを低減することができる曲面加工成形品の製造方法を提供する。
【解決手段】天然木突板11を射出成形により曲面形状に加工して得られる成形品である曲面加工成形品の製造方法であって、天然木突板11に1種類のみの合成樹脂14を含浸させて天然木柔軟シート10を生成する天然木柔軟シート生成工程(S102)と、生成された天然木柔軟シート10を射出成形により曲面形状に加工して曲面加工成形品40を製造する射出工程(S104)とを含む。
(もっと読む)
高意匠性インモールド転写フィルムおよび高意匠性インモールド成型品
【課題】ホログラムや光輝性パターンの図柄を任意の部分に設けた、高意匠性インモールド転写フィルム、およびそれを用いた高意匠性インモールド成型品を提供する。
【解決手段】ホログラム転写フィルムや光輝性パターンの転写フィルムから、サーマルヘッドで印字して、ホログラムや光輝性パターンの図柄をインモールド転写フィルム上に形成することにより高意匠性インモールド転写フィルムをオンデマンドで製造する。カラーの図柄22はレジンタイプの溶融転写フィルムから、サーマルヘッドで印字して形成する。インモールド転写フィルム35上に形成されるホログラムや光輝性パターンの図柄21は高精細であり、100μm以下の細線や、75lpiの線数の網点画像を形成する。該高意匠性インモールド転写フィルム35を使用してインモールド成型することにより、高意匠性インモールド成型品を得る。
(もっと読む)
加飾シート及び加飾樹脂成形品
【課題】光源の点灯時と消灯時とで異なる意匠を発現する多様な意匠感を有する加飾シート、及びそれを用いてなる加飾樹脂成形品を提供すること。
【解決手段】基材シート層、第一絵柄層及び第二絵柄層を少なくとも有し、該第一絵柄層が該第二絵柄層より観察者側に配置される加飾シートであって、該第一絵柄層の絵柄が該第二絵柄層の絵柄の少なくとも一部と重なっており、所定の消灯時色差(ΔE1)が1以下であり、かつ所定の点灯時色差(ΔE2)が該消灯時色差(ΔE1)よりも大きいことを特徴とする加飾シート、及びそれを用いてなる加飾樹脂成形品である。
(もっと読む)
射出成形機
【課題】樹脂部品がインサート成形されるフープ材の何れの箇所に異常があるのかを容易に把握できるようにする。
【解決手段】金型間で挟み込まれた状態で型閉された金型内に溶融樹脂を充填することで樹脂部品がインサート成形される長尺状のフープ材4と、インサート成形する際の所定条件が該所定条件から外れたことを異常として検出する成形条件検出センサ31と、成形条件検出センサ31で異常が検出された時に樹脂部品35がインサート成形されたフープ材4の位置を検出するフープ材動作距離検出センサ32とを備える。前記所定条件から外れたとき、それに基づき成形条件検出センサ31が異常が発生したとして検出を行ない、フープ材動作距離検出センサ32は、異常が発生した時に樹脂部品35がインサート成形されたフープ材4の位置の検出を行なう。
(もっと読む)
21 - 40 / 794
[ Back to top ]