
Fターム[4F206AG08]の内容
プラスチック等の射出成形 (77,100) | 一般形状、構造物品(用途物品優先) (4,719) | 管状体(←配管パイプ) (183)
Fターム[4F206AG08]の下位に属するFターム
異形管(←非円形断面) (11)
波形管(←ひだ付き管) (11)
有節管 (1)
曲り管 (19)
Fターム[4F206AG08]に分類される特許
41 - 60 / 141
糸層形成装置、糸層形成方法と繊維強化部材の製造方法
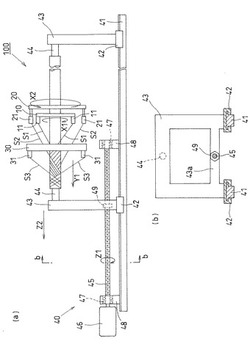
【課題】繊維強化部材を構成する繊維糸にうねりを生じさせることなく、しかも、多様な線形でかつ多様な断面形状のマンドレルに対して、該マンドレル周面に形成された繊維糸の配列姿勢の崩れを防止しながら繊維糸の層を形成することのできる糸層形成装置と糸層形成方法、繊維強化部材の製造方法を提供する。
【解決手段】糸層形成装置100は、ブレーダー糸S3を供給する環状のブレーダー30と、第1の糸S1を供給する環状の第1の供給手段10と、第2の糸S2を供給する環状の第2の供給手段20と、マンドレルMを移動させる移動手段40と、を具備し、少なくとも第1の供給手段および第2の供給手段のいずれか一方が回転自在となっており、マンドレルMの周面に、少なくとも、第1、第2の回転手段によるそれぞれの糸配列層と、ブレーダーによる織物層と、からなる糸層の積層構造を形成するものである。
(もっと読む)
ステレオコンプレックス核形成剤を用いた医療機器の破壊靭性向上

破壊靭性を向上させたステント等のポリマー製埋込型機器をPLLA/PDLAブレンドから作製する方法を開示している。ブレンドを溶融加工して、結晶成長のための核形成部位であるステレオコンプレックス結晶子を形成できるようにする。溶融加工したブレンドからポリマー構造物を形成し、ポリマー構造物から機器を形成する。ステレオコンプレックス結晶子は、核形成密度の増大及び結晶サイズの縮小をもたらし、それによって、形成された機器の破壊靭性が増大される。 (もっと読む)
キャスティング装置
本発明は、中空のキャスティング物品を製造するキャスティング装置(10)であって、キャビティ(14)と、該キャビティ(14)内に流動性のキャスティング材料(18)を充填する充填装置(16)と、押し退け装置(32)とが設けられていて、該押し退け装置(32)は、プロジェクティル(34)を運動方向(B)において運動させて、キャビティ(14)内に充填されたキャスティング材料(18)内に押し入れるために、構成されており、キャビティ(14)が物品区分(20)とプロジェクティル区分(22)とを有していて、物品区分(20)が、生ぜしめられるキャスティング物品(66)に配属されていて、物品区分(20)内にキャスティング物品(66)が形成されるようになっており、プロジェクティル区分(22)がプロジェクティル(34)に配属されていて、プロジェクティル区分(22)内においてプロジェクティル(34)が形成されるようになっている形式のものに関する。このような形式のキャスティング装置において、本発明の構成では、物品区分(20)が運動方向(B)においてプロジェクティル区分(22)に続いている。  (もっと読む)
(もっと読む)
積層プリフォームの成形方法
【課題】 本発明は、2軸延伸ブローによる積層壜体における層間剥離の問題を抑制することを課題とするものであり、層間剥離が効果的に抑制された合成樹脂製積層壜体、さらにはこのような積層壜体の成形に用いられる積層プリフォームの成形方法を提供することを目的とする。
【解決手段】 複数の溶融樹脂を積層する多重ノズル部において、主材樹脂を所定時間、所定の圧力若しくは速度で基体層を形成する円環状の流路に供給すると共に、この所定時間範囲内の一定時間、中間層樹脂を、中間層を形成する円環状の流路に断続的に供給することにより、中心軸方向に複数、並列状に、基体層が連結した周帯状連結部を形成し、また、中間層を形成する流路で中間層樹脂を周方向に分断することにより周方向に複数、並列状に縦帯状連結部を形成し、これら周帯状連結部と縦帯状連結部により中間層が縦横に分断された積層構造を有する積層プリフォームを成形する。
(もっと読む)
管継ぎ手およびその製造方法
【課題】 吸水膨張性不織布を内周面に一体に備える管継手をインサート成形により製造する際に、射出成形型の中子に吸水膨張性不織布を捲回設置する工程を効率的に行えるようにするとともに、管継手の成形不良の発生を防止できる製造方法を提供する。
【解決手段】 円筒状とした吸水膨張性不織布71を、軸方向中央部の所定領域Aにわたって熱プレス加工し、軸方向端部の領域Bの径が軸方向中央部の領域Aの径よりも大きくなるように予備成形する第1工程、射出成形型の中子に予備成形した吸水膨張性不織布72を設置する第2工程、中子と、分割可能なキャビティ型によって、管継ぎ手本体部を形成するキャビティを形成する第3工程、キャビティに樹脂を射出する第4工程によって管継手1を製造し、予備成形した不織布の軸方向端部領域の径が中子の径よりも大きくされるとともに、軸方向中央部領域の径が中子の径よりも小さいか等しくして製造する。
(もっと読む)
管継ぎ手の製造方法
【課題】 吸水膨張性不織布を使用した管継手をインサート成形により製造する際に、中子に捲回した吸水膨張性不織布がバリになって管継手外周面に露出するという成形不良の発生を防止する。
【解決手段】 吸水膨張性不織布を管継ぎ手本体部の内周面に備え、管継手本体部の外周に管継手軸方向に延在するリブを有する合成樹脂製管継ぎ手の製造方法において、射出成形型の中子に吸水膨張性不織布を捲回設置する第1工程、中子と、分割可能なキャビティ型によって、管継ぎ手本体部を形成する本体形成部と、リブを形成するリブ形成部とからなるキャビティを形成する第2工程、キャビティに樹脂を射出する第3工程により管継手を製造するとともに、キャビティ金型の分割面に隣接するようにリブ形成部を設けておく。
(もっと読む)
バリア性を有するスパウト
【課題】 バリア性を有するスパウトのバリアフィルムを巻装したバリア筒の筒状体の外面側面のテーパーを無くして、インサート成型工程で、バリア筒の金型への設置を容易にし、かつバリアフィルムをラベルとしても使用した時にラベルの形状をテーパーを考慮することなく制作できること
【解決手段】 キャップ部と口部と口部の下方に連設する接着部とからなるスパウトと、接着部に固着する袋容器とからなるスパウト付き袋容器のスパウトにおいて、前記口部の内径と略等しい筒状体の外面筒状面のテーパーを0°とし、内面筒状面に抜きテーパーを設け、スパウトの一体成型時に樹脂の流動する方向の上流方向の端部に下フランジを設けた筒状体で、該筒状体にバリアフィルムを巻装してバリア筒とし、該バリア筒を一体成形により成形したバリア性を有するスパウトである。
(もっと読む)
熱可塑性樹脂組成物及び鏡筒用射出成形体
【課題】弾性率、機械的強度及び流動性に優れた熱可塑性樹脂組成物、並びに真円度、外観、剛性、機械的強度及びウエルド強度に優れた円筒形状の射出成形体を提供すること。
【解決手段】(A)熱可塑性樹脂50〜90質量%、(B)平均繊維長2〜8mm、繊維断面のアスペクト比(長径/短径)1〜2及び前記短径8〜17μmのガラス繊維(繊維B)5〜40質量%、及び(C)平均繊維長2〜8mm、繊維断面のアスペクト比(長径/短径)3〜6及び前記短径5〜10μmのガラス繊維(繊維C)5〜40質量%、を溶融混練することにより、得られるペレット中の繊維Bの平均繊維長を0.16〜0.40mmに、且つ繊維Cの平均繊維長を0.20〜0.45mmに制御した熱可塑性樹脂組成物。
(もっと読む)
投射物挿入(PIT)による流し込み成形法のためのキャリブレータ
中空の流し込み成形品(24)を製造するための流し込み成形装置であって、キャビティ(14)と、流動性の流し込み材料(16)をキャビティ(14)内に充填するための充填装置(18)と、押し退け装置(22,30)とを有しており、該押し退け装置(22,30)は、キャビティ(14)内に充填された流し込み材料(16)の一部を圧力下にある流体によって押し退けるように構成されたノズル装置(22)を有している形式のものにおいて、圧力下にある流体を吐出する前記ノズル装置(22)が、キャビティ(14)内に侵入移動可能、かつキャビティ(14)から抜き出し移動可能である。  (もっと読む)
(もっと読む)
給水湯用の継手
【課題】 強度を容易に保つことができる、給水湯用の継手を提供する。
【解決手段】 継手2は、主管接続口201を有する主筒部2bと、その主筒部2bから側方に延出された枝管接続口202を有する複数の枝筒部2cとを備える。この継手2は、二重成形による合成樹脂成形品であって、筒形状の継手本体3と、その継手本体3の外側をインサート成形により覆う筒形状の外層体4とからなる。そして、継手本体3と外層体4とは、成形によるウェルドラインが生じやすい箇所が互いに異なるように、成形におけるゲート位置3a、4aが互いにずれている。
(もっと読む)
ガラスランの製造方法
【課題】中子の安定性を高め、ひいては適正形状の型成形部を成形することのできるガラスランの製造方法を提供する。
【解決手段】ガラスランは押出成形部2,3と型成形部とからなり、断面略コ字状の本体部と一対のシールリップとを有している。型成形部を形成するための金型装置5は、本体部及びシールリップの内周面を画定するための中子18と、本体部及びシールリップの外周面を画定するための複数の型とからなる。そして、中子18の両端にそれぞれ押出成形部2,3の端部を嵌め込んだ状態で、キャビティ19内に型成形材料を充填することで型成形部が成形される。中子18のうち各押出成形部2,3が嵌め込まれる各部分には、それぞれ当該中子18を保持するための保持板21が設けられ、キャビティ19内においては、中子18を支持するサポートピン25が突出形成されている。
(もっと読む)
カメラモジュール用液晶ポリエステル樹脂組成物
【課題】耐熱性、剛性、強度、成形性と、表面脱落物特性とのバランスに優れた表面実装(SMT)可能なカメラモジュール用樹脂組成物の提供。
【解決手段】液晶ポリエステル100質量部に対し、数平均粒径10〜50μmのタルク15〜60質量部、数平均繊維長が100〜200μmのガラス繊維25〜50質量部、カーボンブラック2〜10質量部とからなり、せん断速度100sec−1、370℃で測定される溶融粘度が10〜100Pa・S、荷重たわみ温度が220℃以上の範囲にある液晶ポリエステル樹脂組成物を用いる。
(もっと読む)
排水枡及びその製造方法
【課題】 胴部の外径を開口部の外径よりも小さくして軽量化を図った3層構造の排水枡およびその製造方法を提供する。
【解決手段】 排水枡1は、肉厚方向に3層以上の別種材料からなる硬質塩化ビニル製であって、胴部3と、胴部3の側壁3bの上方に接続された開口部5と、胴部3の側壁3bの下部から側方に突き出す、筒状の出側排水管取付部7と、筒状の入側排水管取付部9とを備える。入側排水管取付部9は、出側排水管取付部7より上方の胴部側壁3bから、出側排水管取付部7と直交する方向に突き出している。胴部3の外径は、開口部5の外径よりも小さい。また、出側排水管取付部7の肉厚T出と、入側排水管取付部9と胴部側壁3bとの接続部9Xの肉厚T入との比は、T出:T入=1:1〜1:3である。
(もっと読む)
鱗片材、成形材、成形方法及び鱗片材塗布方法
【課題】鱗片材4bを混合することによる層状の固まりから生じるチューブの空隙(巣)
及び空気漏れの通路を防止することのできる鱗片材、成形材、成形方法及び鱗片材塗布方
法を提供する。
【解決手段】
所定の熱又は圧力又は溶解液の破損処理で破損して内容物を放出する被覆部材4aで被覆
して成ることを特徴とする鱗片材4bを提供する。鱗片材4bを被覆部材4aで被覆する
ことで鱗片材4bが互いに被着し合うことを防ぐことにより、鱗片材4bが互いに被着す
ることで生じる空隙の発生を減少させ、鱗片材4bを分布させる。
(もっと読む)
成形用金型及びそれを用いた成形体の製造方法
【課題】一端部が閉塞した中空筒状の成形体を成形する成形用金型において、2段階で成形を行うことなく、片持ち梁状のコアの自由端部近傍の撓みを防止できるため、成形体の一端部近傍の偏肉を防止することができる成形用金型、及び該成形用金型を用いた成形体の製造方法を提供すること。
【解決手段】一端部が閉塞した中空筒状の成形体を成形する成形用金型1であって、キャビティ2、コア3を備えており、コア3は、キャビティ2のキャビティ面の内側に片持ち梁状に配設されており、これにより、キャビティ2のキャビティ面とコア3の外面との間に、中空筒状の前記成形体を形成し得るキャビティ空間Qが形成されており、キャビティ2には、片持ち梁状のコア3の自由端部32近傍を、保持し得るコア先端保持機構6が設けられている。
(もっと読む)
長尺部材の内面にライニングするための装置および方法
長尺部材の内面にライニングするための装置であって、外側バレルおよび内側モールドヘッドと、外側バレルと内側モールド部との間で規定されている環状のモールドキャビティと、モールドキャビティに設定材料を提供するための手段とを含み、長尺部材がキャビティを通過すると設定材料がモールドキャビティに射出され、長尺部材の内面にライニングする装置。
 (もっと読む)
(もっと読む)
筒部材および筒部材成形方法および金型
【課題】インテグラルヒンジ部付近が径方向内側に没入しにくい筒部材、および筒部材成形方法、および筒部材の成形に用いる金型を提供することを課題とする。
【解決手段】筒部材成形方法は、インテグラルヒンジ部40と、インテグラルヒンジ部40を介して周方向に連結される複数の分割体41f、41rと、を一体的に備え、インテグラルヒンジ部40を湾曲させることにより全体として筒状態になるエラストマー製の筒部材4を、インテグラルヒンジ部40を湾曲させない展開状態で成形する筒部材成形方法であって、インテグラルヒンジ部40を成形するヒンジ成形部230と、複数の分割体41f、41rを成形する複数の分割体成形部231f、231rと、を備えるキャビティ23の、少なくともヒンジ成形部40に、軸方向一端から軸方向他端に向かう方向に、溶融原料を流動させることを特徴とする。
(もっと読む)
コレット機構およびカニューレを注射筒に成形する方法
注射器の成形中にカニューレを保持するコレット機構は、内部キャビティを形成する第1及び第2のアームを備えている。各アームは、近位端部と遠位端部とを有している。前記第1及び第2アームは、前記遠位端部が前記内部キャビティに向かって動くときには閉位置にあり、前記遠位端部が前記内部キャビティから離れて位置するときには開位置にある。前記第1及び第2のアームの遠位端部にそれぞれ近接して第1及び第2のカニューレガイドが取り付けられ、前記内部キャビティ内へ伸長している。前記第1及び第2のカニューレガイドは、前記第1及び第2のアームが閉位置にあるときには前記カニューレの一部分をクランプして当該カニューレを保持する。  (もっと読む)
(もっと読む)
二層中空成形品の成形方法
【課題】部分的に可とう性や透明性を有する曲管パイプを射出成形にて得る。
【解決手段】第一の金型のキャビティ1内に、第一の溶融樹脂を射出した後、加圧ポート3から加圧流体を圧入して、フローティングコア2を排出口4側に移動させると共に該排出口4から捨てキャビティ5に第一の溶融樹脂を押し出させ、次いで第一の溶融樹脂を固化させて中空体を成形する第一の成形工程と、前記中空体を切断する工程と、第二の金型のキャビティ1内に部分的にインサートされた前記切断された中空体7の中空部6に、前記第一の溶融樹脂とは異なる第二の溶融樹脂を射出した後、加圧ポート3から加圧流体を圧入して、フローティングコア2’を排出口4側に移動させると共に該排出口4から捨てキャビティ5に第二の溶融樹脂を押し出させる第二の成形工程と、を有する二層中空成形品の成形方法。
(もっと読む)
二層中空成形品の成形方法
【課題】内層と外層の2層の肉厚が均一な曲管パイプを射出成形にて得る。
【解決手段】第一の金型のキャビティ1内に、第一の溶融樹脂を射出した後、加圧ポート3から加圧流体を圧入して、フローティングコア2を排出口4側に移動させると共に該排出口4から捨てキャビティ5に第一の溶融樹脂を押し出させ、次いで第一の溶融樹脂を固化させて中空体を成形する第一の成形工程と、第二の金型のキャビティ1内にインサートされた前記中空体7の中空部6に、前記第一の溶融樹脂とは異なる第二の溶融樹脂を射出した後、加圧ポート3から加圧流体を圧入して、フローティングコア2’を排出口4側に移動させると共に該排出口4から捨てキャビティ5に第二の溶融樹脂を押し出させる第二の成形工程と、を有する二層中空成形品の成形方法。
(もっと読む)
41 - 60 / 141
[ Back to top ]