
Fターム[4F206AM36]の内容
プラスチック等の射出成形 (77,100) | 成形装置、成形操作のその他の特徴 (2,679) | 特有の成形不良の防止技術 (1,432) | ウエルドライン防止、スパイダーマーク防止(←ゲート跡、フローマーク) (222)
Fターム[4F206AM36]に分類される特許
121 - 140 / 222
ねじ装置用シールの製造方法とねじ装置用シール及びねじ装置
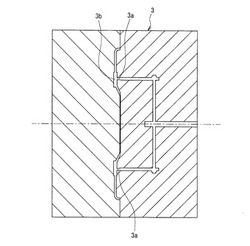
【課題】熱可塑性エラストマからなるシールリップを射出成形するときにウェルドラインの発生する部分の強度が弱くなることを抑制することのできるねじ装置用シールの製造方法を提供する。
【解決手段】シールリップを射出成形するときに用いる金型として、シールリップの先端までの最短距離が一定で且つ周方向に等角度で配列された多数のゲート3aを有する金型3を用いてねじ装置用シールを製造する。
(もっと読む)
棒状成形体の製造方法

【課題】 製品強度にすぐれた二色棒状成形体の製造が可能であって、ジェッティングが製品の欠陥とならない箸などの棒状成形体の製造方法を提供すること。
【解決手段】 樹脂製棒状成形体を成形するのに、予め長手方向に所定の太さを有する部分(A)と、所定の太さより断面積を減じた太さを有する部分(B)とからなる予備成形体を成形し、得られた予備成形体の該部分(B)を所定の太さとなるように後成形することを特徴とする樹脂製棒状成形体の製造方法。
(もっと読む)
ウェルド部の外観に優れたポリカーボネート樹脂組成物及びそれからなる成形品。
【構成】ポリカーボネート樹脂(A)100重量部、メタリック顔料(B)0.01〜5重量部、およびマイカ(金属被覆マイカおよびパールマイカを除く)(C)0.3〜25重量部、さらに所望によっては特定の流動性向上剤(D)からなる、ウェルド部の外観に優れたポリカーボネート樹脂組成物およびそれからなる成形品。
【効果】本発明のポリカーボネート樹脂組成物は、ポリカーボネート樹脂が本来有する優れた衝撃強度、耐熱性、熱安定性等性能を維持したまま、ウェルド部において外観ムラの少ないメタリック感を有する成形品を得ることができ、さらに高い流動性をも具備することができるため、その工業的利用価値は極めて高い。
(もっと読む)
プロピレン系樹脂組成物からなる自動車部品
【課題】フローマーク、ウェルドライン等の成形外観不良が少なく、かつ剛性と耐衝撃性が良好な、ポリプロピレン樹脂組成物からなる自動車部品を提供する。
【解決手段】メタロセン化合物含有触媒下で重合されたプロピレン系樹脂(A)とチーグラーナッタ触媒下で重合されたプロピレン系樹脂(B)からなるプロピレン系樹脂(C)40〜97重量部と、エラストマー(D)0〜40重量部、無機充填剤(E)3〜40重量部とを含有してなり下記(i)〜(iii)を満たすことを特徴とするプロピレン系樹脂組成物からなる自動車部品。(i)DSCで測定したプロピレン系樹脂由来の融点(Tm)が157℃以上である。(ii)室温n-デカンに不溶な部分の重量平均分子量(Mw)と数平均分子量(Mn)の比Mw/Mnが2.5〜4.0である。(iii)メルトフローレートが10〜200g/10分の範囲にある。
(もっと読む)
多点ゲート射出成形機におけるノズルゲート開閉タイミング調整機構及び多点ゲート射出成形方法
【目的】オープンノズル方式のノズル構成を有する多点ゲート射出成形機に適用可能なノズルゲート開閉タイミング調整機構及び多点ゲート射出成形方法を提供する。
【構成】樹脂を射出するオープンノズル方式のノズルゲートを複数備えた多点ゲート射出成形機の各ノズルゲートの開閉タイミングの調整機構において、
前記各ノズルゲートと対向する側の射出成形金型の部位の一部又は全部に、前記ノズルゲート側に向けて進退動作するノズルゲート開閉構成のタイミングピンを備えており、
該タイミングピンが、前記対向側位置から前記ノズルゲートに向かって進出動作して前記ノズルゲートを閉塞すること、並びに、前記ノズルゲートから退避動作して前記ノズルゲートを開放すること、とによって前記ノズルゲートの開閉が可能であり、
複数のタイミングピンの進退動作の制御により前記複数のノズルゲートの開閉タイミングを調整する構成である。
(もっと読む)
要素の壁厚の構成方法
要素の壁厚を設計する方法
本発明は、恒久的に静的及び/又は動的負荷にさらされる要素の壁厚を設計する方法であって、要素は繊維強化ポリマー材料から成る。第1の工程において、繊維強化プラスチックにおいて繊維の勾配、及び要素における溶接線の位置を第1のシミュレーションによる計算で算出する。要素の強度の利用度を第2のシミュレーションによる計算で算出する。要素の壁厚を第2のシミュレーションの結果に当てはめ、壁厚の変化があった場合に前の工程を繰り返す。また、本発明は、本発明にかかる方法により設計された壁厚を有する繊維強化ポリマー材料の要素に関する。
(もっと読む)
熱可塑性樹脂成形体の製造方法
【課題】光沢ムラを生じさせにくい熱可塑性樹脂成形体を提供する。
【解決手段】金型のキャビティを形成するキャビティ面付近を加熱手段61により加熱する加熱工程と、前記キャビティ内に溶融状態の熱可塑性樹脂を供給する供給工程と、供給された前記熱可塑性樹脂を冷却する一次冷却工程と、この一次冷却工程における冷却速度よりも速い冷却速度で前記熱可塑性樹脂を冷却する二次冷却工程と、製造された成形体を前記キャビティ内から取出す取出工程と、を備える。
(もっと読む)
樹脂ケースの製造方法及び電子制御装置
【課題】孔、凹部、及びインサート部材を有する樹脂ケースを製造する場合に、樹脂内部にウエルドの残留がなく樹脂強度を確保しうるようにする。
【解決手段】
孔3やインサート部材4を有する樹脂ケースを、金型を用いて成形する場合に、まず、金型に溶融樹脂を充填する。また、前記孔3を形成するためのピン30とインサート部材4を、前記金型に樹脂注入後、金型内の樹脂充填の完了直前に、金型内の溶融樹脂2a中に押し込む。
(もっと読む)
サイドゲート式の射出成形金型およびそれを用いた成形部品の作製方法
【課題】光輝材を添加した樹脂材料製の成形部品に発生するウエルドラインの発生を防止して外観不良を改善するためのサイドゲート式の射出成形金型を提供する。
【解決手段】成形のための空間である製品部7と、製品部7に材料を射出するためのサイドゲート8とを備え、製品部7およびサイドゲート8の当接部9でサイドゲート8を略四角形状の横断面となるように形成しているサイドゲート式の射出成形金型において、サイドゲート8の当接部9で形成される横断面の角部9eのうち少なくとも1つを湾曲形状に形成し、光輝材を添加した樹脂材料をサイドゲート8から製品部7に射出して成形部品1を作製するように構成されていることを特徴とするサイドゲート式の射出成形金型。
(もっと読む)
射出インサート成形品
【課題】 簡単な構成で、外面にウエルドラインやフローマークが露出しない、立体感に富んだ射出インサート成形品を提供する。
【解決手段】 ブロー成形により形成した外形部1と、該外形部1がセットされた射出成形金型2内に溶融合成樹脂を射出して外形部と射出樹脂よりなる芯材部3とを一体化して射出インサート成形品4が形成してある。
(もっと読む)
樹脂モールド軸材とその製造方法、及び、トルク検出装置
【課題】気温などの温度の変化により発生する樹脂成形体の破損が抑制されうる樹脂モールド軸材を提供する。
【解決手段】本発明の樹脂モールド軸材は、軸本体1の外周面が樹脂成形体7で覆われている樹脂モールド軸材であり、樹脂成形体7の軸本体1に対する滑り止めを行うための滑り止め加工部2と、その滑り止めを行わない平滑部4とが、軸本体1の外周面に対して円周方向に交互に形成され、平滑部4が、樹脂成形体7のウェルド部5と対応する周方向位置に配置されている。
(もっと読む)
射出成形システム、コンピュータプログラム、射出成形方法、射出成形機
【課題】加熱媒体による熱供給に対して金型の温度上昇に遅れがあっても、金型の温度コントロールを正確に行うことが可能な射出成形システム、コンピュータプログラム、射出成形方法、射出成形機を提供することを目的とする。
【解決手段】射出成形サイクル中、樹脂の射出開始後、固定側金型、可動側金型の温度が、予め定められた温度領域の上限TUと下限TLとの間に維持されるよう、温度制御を行うようにした。固定側金型、可動側金型の温度コントロールは、加熱媒体の供給のON・OFFのみによって行い、冷却媒体による冷却等を行わないようにした。また、樹脂を冷却させる過程においては、冷却媒体の供給停止、加熱媒体の供給および停止により、固定側金型、可動側金型の温度が樹脂のアニーリングに有効な温度領域の上限TUaと下限TLaとの間に維持されるよう、温度制御を行うようにした。
(もっと読む)
合成樹脂成形品の製造方法及び製造装置
【課題】簡単な構造でウェルドラインが生じない良好な成形品を成形する。
【解決手段】互いに対向する第1型51及び第2型31を有する金型内のキャビティCVに合成樹脂Pを充填して、凹部を有する合成樹脂成形品を製造する。キャビティ内の凹部形成領域を溶融した合成樹脂が通過した後に、第1型から凹部形成領域に第1ピン部材60を突き出す工程と、第2型の凹部形成領域と対向する位置に、第1型及び第2型の対向方向に移動自在に設けた第2ピン部材40を第1ピン部材の突き出しと同期して、凹部形成領域に対して後退させる工程と、成形した合成樹脂成形品を第2型から離型させた後に、第2ピン部材を凹部形成領域に対して前進させる工程とを有する。
(もっと読む)
射出成形機
【課題】消費電力を抑え、省エネルギー化を図ることのできる射出成形機を提供することを目的とする。
【解決手段】低温水一次ポンプ26A、低温水二次ポンプ26B、高温水ポンプ28のポンプ回転数を、射出成形の一連の工程中、低温水、高温水の供給タイミングや、金型に与えるべき温度勾配に応じて制御することで、消費電力を抑える。また、固定ダイプレート2近傍の高温のエアをクリーンエア供給ユニットに循環させ、クリーンブースチャンバー内に送り込むようにすることで、クリーンブースチャンバー内の温度を高め、固定ダイプレート2から流出する熱エネルギーを有効利用して、金型の温度を調整する金型本体温調装置90における消費電力を抑える。
(もっと読む)
ポリカーボネート成形組成物
本発明は、A)ポリカーボネート、ポリエステルカーボネート、またはそれらの混合物、成分AとBとの合計に対して、10〜100重量部、好ましくは80〜100重量部、特に好ましくは85〜100重量部、特に100重量部;B)エマルジョン重合法によって製造されるグラフトポリマー、バルク重合法によって製造されるグラフトポリマー、ゴムフリーのビニルホモポリマー、およびゴムフリーのビニルコポリマーを包含する群の少なくとも一つから選択されるポリマー、成分AとBとの合計に対して、0〜90重量部、好ましくは0〜20重量部、特に好ましくは0〜15重量部、特に0重量部;C)タルク、好ましくはAl2O3含量1.0wt.%未満のタルク、特に平均粒径d50 2μm未満のタルク、全組成物に対して、7〜30wt.%、好ましくは7〜22wt.%、特に好ましくは7〜15wt.%、最も特に好ましくは7〜12wt.%;D)ブレンステッド酸、全組成物に対して、0.01〜1wt.%、好ましくは0.01〜0.5wt.%、特に好ましくは0.02〜0.4wt.%;E)少なくとも一種類のポリマー添加剤、0〜20wt.%、好ましくは0〜5wt.%、特に好ましくは0.2〜4wt.%、を含むタルク強化ポリカーボネート組成物であって;芳香族または部分的に芳香族のポリエステルを含まず;全組成物中の成分AとBとのwt.%の合計が100wt.%から成分CとDとEとのwt.%の合計を差し引いた差で計算され;かつ全体の組成が全ての成分A+B+C+D+Eのwt.%の合計が100wt.%であると理解される、タルク強化ポリカーボネート組成物に関する。既知の先行技術と比較すると、本発明によるタルク強化ポリカーボネート組成物は、改良された延性、耐熱変形性並びに配合および加工(成形)中の熱安定性を有する。本発明は、更に、成形物品および二成分構造部品の製造へのこの組成物の使用にも関する。 (もっと読む)
固定子のモールド成形装置、及び成形方法
【課題】供給流量増加した場合にも流速の上昇を抑制可能な固定子のモールド成形装置、及びその成型方法の提供。
【解決手段】固定子コア13の外周部を挟む可動型22及び固定型21を備え、可動型22及び固定型21とで固定子コア13を挟んで形成するキャビティ26にモールド樹脂を充填することで、固定子コア13の端面から突出するコイルエンド部を樹脂モールドする固定子10のモールド成形装置において、モールド樹脂の通過する最小流路幅L2部分を、可動型22と固定型21が構成する隙間であって、可動型22の可動方向に交差する導入路27に配置する。
(もっと読む)
樹脂発泡成形体の製造装置及び樹脂発泡成形体の製造方法
【課題】樹脂発泡成形体におけるウェルドラインの発生を防止する。
【解決手段】固定金型12と可動金型14との間に形成されるキャビティ16内に発泡剤が添加されている溶融樹脂30を射出して充填した後に、可動金型14を固定金型12から所定の距離だけ離間させて、溶融樹脂30をキャビティ16内で発泡させて成形する樹脂発泡成形体の製造装置10であって、固定金型12の型面13には、溶融樹脂30をキャビティ16内に射出するための射出口となる2つのゲート18a、18bと、2つのゲート18a、18bの間を連通する連通溝26が形成されている。連通溝26は、固定金型12の型面13において屈曲するように形成されている。
(もっと読む)
射出成形品の品質予測装置、方法およびプログラム
【課題】 樹脂の射出成形における成形品について、シェルメッシュの流動解析の結果から、ウェルド界面形状を推定して、成形品の品質を予測する。
【解決手段】 本発明は樹脂の射出成形において発生するウェルドラインの内部のウェルド界面形状を推定する方法として具現化される。その方法は、シェルメッシュの流動解析を行う工程と、流動解析の結果から、ウェルドラインの位置を抽出する工程と、流動解析の結果から、ウェルドラインの周辺での樹脂の流れ方向に沿った移動量の経時的変化を推定する工程と、流動解析の結果から、ウェルドラインの周辺での樹脂の流動層厚みの経時的変化を推定する工程と、ウェルドラインの周辺での樹脂の流れ方向に沿った移動量の経時的変化と、ウェルドラインの周辺での樹脂の流動層厚みの経時的変化に基いて、ウェルド界面形状を推定する工程を備えている。
(もっと読む)
ポリプロピレン系樹脂組成物
【課題】フローマークの発生が抑制され、面衝撃特性に優れるポリオレフィン系樹脂組成物およびそれからなる成形体を提供する。
【解決手段】下記のプロピレン系重合体(A)70〜90重量%と、無機充填材(B)10〜30重量%とを含有するポリプロピレン系樹脂組成物であり、プロピレン系重合体(A)は、プロピレン単独重合体または、プロピレンと含有量が1モル%以下のエチレンまたは炭素数4以上のα-オレフィンとの共重合体である結晶性ポリプロピレン部分60〜75重量%と、プロピレンとエチレンの重量比(プロピレン/エチレン(重量/重量))が75/25〜35/65であるプロピレン−エチレンランダム共重合体部分25〜40重量%とを含有し、特定の下記要件(1)および特定の要件(2)を満足するプロピレン−エチレンブロック共重合体であるポリプロピレン系樹脂組成物、および、該樹脂組成物からなる射出成形体。
(もっと読む)
射出成形方法
【課題】シルバーラインの発生を抑制することができる射出成形方法を提供する
【解決手段】樹脂(10)の射出充填中において金型(20)のキャビティの表面の温度が樹脂(10)の流動開始温度以上まで上昇するように金型(20)を加熱するステップと、金型(20)の加熱の終了時点から所定時間経過後に金型(20)の冷却を開始するステップと、少なくとも樹脂(10)の表面温度が流動開始温度以上に維持されている期間内において、金型(20)のキャビティの内表面側に位置した樹脂の圧力が飽和圧力以上となるように射出速度を調整するステップと、を含む。
(もっと読む)
121 - 140 / 222
[ Back to top ]