
Fターム[4F206AM36]の内容
プラスチック等の射出成形 (77,100) | 成形装置、成形操作のその他の特徴 (2,679) | 特有の成形不良の防止技術 (1,432) | ウエルドライン防止、スパイダーマーク防止(←ゲート跡、フローマーク) (222)
Fターム[4F206AM36]に分類される特許
41 - 60 / 222
エアフィルタユニットの製造方法
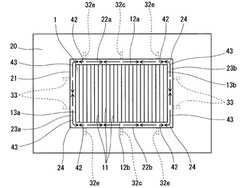
【課題】フィルタ濾材と射出成形による枠体とを備えたエアフィルタユニットのリーク発生を抑制する。
【解決手段】キャビティ21の直路22,23に少なくとも1つずつゲート32,33を配置するとともに、フィルタ濾材1の山谷線11に垂直な直路22に配置されるゲートの数が平行な直路23に配置されるゲートの数よりも多く、キャビティ21の周回路の隅角部24に最も近いゲート32eが直路22に位置するように、ゲート32,33を配置し、ゲート32eから射出されて隅角部24へと向かう樹脂42の流れが、直路23から隅角部24を経由して直路22へと回り込んできた別の樹脂43の流れと直路22において衝突するようにタイミングを定め、ゲート32,33から樹脂を射出する。この方法によれば、フィルタ濾材1の隅角部近傍における山谷形状の崩れを防止できる。
(もっと読む)
樹脂製電池ケースの成形方法

【課題】バリアフィルムをインサートした電池ケースの成形方法において、薄肉部にインサートされたバリアフィルムにめくれや皺を発生させないことによりガスバリア性能の低下を防ぎ、併せてこの薄肉部において樹脂が会合してウエルドラインが発生して強度が低下するのを防ぐ。
【解決手段】キャビティ13の厚肉成形部13aに可動入子18、18aを組み付けて樹脂を注入する際、この可動入子18、18aを前進させて厚肉成形部13a側に流動する樹脂を制御して薄肉成形部13b側への樹脂の流動を先行させる。次に可動入子18、18aを後退させて厚肉成形部13a側に樹脂を流動させる。このことにより、周囲の厚肉成形部13a内を先行した樹脂圧によりインサートしたバリアフィルムにめくれや皺を発生させず、樹脂がバリアフィルム4の表面に流出して付着したり、ケース1の薄肉部2にウエルドラインを発生させない。
(もっと読む)
樹脂成形方法、金型装置および樹脂成形品
【課題】樹脂の分流や流動の妨げの要因となるような金型の凸形状部などがキャビティ内に存在した場合でも、意匠面にウエルドや樹脂の流動模様である配向ラインのない高品位の外観を得ることができる樹脂成形方法、金型装置および樹脂成形品を提供する。
【解決手段】金型2のキャビティ9内に出退自在の流動堰5を配設し、この流動堰5により樹脂の充填経路を制御し、意匠面以外の凹凸形状などが設けられている領域のみにウエルドや樹脂の流動模様である配向ラインを発生させ、それら以外にはウエルドや樹脂の流動模様である配向ラインを発生させないとともに、ウエルドや樹脂の流動模様である配向ラインの発生するエリアには意匠面を有する別部品を取り付ける。これにより、所望のメタリック調外観を得る。
(もっと読む)
樹脂成形品を製造する方法およびそれに用いる金型
【課題】溶融樹脂原料の流動性を向上させることと、成形サイクルを短くすることとのトレードオフの問題に好適に対処した成形品製造方法を提供すること。
【解決手段】射出成形によって樹脂成形品を製造する方法であって、(i)型閉じに際して金型Aと金型Bとを相互に嵌合させて、金型キャビティ空間を形成する工程、および、(ii)樹脂原料を金型キャビティ空間に供して成形に付す工程を含んで成り、工程(i)における金型Aと金型Bとの嵌合に際しては、その嵌合により形成される閉空間の空気を型締めの進行に伴って圧縮し、それによって、金型キャビティ空間を形作る金型表面の温度を上昇させることを特徴とする製造方法。
(もっと読む)
LEDレンズの製造方法
【課題】
型内に略均一に樹脂を流入させウェルドの発生を防ぐことができるLEDレンズの製造方法を提供すること。
【解決手段】
LEDレンズ50の形状に対応する型空間内へ樹脂を充填する際に、射出開始時の射出速度よりも射出速度を遅くする工程を設けることにより、比較的肉厚のレンズ部60に対応する本体空間と比較的肉薄のレンズ外周部70に対応する外周部空間とにおける樹脂の充填速度の差が小さくなる。これにより、樹脂が本体空間に充填されるより先に外周部空間に過剰に回り込むのを抑制し、回り込んだ樹脂がレンズ部60側に逆流するかのように充填するのを防ぐことができる。そのため、型空間内に略一様な方向で略均一に樹脂が流入し、成形されたLEDレンズ50にウェルドが発生するのを防ぎ、LEDレンズ50の外観不良、光学特性の劣化、耐熱性の劣化を防ぐことができる。
(もっと読む)
射出成形方法、およびその装置
【課題】品質が安定した成形品を、微小型開き状態を有する射出成形で成形する。
【解決手段】所定の圧力での型締め状態における金型の型締め位置の変更に応じて、微小型開き状態での金型の位置を変更させる。これにより温度変動等により型締め状態における型締め位置が変更された場合であっても、微小型開き状態での型開き量が一定となり、品質の安定した成形品を、微小型開き状態を有する射出成形で成形できる。
(もっと読む)
射出成形用金型とその成形品
【課題】低歪領域を有し、かつウエルドラインのない孔を有した成形品を提供する。
【解決手段】成形品の形状に孔形状がある場合、樹脂は孔を形成させるための金型形状にぶつかり流路が分岐する。分岐が終わって再度合流する際に、樹脂表面が固化し、完全に接合されず成形品にウエルドラインが生じる。成形品接触面4と近い部分に高温度冷却回路2を配置し、樹脂を射出するより前に高温度冷却回路2に樹脂のガラス転移点以上である温度のスチームを流す。樹脂を射出した直後にスチームを切り、高温度冷却回路2には何も流さず樹脂の充填を完了させる。樹脂は低温度冷却回路1の温度により固化され、固化終了後に金型を開き、成形品を取り出す。樹脂の流動時にウエルドライン消失領域6の金型入子3の表面温度を上昇させることで、流路分岐後に再度合流する樹脂表面の固化を遅らせて、樹脂を完全に接合できウエルドラインを消失させることができる。
(もっと読む)
金属調装飾部材の製造方法
【課題】ウエルドラインのない金属調装飾部材を安価に製造できる金属調装飾部材の製造方法を提供する。
【解決手段】金型に設けられたキャビティ部13が有する複数のゲート14から溶融成形材料20を圧入して、キャビティ部13に溶融成形材料20を充填するとき、複数のゲート14から圧入された溶融成形材料20の流動先端部Sa、Sb、Scが互いに合流する際に、互いに合流される溶融成形材料20が圧入される2つのゲート14の一方における溶融成形材料20の流動圧力が、他方における溶融成形材料20の流動圧力より小さくなるように、複数のゲート14からの溶融成形材料20の圧入をそれぞれ時間差で停止させる。
(もっと読む)
金属調樹脂組成物及び金属調樹脂成形品
【課題】アルミフレークの偏在による色ムラの発生のない、所望の外観を有する金属調樹脂成形品と、それを有利に成形可能な金属調樹脂組成物とを提供する。
【解決手段】ABS系樹脂とポリカーボネートとを混合してなるアロイ樹脂に対して、平均粒径が5〜30μmのアルミフレークと粒度が5〜500μmのパール調顔料とを、それぞれ0.1〜5重量%の割合で配合して、金属調樹脂組成物を得た。そして、そのような金属調樹脂組成物を用いた射出成形品にて、金属調樹脂成形品10を構成した。
(もっと読む)
マイクロチップ、マイクロチップ用金型及びマイクロチップの製造方法
【課題】ウェルドラインによる流路の短絡を防止する。
【解決手段】上下に貫通する複数の貫通孔22Aを有するとともに、少なくとも2つの貫通孔22Aの間を接続する溝21Aが下面に形成された基板2Aと、基板2Aの下面に接合される底材9Aと、を備えるマイクロチップ1である。基板2Aは射出成形により形成され、貫通孔22Aから延在するウェルドラインが形成される領域に溝21Aが形成されていないため、ウェルドラインによって貫通孔22Aと溝21Aとが短絡しない。
(もっと読む)
樹脂成型品の流動解析方法、流動解析装置及び流動解析プログラム
【課題】樹脂成形品表面から微小量突出する2次ウエルドラインの突出高さを予測でき、高い精度の品質評価を可能にできる樹脂成形品の流動解析方法、流動解析装置及び流動解析プログラム等を提供する。
【解決手段】メッシュモデルを用いて成形型のキャビティ内の溶融樹脂を流動解析して成形品表面から微小量突出する2次ウエルドラインの発生を予測する樹脂成型品の流動解析方法であって、成形工程初期に発生する1次ウエルドラインの発生位置を演算する1次ウエルドライン作成工程と、前記演算された1次ウエルドライン発生位置に基づいて、前記樹脂成型品の板厚方向の平均繊維配向度と、前記溶融樹脂の体積収縮率とを用いて2次ウエルドラインの突出高さを演算する2次ウエルド指数差演算工程と、を備えている。
(もっと読む)
発泡成形体の製造方法
【課題】表面の外観に優れ、発泡成形体のセル構造が均一かつ微細である発泡成形体を製造することが可能な発泡成形体の製造方法を提供する。
【解決手段】プロピレン系樹脂と、このプロピレン系樹脂100質量部に対してクエン酸塩を0.1質量部〜1.0質量部と、を含有するプロピレン系樹脂組成物を溶融させ、溶融状態のプロピレン系樹脂組成物に超臨界状態の物理発泡剤を含有させる溶融工程と、この溶融工程により得られる溶融樹脂を、可動側金型と固定側金型との間に形成されるキャビティ内に充填する充填工程と、前記キャビティ内に充填された前記溶融樹脂を発泡させる発泡工程と、を有する。
(もっと読む)
メタリック樹脂射出成形品の射出成形方法及びその成形品の品質評価方法
【課題】 複雑な形状の自動車用部品を対象とし、成形樹脂の組成(メタリック粒子の配向性、ベース樹脂の流動性)、金型改良及び成形条件を総合的に考慮し、最適化することで、光輝感とメタリック粒子の配向のバラツキなどによる外観不良が出ない高品位の無塗装メタリック樹脂射出成形品の製造方法とその品質評価方法を提供することを目的とする。
【解決手段】 本発明は、所定のメタリック樹脂(アルミニウム粒子、パール粒子及び着色剤を所定の割合で混練したペレット)を用いて射出成形を行うことにおいて、金型の構成と成形条件の選択により樹脂中のメタリック粒子の配向角度は好ましくは2°〜45、最も好ましくは4°〜23°となるようにしたことを特徴とするメタリック樹脂射出成形品の射出成形方法及びその成形品の品質評価方法。
(もっと読む)
樹脂成形品の製造方法
【課題】 円環状の外周部11と軸部13とがウェブ14で一体化された樹脂歯車や樹脂プーリーなどの樹脂成形品1の製造において、樹脂成形品1の寸法精度、特に真円度を高めることが可能な製造方法を提供する。
【解決手段】 樹脂成形品1を射出成形する際のピンゲート32をウェブ成形部に設ける場合において、ゲート32が外周部寄りに設けられる場合にはピンゲート先端が成形品中心方向に向かって傾斜するように設けて、射出された樹脂が成形品中心方向に偏向して流れるようにする。あるいは、ゲート33が軸部寄りに設けられる場合にはピンゲート先端が成形品半径方向外側に向かって傾斜するように設け、射出された樹脂が成形品半径方向外側に偏向して流れるようにする。
(もっと読む)
樹脂成形用金型ユニット及び樹脂成形用金型の温度制御方法
【課題】樹脂成形用金型ユニット及び樹脂成形用金型の温度制御方法において、成形キャビティ周辺のみの温度を制御することで、ウエルドラインや転写不良等の発生を確実に防止して精密な樹脂成形品が得られるとともに、イニシャルコストもランニングコストも低減できること。
【解決手段】樹脂成形用金型ユニット1の1対の樹脂成形用金型2A,2Bには断熱空間7によって断熱された1対の入子3A,3Bによって成形キャビティ5が形成され、加熱・循環手段8及び冷却・循環手段9から媒体通路6A,6Bに加熱された媒体または冷却された媒体が流され、入子3A,3Bのみの加熱・冷却が繰り返されて所謂ヒートサイクル成形が行われるため、ウエルドラインや転写不良等の成形欠陥が確実に防止されるとともに省エネルギ化が図られる。また、加熱・冷却の切り替えを、安価で応答速度の速い熱電対10からの信号を受けて制御手段12で行っている。
(もっと読む)
合成樹脂成形用金型およびその成形方法
【課題】高品位外観の樹脂成形品を得る短い成形サイクルでしかも反り変形も小さい合成樹脂成形用金型およびその成形方法を提供する。
【解決手段】入れ子101のおも型204の間に樹脂断熱層205を塗布し、入れ子101の製品面側に電気ヒーター202を配置し、入れ子101のおも型204側に冷却回路102を配置し、また製品側入れ子表面103と電気ヒーター202の間もしくは電気ヒーター202間に複数の温度センサー203を配置して合成樹脂射出成形金型を構成する。入れ子101の熱収縮により、おも型204と樹脂断熱層205との間に隙間が形成されて空気断熱層となり、入れ子101の熱容量を小さくでき、入れ子101の加熱・冷却を早くすることが可能となって、成形サイクルを短できる。また、入れ子101の熱容量が小さくできることから、入れ子101の複数部位の冷却速度差も小さくなり、樹脂成形品201の反り変形も小さくできる。
(もっと読む)
電気・電子機器筐体
【課題】市場で要求される剛性を満足し、かつ軽量化とコストの低減を満たした電気・電子機器筐体を提供すること。
【解決手段】熱可塑性樹脂からなる成形体(I)と、連続した強化繊維と熱硬化性樹脂を含む成形体(II)が接合されてなる電気・電子機器筐体であって、該成形体(I)が面状構造体であり、該成形体(II)の長手方向における任意の箇所における断面の形状が実質的に同一である長尺構造体であり、該断面の断面積が0.5〜50mm2、かつその断面の最大幅b(mm)と最大長尺長さL(mm)とがL/b>5を満足する電気・電子機器筐体。
(もっと読む)
射出成形用金型および射出成形方法
【課題】 成形体を構成する樹脂の性質に応じてウェルドラインが生じることを抑制するように金型内の樹脂流を制御できる射出成形用金型および射出成形方法を提供すること。
【解決手段】 射出成形用金型10は、端部において互いに接続される少なくとも2つの流路を有する空洞21と、流路に樹脂を注入する樹脂注入手段31,51と、流路内を流れる樹脂が会合し始まってから樹脂が固化するまでの間に樹脂が会合する部位近傍において樹脂が流路を画成する壁面に沿って流動することができるように、流路内を流れる樹脂が会合し始まるときの一方の流路内を流れる樹脂の先頭部分の先端面の形状と他方の流路内を流れる樹脂の先頭部分の先端面の形状との少なくとも一方を、これら流路内を流れる樹脂の性質に応じて制御する樹脂流制御手段32,33,41,52,53と、備える。
(もっと読む)
射出成形方法及びパネル
【課題】特に側端面の見映えを良くし、外観意匠性を向上したパネルと、これを成形するための射出成形方法を、提供する。
【解決手段】凹凸を有する構造部2を備えた裏面層3と、裏面層3上に一体に設けられて外観面を形成する外観層4と、を含むパネル1を成形する射出成形方法である。裏面層3を射出成形によって形成する工程と、裏面層3上に、射出成形によって外観層4を形成する工程と、を備える。外観層4を形成する工程では、裏面層3の端部を覆って外観層4を形成する。
(もっと読む)
樹脂成型品の製造方法および装置並びにターンテーブルの製造方法
【課題】樹脂成型品の製造方法においてゲート痕の突出による製品不良の防止。
【解決手段】ゲートを有する第1金型と、第2金型とを型締めしてキャビティを形成する工程と、前記ゲートから前記キャビティ内に樹脂を射出して、樹脂成型品を成型する工程と、前記第1金型と前記第2金型とを分離して、前記樹脂成型品のゲート痕635を露出させる工程と、前記第1金型と前記第2金型との間に保持具84を挿入する工程と、前記保持具を前記樹脂成型品の前記ゲート痕に当接させることにより、前記ゲート痕を押し潰す工程と、前記保持具にて前記樹脂成型品を保持する工程と、前記保持具と共に前記樹脂成型品を前記第1金型と前記第2金型との間から取り出す工程と、を備える。
(もっと読む)
41 - 60 / 222
[ Back to top ]