
Fターム[4F206AM36]の内容
プラスチック等の射出成形 (77,100) | 成形装置、成形操作のその他の特徴 (2,679) | 特有の成形不良の防止技術 (1,432) | ウエルドライン防止、スパイダーマーク防止(←ゲート跡、フローマーク) (222)
Fターム[4F206AM36]に分類される特許
21 - 40 / 222
射出成形方法、射出成形金型
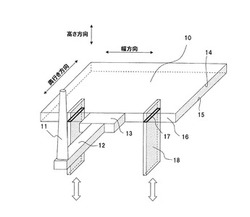
【課題】無駄になる樹脂量の増加を防ぎつつ、ウェルドラインなど外観不良の発生を抑制する。
【解決手段】意匠成形面14及び非意匠成形面15に沿ったゲート13の幅方向をキャビティ10の幅方向とし、且つゲート13の射出方向をキャビティ10の奥行き方向とし、非意匠成形面15には、キャビティ10の幅方向における両端とゲート13との夫々の間に、側面16からキャビティ10の奥行き方向に沿って延びる長穴17を形成し、この長穴17に嵌合し、非意匠成形面15の位置まで退避した退避位置と、意匠成形面14に向かって突出する突出位置との間で進退可能な可動壁18を形成し、キャビティ10に対して溶融樹脂の射出を行う際、可動壁18を突出位置まで突出させておくことで溶融樹脂の幅方向への流動を一旦堰き止めてから、可動壁18を退避位置へと退避させる。
(もっと読む)
樹脂成形体の設計方法、樹脂成形体、成形用金型及び樹脂成形体の製造方法
【課題】 計算機支援による最適化手法を用いて設計された金型を使用した射出成形法によってウェルド発生の可能性を有する樹脂成形体を得る場合において、ウェルド発生を低減化するための樹脂成形体の設計方法、樹脂成形体、成形用金型及び樹脂成形体の製造方法の提供。
【解決手段】 ウェルド発生が低減化された樹脂成形体の設計方法であって、計算機支援による最適化手法を用いて設計され、該最適化手法において、樹脂成形体のデザインの制約を受ける制約パラメータと、前記制約を受けず任意に設定できる可変パラメータとを、少なくともそれぞれ1つずつ用い、前記制約パラメータの少なくとも1つと、前記可変パラメータの少なくとも1つとは、連動するものであることを特徴とする樹脂成形体の設計方法等による。
(もっと読む)
液晶高分子成形体

【課題】開口部を有し、ウエルド部の強度が高く、表面性も良好な液晶高分子成形体の提供。
【解決手段】球形フィラーを含有する液晶高分子組成物を射出成形して得られた、開口部11を有する成形体1であって、開口部11から外側へ向けて延びる、射出成形で生じたウエルド部12を有し、ウエルド部12は、開口部11における厚みT1が2.5mm以下であり、且つ成形体表面1aに沿って、厚みT1の2倍以上の長さL1を有することを特徴とする液晶高分子成形体。
(もっと読む)
液晶ポリエステル組成物の製造方法
【課題】液晶ポリエステルと繊維状充填材と板状充填材と粒状状充填材とを含む液晶ポリエステル組成物を安定に生産性良く製造する。
【解決手段】シリンダーと、前記シリンダー内に配置されたスクリュウと、前記シリンダーに上流側から順に設けられた第1供給部、第2供給部及び第3供給部とを有する押出機を用い、前記スクリュウを回転させながら、前記シリンダー内に、液晶ポリエステルを前記第1供給部から供給し、繊維状充填材及び板状充填材を前記第2供給部から供給し、粒状充填材を前記第3供給部から供給し、前記液晶ポリエステル、前記繊維状充填材、前記板状充填材及び前記粒状充填材を溶融混練して押し出す。
(もっと読む)
射出成形体
【課題】不良品の流出を防ぎ、品質の安定化をはかることができる射出成形体を提供する。
【解決手段】射出成形体10は、樹脂の流動方向に並ぶ2つの閉じた淵構造を備え、淵構造の一方の淵11で発生した会合部13の会合角が一定角度以下になる距離に、淵構造のもう一方の淵12を有し、会合部13に荷重をかけ、会合部13の変化に基づいて良否判定が行われる。
(もっと読む)
射出成形機及び射出成形方法
【課題】良否判定を短い時間で漏れなく行うことができ、不良品の流出を防ぎ、品質の安定化をはかることができる射出成形機及び射出成形方法を提供する。
【解決手段】射出成形機10及び射出成形方法は、金型11と、樹脂の射出後、金型11が閉じているときに、金型11の内部において樹脂に接する金型11の一部の面に、加圧手段15により樹脂に対して突き出す加圧機構14と、を備え、加圧機構14による突き出す面の突き出し量に基づいて樹脂の良否判断を行う。
(もっと読む)
樹脂モールド方法および樹脂モールド装置
【課題】成形品の成形品質を向上する。
【解決手段】成形キャビティ11と、成形キャビティ11の周囲に設けられるオーバーフローキャビティ12と、成形キャビティ11とオーバーフローキャビティ12との間に設けられ、エアベント18が形成された境界部13とを有する金型2を用いる。まず、金型2でワークWをクランプして成形キャビティ11へ樹脂を圧送し、オーバーフローキャビティ12への流出を境界部13で抑止しながら、成形キャビティ11内へ樹脂25を充填する。次いで、所定の樹脂圧より高く樹脂圧を上昇させ、成形キャビティ11からエアベント18を介してオーバーフローキャビティ12へ樹脂25を流出させる。次いで、成形キャビティ11内で充填されている樹脂25を加熱硬化させる。
(もっと読む)
金型装置
【課題】超臨界発泡射出成形において、安定した品質の製品が得られるような金型装置を提供する。
【解決手段】穴が形成された製品を超臨界発泡射出成形により成形するための金型装置2であって、金型空間内へ超臨界流体が注入された溶融樹脂を射出させるゲート21と、製品の穴を挟んで、ゲートと対向するウェルド部20aに設けられる樹脂ベント23と、を備えたことを特徴とする。
(もっと読む)
車両用バンパーおよびその成形方法
【課題】射出成形によるウェルドライン発生の抑制と、薄肉,軽量化が可能な車両用バンパーおよびその成形方法の提供を図る。
【解決手段】バンパーセンター2からバンパーサイド3に亘ってモール嵌合溝4を備え、その溝底にはサイドモール6のクリップ7が圧入,係着する止着孔5を形成してある。リャバンパー1の射出成形に際しては、ゲートG1〜G3が集中するバンパーセンター2の板厚TCを小さく、バンパーサイド3の板厚TSを大きくした異なる板厚分布で成形することにより、止着孔5を形成する可動コア周りでの溶融樹脂の会合角度を大きくして、ウェルドラインの発生を抑制できるようにしている。
(もっと読む)
金型および射出成形方法
【課題】外観が良好な樹脂成形物を成形できる金型及び射出成形方法を提供する。
【解決手段】固定金型10と、可動金型20とを備える金型である。金型は、第1のゲートと、固定金型10および可動金型20の間に亘って、成形空間30を貫通する状態に設けられた第1の突起部15および第2の突起部21と、第1の突起部15および第2の突起部21における成形空間30に臨む外周から、第1のゲートで射出され第1の突起部15および第2の突起部21により分流された溶融樹脂40が互いに会合する樹脂流会合位置72に溶融樹脂40を射出する第2のゲート60とを備え、第2のゲート60は、第1の突起部15および第2の突起部21の外面に周方向に沿ったスリット状に開口するフィルムゲート62を有する。
(もっと読む)
転がり軸受用保持器及びその製造方法、並びに転がり軸受
【課題】ポケットのバリ取り作業や圧縮専用の別機構が不要で、低コストで寸法精度や強度に優れる転がり軸受用保持器を提供する。
【解決手段】保持器形状と一致するキャビティ本体部と、前記キャビティ本体部の保持器の下端面相当部分から該下端面の幅で形成される円筒状の空所とで形成されるキャビティを有し、かつ、前記空所内を昇降する可動スリーブを備える成形用金型を用いるとともに、前記可動スリーブを前記下部円環部の最終厚さとなる位置よりも降下させた状態で、溶融樹脂組成物を射出して前記キャビティを充填した後、前記溶融樹脂組成物が固化する前に、前記可動スリーブを前記位置まで上昇させて該溶融樹脂組成物を圧縮し、圧縮状態のまま前記溶融樹脂組成物を固化させて転がり軸受用保持器を製造する。また、このようにして得られた保持器を備える転がり軸受を提供する。
(もっと読む)
射出成形装置及び射出成形方法
【課題】樹脂の射出成形にあたり、ウエルドライン部の強度不足,ジェッティング,ガラス繊維浮きなどを解消する。
【解決手段】固定型16と可動型32の間に形成されるキャビティCには、2つのゲート22A,22Bから樹脂34が射出される。樹脂34の射出にあたり、前記キャビティCを形成する成形穴36の内部でのスライドコア38の進退により、射出開始から一定時間経過後までは、キャビティCを一定容積に維持する。そして、一定時間が経過し、キャビティC内の樹脂34が合流して密着した後は、射出完了までスライドコア38を徐々に後退させてキャビティCの容積を徐々に拡張する。スライドコア38の進退は、スライドコア進退機構80により行う。これにより、製品120のウエルドラインの発生をなくし、強度不足が解消される。また、ジェッティングやガラス繊維入り材料使用時のガラス繊維浮きを解消する。
(もっと読む)
バッテリトレイ
【課題】樹脂を用いて射出成形により形成されるバッテリトレイであって、ウェルド部による成形品の強度低下等の影響を抑制することができるようにする。
【解決手段】電気自動車に装備され、樹脂を用いた射出成形により形成され、駆動用のバッテリを搭載されるバッテリトレイ10であって、長方形状に形成された底面部11eと、底面部11eの外周に立設された周壁部11と、底面部11eの長手方向中間部に短手方向に延在するように立設された横リブ13F,13Rとを備え、射出成形の際に生じるウェルド部が、底面部11e及び周壁部11及び横リブ13F,13Rのうちの高応力部を除く箇所に形成される。
(もっと読む)
合成樹脂成形品とその射出成形方法
【課題】 本発明は、成形品の表面を、均一な光沢および外観とすることにより、良好な外観体裁を確実に得ることを目的とする。
【解決手段】 肉厚板状に射出成形された本体部2の裏面に凹部3を設け、この凹部3に近接した本体部2の周端面箇所にサイドゲート方式のゲート痕を位置させ、本体部2の表面を斑のない均一な光沢および外観を有するものとすることにより、ジェティングやウエルドの影響の無い、高い装飾効果を安定して発揮する成形品1の良好な外観体裁を得ることができる。
(もっと読む)
ポリカーボネート組成物、物品及び製造方法
【課題】ウェルドライン強度に優れ、電子装置用の成形部品の製造に有用なポリカーボネート樹脂組成物の提供。
【解決手段】充填材を除外した熱可塑性組成物の総重量を各々基準にして、ポリカーボネート樹脂約10〜約84wt%、ポリカーボネート−ポリシロキサンコポリマー約0.5〜約40wt%、耐衝撃性改良剤組成物約1〜約40wt%、及びアルキル(メタ)アクリレートポリマー約1〜約50wt%を含む熱可塑性組成物。別の実施形態としては、充填材を除外した熱可塑性組成物の総重量を各々基準にして、ポリカーボネート樹脂約10〜約85wt%、耐衝撃性改良剤組成物約1〜約40wt%、及び耐衝撃性改良アルキル(メタ)アクリレートポリマー約1〜約50wt%を含む熱可塑性組成物。
(もっと読む)
熱可塑性樹脂成形体の製造方法
【課題】ウエルド部の強度低下が少ない成形体を得ることができ、かつ、成形時の成形圧力を低くすることが可能な熱可塑性樹脂成形体の製造方法を提供する。
【解決手段】キャビティを形成する第一の型及び第二の型を有し、この第一の型又は第二の型に、開閉機構を有するゲートが、複数個設けられている成形用金型を用いる熱可塑性樹脂成形体の製造方法であって、前記成形用金型を開放状態とし、複数のゲートを開放して前記キャビティ内へ溶融状の熱可塑性樹脂を供給する供給工程と、前記溶融状の熱可塑性樹脂を供給しながら前記成形用金型の型締めを行う型締め工程と、前記供給工程において、開放されている前記複数のゲートを、それぞれ異なるタイミングで閉じ、最後に閉じるゲートの閉鎖を、前記型締め工程完了後に行うゲート閉鎖工程とを有する熱可塑性樹脂成形体の製造方法。
(もっと読む)
射出成形用樹脂組成物
【課題】成形品とした際に低温での衝撃強度に優れ、フローマークも発生しない射出成形用樹脂組成物を提供する。
【解決手段】ポリプロピレン系樹脂(I)70〜90重量部に対して、160℃で測定した溶融張力が50〜300mNであるエチレン−α−オレフィン共重合体(II)5〜25重量部、高圧ラジカル重合で製造された低密度ポリエチレン(III)5〜25重量部(ただし、(I)+(II)+(III)=100重量部)を含んでなることを特徴とする射出成形用樹脂組成物を用いる。
(もっと読む)
ノッキングセンサの製造方法
【課題】 樹脂成形体のウエルド部において、樹脂密度を高めて、熱衝撃に対する強度を高めることができるノッキングセンサの製造方法を提供する。
【解決手段】 樹脂成形体110を射出成形する射出成形工程であって、成形型50の内部に形成された空間内にセンサ本体190を収容した状態で、成形型50のうちセンサ本体190の側方に位置するゲート51から成形材料を成形型内に流入すると、この成形材料が、センサ本体190の周方向周囲を時計回りR1と反時計回りR2との二手に分かれて流れた後にウエルド部Wにおいて合流するように流れる射出成形工程を備える。成形型50のうちウエルド部Wと接触する部位の少なくとも一部は、成形型50の内部から外部への通気性を有する多孔質体12からなる。
(もっと読む)
合成樹脂製成形品及びその製造方法
【課題】合成樹脂製の成形品の流動樹脂の接合部分に発生するウェルドラインにおける強度を高めることを目的とする。
【解決手段】合成樹脂製の成形品3のウェルドライン41を跨って補強部材5が埋め込まれ、補強部材5は、長尺状の基体51と基体51の長手方向の外側面510に凹部52又は/及び突起部57を備えている合成樹脂製の成形品3。
(もっと読む)
平面表示装置用外装枠
【課題】立体的で光沢感のある意匠を表現することができる製品の外装枠を提供すること。
【解決手段】製品の外装枠(1)であって、光透過性を有する樹脂と、前記樹脂の内部に含まれたフィラー(6)と、前記樹脂が流入された際の樹脂の入り口である少なくとも2つのゲート(2)と、前記2つのゲートから流入された前記樹脂が合流する合流部の位置を含む範囲において前記範囲の周辺部の厚みよりも薄く形成されている薄肉部(4)と、を備える。
(もっと読む)
21 - 40 / 222
[ Back to top ]