
Fターム[4F206JF23]の内容
プラスチック等の射出成形 (77,100) | 成形材料の供給 (3,852) | 供給方法、装置の特徴 (300)
Fターム[4F206JF23]の下位に属するFターム
把持 (63)
移送、ガイド(←ベルトコンベア) (23)
Fターム[4F206JF23]に分類される特許
161 - 180 / 214
射出成形システム

【課題】 2種類以上の材料を供給可能にする射出成形システムを提供することを目的とする。
【解決手段】 メイン材料とサブ材料といった2種類の材料を供給することができるペレット供給装置100,400が射出成形機に立設され、ペレット供給装置100,400は、射出成形機200へ通じる供給筒106へ連結されている。ペレット供給装置100,400には、材料供給装置300,500が接続され、材料輸送ブロア306によって、材料タンク304,504から材料がペレット供給装置へ供給される。
(もっと読む)
インモールド成形装置

【課題】樹脂成形品の角部への転写性に優れて、金型内へのゴミ付着による外観不良防止に効果的なインモールド成形装置及びインモールド成形方法の提供。
【解決手段】加飾樹脂成形品1のインモールド成形装置10であって、キャビティ型20とコア型30からなる射出成形型と、キャビティ型20とコア型30との間に挿入された加飾フィルム40に向けて吹き出すガス供給手段とを備え、ガス吹出口33は、射出成形される樹脂体の角部1aであって且つ加飾部に対応する加飾フィルム40部分に向けて吐出するように配設されたものであることを特徴とする。なお、ガス供給手段は、超臨界流体発生装置等を用いて発生させた流体をガス化し、所定の温度に調整できるものを使う。
(もっと読む)
アクリル樹脂フィルム状物、アクリル樹脂積層フィルム、光硬化性アクリル樹脂フィルム又はシート、積層フィルム又はシート、及び、これらを積層した積層成形品
【課題】インサート成形、またはインモールド成形を施した時に、成形品が白化しない、また、寒冷地でVカット加工やラッピング加工を施した時に、成形品が白化しない、かつ車輌用途、建材用途に用いることができる表面硬度、耐熱性を満足するアクリル樹脂フィルム状物を提供すること。
【解決手段】巾20mmの試験片をチャック間距離25mm、速度50mm/min、温度23℃の条件で、終点のチャック間距離33mmとなるように引張試験を行った後の試験片をJIS K7136(曇価の測定方法)の試験方法にて測定した値と、試験前の試験片をJIS K7136(曇価の測定方法)の試験方法にて測定した値との差が30%以下であり、かつ、鉛筆硬度(JIS K5400に基づく測定)が2B以上であるアクリル樹脂フィルム状物(A)。
(もっと読む)
射出成形方法及び装置
【課題】射出成形加工時に表面を全体的又は選択的に改質された成形品を製造する方法及びを提供する。
【解決手段】熱可塑性樹脂を射出成形することによって成形品を製造する方法であって、金型内に前記熱可塑性樹脂を溶融樹脂として導入する第1の導入工程と、前記第1の導入工程の後又は同時に行われ、前記金型内に溶解物質が溶解した超臨界流体を導入する第2の導入工程と、前記溶融樹脂を固化し、前記溶解物質を前記成形品の表面に配置させる工程とを有することを特徴とする方法を提供する。
(もっと読む)
厚肉成形品の製造方法
【課題】 ヒケやボイドの発生がない厚肉成形品を成形時間が短く、安定して得る製法を提供する。
【解決手段】 ペレット供給フィーダー装置7を用いて、熱可塑性樹脂ペレットを射出成形機のシリンダー1内のスクリューの回転動作と同期させて該スクリュー根元部へ供給し、該熱可塑性樹脂のガラス転移温度プラス50℃から80℃の範囲に設定した該シリンダー1内で該熱可塑性樹脂を溶融させた後、該熱可塑性樹脂のガラス転移温度プラス50℃から80℃の範囲に設定したホットランナーシステムを具備する金型9内へ射出し、該金型9内で冷却固化する厚肉成形品の製造方法。
(もっと読む)
熱可塑性樹脂の射出成形に用いる二酸化炭素注入装置
【技術課題】 キャビティ内に樹脂を充填した後に、二酸化炭素を樹脂のスキン層と金型キャビティの間に注入し転写性を向上させる射出成形方法では、溶融樹脂が金型キャビティ内に充填されると直ぐスキン層が形成され固化状態が進むため、二酸化炭素を瞬時に、そして均一の圧力で注入する必要があるが、従来の二酸化炭素注入装置では、それら両方を満たすものが無かった。
【解決手段】希望する圧力よりも高い圧力の高圧ガス回路6a、及び希望する圧力の定常圧ガス回路13aとの2回路を備え、第1段階として高圧力の二酸化炭素を注入し希望する圧力に到達した瞬時に第2段階として希望する圧力に切り替えることにより、樹脂のスキン層と金型キャビティ11間に二酸化炭素を瞬時に、そして均一の圧力で注入する。この結果、転写性と光沢性に優れた成形品を短い成形サイクルで得ることができる。
(もっと読む)
内表面に薄膜を有する中空成形品の成形方法および成形装置
【課題】蒸着面が汚染されることがなく、また在庫管理も格別に必要としない、内表面に薄膜を有する中空成形品の成形方法を提供する。
【解決手段】その内部にターゲット電極のような蒸着要素を備えた蒸着用凹部(3、4)が設けられている固定型(1)と、スライド可能な可動金型(22、30)とを使用する。本体部と蓋体をその開口部の周囲に接合部を有するように1次成形する。縦スライド金型(30)に残っている状態の本体部を蒸着用凹部(3、4)により密に覆ってから蒸着する。次いで金型(1、30)に残っている蒸着された本体部と蓋体とを整合させて型締めし、その接合部に溶融樹脂を射出して一体化する。
(もっと読む)
射出装置
【課題】安定した成形を行うことができるようにする。
【解決手段】射出枠と、ステータと、ロータと、ロータの径方向内方において軸方向に進退させられる回転摺動部材とを有する。射出枠とロータとの間に第1の潤滑剤収容室が形成され、ロータと回転摺動部材との間に、第1の潤滑剤収容室と連通させて第2の潤滑剤収容室が形成され、第1の潤滑剤収容室から第2の潤滑剤収容室に潤滑剤が供給される。射出枠とロータとの間に第1の潤滑剤収容室が形成され、ロータと回転摺動部材との間に、第1の潤滑剤収容室と連通させて第2の潤滑剤収容室が形成され、第1の潤滑剤収容室から第2の潤滑剤収容室に潤滑剤が供給される。射出部材を円滑に前進させることができ、射出を良好に行うことができる。
(もっと読む)
成形金型における部材搬送供給方法およびその装置
【課題】簡単な操作かつ構成の装置で、しかも信頼性と生産性が高く、優れた成形金型における部材搬送供給方法およびその装置を提供することを目的とするものである。
【解決手段】柔軟かつ可塑性を有する被搬送供給部材90を供給する巻出機構29と、被搬送供給部材90を把持して搬出および供給を行うためのチャック33と、被搬送供給部材90を保持し維持するためのホルダーと、被搬送供給部材90を搬送するためのフープ状の搬送ベルト1およびその駆動部を有し、搬送ベルト1に保持し維持された被搬送供給部材90を樹脂成形するために、搬送ベルト毎に成形金型へ投入し、位置決めした後に所定成形を行う成形機構32にて構成してなる成形金型における部材搬送供給装置。
(もっと読む)
RTM系におけるピッチ/熱可塑性/熱硬化性樹脂の改良された放出
樹脂またはピッチは、溶融配合装置(11)中で溶融され、次いで加熱され、ジャケットされた保持タンク(12)に充填される。一対の供給管路(14、16)は、樹脂を保持タンク(12)から受入れ、そして上部ギヤーポンプ(15)および下部ギヤーポンプ(17)に供給する。スタティックミキサ(18、19)のような混合促進機がそれぞれの供給管路(14、16)においてギヤーポンプ(15、17)と供給管路の樹脂放出末端(25、26)との間に位置する。樹脂溶融物供給管路は、圧力指示計(27、28、32、34)および圧力放出弁(23、24)を備えることができる。樹脂溶融物供給管路は、さらにポンプアキュムレータ(31、32)を備えることもできる。ギヤーポンプ(15、17)で生じた樹脂溶融物の圧力は、アキュムレータ内部のピストンを所望する位置まで押戻す。アキュムレータ(31、33)は、さらに供給源量の圧力を一定に維持するために使用することもできる。樹脂は、アキュムレータ(31、33)から溶融配合機(11)に再循環することができる。 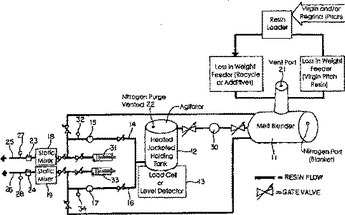 (もっと読む)
(もっと読む)
コイルスプリング用チャック、該コイルスプリング用チャックを備えたコイルスプリングインサート成形用装置
【課題】コイルスプリングを圧縮したり、変形させたりすることなく、コイルスプリングを保持することができ、小型化を図ることが可能なコイルスプリング用チャック、該コイルスプリング用チャックを備えたコイルスプリングインサート成形用装置を提供する。
【解決手段】コイルスプリング1を保持するチャックであって、該チャックの本体が電磁石3で構成され、前記電磁石の磁極部にコイルスプリング保持部5を有し、前記コイルスプリング保持部において前記電磁石へのリレーコイル2への通電により生じた磁力によって前記コイルスプリングを吸着して保持する構成とする。
(もっと読む)
インモールド成形装置
【課題】加飾フィルムの位置決め精度の向上を図るのに効果的で、転写精度に優れたインモールド成形装置を提供することを目的とする。
【解決手段】可動型と固定型を上下に配置した樹脂射出成形装置と、その金型間を横方向に通過するように配設した加飾フィルム供給装置とを備え、加飾フィルム供給装置は、加飾フィルムを転写層が略水平方向になるように可動型と固定型との一方の間から供給し、他方の間から射出樹脂体とともに出てくる加飾フィルムを間欠的に巻き取るものであり、テンション付加装置は、射出成形型と供給リールとの間に配置するとともに、テンションアーム装置と、テンションアームの先に設けたテンションローラとを有し、テンションローラにて加飾フィルム面を押圧し、テンションアーム装置にてテンションアームのテンション角度を所定の範囲に制御するものであることを特徴とするインモールド成形装置とした。
(もっと読む)
型内被覆成形用金型及び型内被覆成形方法
【課題】多数個取りが可能であり、汎用の型締装置が使用出来、複数のキャビティにおける可動金型部又は固定金型部のキャビティ形成面と、樹脂成形品と、の間の隙間へ導入する塗料の流動バランスを調節することが可能な型内被覆成形手段を提供すること。
【解決手段】固定金型部3と可動金型部4とで構成される金型10の提供による。この金型10には、固定金型部3及び可動金型部4によって、樹脂成形品の成形空間である複数のキャビティ5,6と、それら複数のキャビティ5,6の中へ溶融樹脂を射出するためのランナ7,8と、複数のキャビティ5,6の中へ被覆材を注入するための被覆材注入路と、が形成されている。金型10は、ランナ7,8が、複数のキャビティ5,6のそれぞれに接続されるとともに、被覆材注入路が、ランナ7,8に通じて設けられ、複数のキャビティ5,6に接続されたそれぞれのランナ7,8を形成する面のうち被覆材が流れる面に、複数の凹部が形成されているところに特徴がある。
(もっと読む)
型内被覆成形用金型及び型内被覆成形方法
【課題】多数個取りが可能であり、キャビティに立ち面部が存在しても、ランナを介して塗料をキャビティの中へ注入出来、且つ均一な膜厚の塗膜で樹脂成形品を被覆することが可能な型内被覆成形手段を提供すること。
【解決手段】固定金型部3と可動金型部4とで構成され、固定金型部3及び可動金型部4によって、樹脂成形品14の成形空間である複数のキャビティ5,6と、それら複数のキャビティ5,6の中へ溶融樹脂を射出するためのランナ7,8と、複数のキャビティ5,6の中へ被覆材を注入するための被覆材注入路と、が形成された型内被覆成形用の金型10の提供による。金型10は、ランナ7,8が、複数のキャビティ5,6のそれぞれに接続されるとともに、ランナ7,8を形成する面のうち被覆材が流れる面を除く面に、凹部17が形成されているところに特徴がある。
(もっと読む)
ICタグ製造方法
【課題】 一端が半球状に閉じて形成された円筒形の樹脂カプセルに電子部品を挿入し、樹脂を射出して成形するICタグの製造方法を提供することを目的としている。
【解決手段】 両端が半球状に形成された略円筒形のカプセル形樹脂基材内に各種の電子部品を密封してなるICタグを製造する方法において、電子部品を製造する電子部品製造工程と、一端が閉じた半球状で他端が開口した円筒形のカプセル型樹脂基材を成形するカプセル型樹脂基材成形工程と、電子部品をカプセル型樹脂基材に挿入する電子部品挿入工程と、ICタグの外形を写刻したキャビティを備えた金型装置のキャビティに前記電子部品を挿入した前記カプセル形樹脂基材を載置して金型装置を閉じ、カプセル型樹脂基材の開口側に設けたゲートから液状の樹脂を射出し、樹脂を固化して電子部品を密封する密封工程とからなる構成である。
(もっと読む)
複数の射出成形部材キャビティー内でのコーティング
成形装置は複数の型キャビティー(34,36)を画定する型(12,14)を含む。型キャビティー(34,36)には1以上の第1の組成物インジェクター(30)および1以上の第2の組成物インジェクター(32)が流体接続され、それぞれ成型物が形成される溶融物質および形成された物品をコーティングする組成物が供給される。  (もっと読む)
(もっと読む)
成膜成形装置
【課題】 可動金型5、固定金型6を用い、第一、第二成形体2、3を型成形する第一射出工程、第一成形体2を成膜2aする成膜工程、第一、第二成形体2、3を樹脂材8により一体化する第二射出工程により成膜成形体1を製造するにあたり、可動金型5を、移動幅の小さいものにすると共に小型化する。
【解決手段】 固定金型6を、成膜される第一成形体用型面6aを両側から挟むようにして成膜装置7と第二成形体用型面6bとを配すると共に、成膜装置7を可動金型5側に突出するようにして設けた。
(もっと読む)
自動車用内装部品及びその製造方法
【課題】 コア型11に芯材2を設置し、キャビティ型12と芯材2との間に形成されるキャビティ4に熱硬化性樹脂を注入することで、芯材2に表皮3を積層した自動車用内装部品を形成する方法において、所望の部分を有効にソフト化し、且つ重量アップを抑制できる製造方法を提供する。
【解決手段】 表皮3の一部に厚肉部6を形成するために、前記キャビティ4の一部の部分の間隙を大きくするとともに、その間隙を大とした部分にある型をスライド型13に構成する。該スライド型13には、反対側のキャビティ型12に向かって複数の凸部14を突出させる。前記熱硬化性樹脂を注入して加熱して硬化させた後、前記スライド型13を他方の型から離れる方向へスライドさせる。すると、厚肉部6の部分での熱硬化性樹脂に、前記凸部14に対応した空間部16が形成される。空間部16は貫通穴15を介して外部に通じている。
(もっと読む)
発泡歯付きベルト及びインクジェット記録装置
【課題】歯形部噛み合い時の騒音の少ない歯付きベルトを提供する。
【解決手段】容器101、102内の反応前2成分に不活性ガスを浸透させ、金型120内で反応成形することにより、微細なセル構造の発泡構造体を備えた歯付きベルトを得る。
(もっと読む)
射出成形機
【課題】
射出工程で発生するスプルー若しくはこれに付随するランナ或いはゲートなどの廃棄部分を、再生樹脂として射出シリンダーに供給できるようにした射出成形機であって、再生樹脂の射出シリンダー内への送り込みが良好となり、且つ、計量への影響を低減させた射出成形機の提供。
【解決手段】
スクリュ123上のフライト21に切り欠き23を形成することで、当該切り欠き23によって再生樹脂を巻き込み、切断し、射出シリンダー120内への送り込みを良好なものとし、切り欠き23を形成する範囲を、スクリュ123が射出シリンダー120に備えられた状態で、再生樹脂供給口112aに対向し得る部分であって、1ピッチ分の範囲に留めることにより、計量への影響を低減させる。
(もっと読む)
161 - 180 / 214
[ Back to top ]