
Fターム[4F206JT07]の内容
プラスチック等の射出成形 (77,100) | 駆動手段、制御手段 (2,060) | その他の特定の用途 (151)
Fターム[4F206JT07]に分類される特許
1 - 20 / 151
射出成形装置
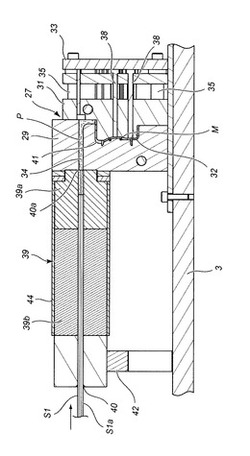
【課題】小型化され、しかも簡単な制御で所望の精度の成形品を製造できる射出成形装置を提供する。
【解決手段】送り歯車部が反時計回りの方向へ回転すると、送り歯車部の歯が平板状成形材料S1に食い込んで、平板状成形材料S1を射出筒39の挿通穴40に向かって送る。挿通穴40へ進入した平板状成形材料S1は、ヒータ44によって射出筒39の先端部分で溶解されて流動性を有する流動性材料Pとなる。そして、平板状成形材料S1が進行することによって、流動性材料Pがキャビティ41へ押し込まれる。すなわち、平板状成形材料S1がピストンとなって溶解した湯状の流動性材料Pを押してキャビティ41へ射出させる。
(もっと読む)
射出装置

【課題】低速工程、高速工程、及び増圧工程に特化した制御を実現することができる射出装置を提供すること。
【解決手段】射出装置11は、低速工程用シリンダ30と低速工程用モータM2を有する低速工程用ユニットU2を備える。また、射出装置11は、高速工程用シリンダ40とアキュムレータ46を有する高速工程用ユニットU3を備える。射出装置11は、増圧工程用シリンダ18と、増圧工程用シリンダ18を駆動させる作動用モータM1及び作動用シリンダ20を有する増圧工程用ユニットU1を備える。型部Kには、増圧工程用ユニットU1のロッド18cが機械的に連結されるとともに、増圧工程用ユニットU1には、低速工程用ユニットU2のロッド30cが機械的に連結され、さらに、低速工程用ユニットU2には高速工程用ユニットU3の第1ロッド40cが機械的に連結されている。
(もっと読む)
樹脂流路開閉機構及びその制御方法
【課題】射出成形装置等の樹脂流路を有する構造体において、弁移動機構を小型にすることができる技術を提供することを課題とする。
【解決手段】樹脂流路の軸Yに平行な通孔71が備えられている弁体72を加熱筒23に設ける。通孔71が樹脂流路に合うと弁開状態になり、通孔71が樹脂流路から外れると弁閉状態になる。
【効果】弁移動機構70は、弁体72を移動させる役割のみを果たす。すなわち、弁移動機構70の能力の大小は弁のシール性に影響しない。結果、弁移動機構70の小型化が図れる。
(もっと読む)
金型及びインサート樹脂成形方法
【課題】バスバーの端子接触面に樹脂漏れが発生しないインサート成形を行うことができる金型等を提供する。
【解決手段】ボルト挿通孔30aの周囲が端子接触面30bであるバスバー30をキャビティ12にセットし、バスバー30のボルト挿通孔30bにボルト31のネジ部31bを挿入し、バスバー30とボルト31をインサート部品としてキャビティ12に樹脂を注入してインサート樹脂成形を行う金型1であって、ネジ孔20aを有し、ネジ孔20aにボルト31のネジ部31bを螺入した位置がボルト31のセット位置となるボルト受け駒部20と、ボルト受け駒部20をネジ孔20aを中心として回転させるモータMとを備えた。
(もっと読む)
多色成形品の製造方法、及び成形型
【課題】互いに屈曲する形で配された第1板部と第2板部の双方に亘って第1成形品と第2成形品との境界部分が形成された多色成形品を成形可能な多色成形品の製造方法を提供する。
【解決手段】トリムボード20は、第1成形品30と第2成形品40との境界に沿って延設された溝部23が主面部21と立壁部22に亘って延びる形で形成されるものであり、第1成形空間91に溶融樹脂を射出して第1成形品30を成形する第1成形工程と、第2成形空間92に第1成形品30とは異なる色の溶融樹脂を射出して第2成形品40を成形する第2成形工程と、を備え、第1成形工程においては、溝部23の延設方向に沿って延びる延設面71Aを有するスライド型70を、主面部21及び立壁部22によって構成される屈曲面の延設方向に移動させることで、延設面71Aによって第1成形空間91における第2成形空間92側の開口を閉塞した状態とすることを特徴とする。
(もっと読む)
プリフォームの射出成形装置、射出成形方法及び合成樹脂製壜体
【課題】 本発明はプリフォームの周壁内で、所定の範囲に所定の層厚の着色層を高精度に主材層に積層するための、射出成形装置および射出成形方法を創出することを課題とするものである。
【解決手段】 本発明の射出成形装置に係る構成は、主材樹脂と第2の樹脂を合流させて合流樹脂体を形成するノズル部を、外側から順に、主材樹脂が流動する外流路と、第2の樹脂が流動する内流路と、これら外流路と内流路からの主材樹脂と第2の樹脂が合流する円柱状の合流路を配設し、また、外流路の合流路への第1合流部を所定の間隔を置いて、内流路の合流路への第2合流部の下流側に配設し、合流路に摺動可能に円柱状のシャットオフピンを挿入配設し、このシャットオフピンの摺動位置により、第1合流部あるいは第2合流部、またはその双方を遮断あるいは開放する機能が発揮される構成とする。
(もっと読む)
回転金型支持装置
【課題】単層成形用射出成形機を多層成形用射出成形機に転用する場合に、追加改造を少なくすることができる回転金型支持装置を提供する。
【解決手段】射出成形機1の固定盤5と可動盤6との間に配置され、第1案内部9により型開閉方向に移動可能に設けられた第1支持ブロック12と、前記第1支持ブロック12を鉛直方向に貫通する第1回転軸13の一端に固定された第1金型取付部11と、2つの伸縮可能なアクチュエータ14a,14bから構成され、それぞれの一端が、前記第1回転軸13の回転中心線に対して対称に連結され、それぞれの他端が前記固定盤5及び前記可動盤6のいずれか一方に、前記固定盤5及び前記可動盤6の中心線に対して対称に、回転可能に連結され、且つ、2つの前記アクチュエータ14a,14bが、それぞれ異なる水平面上を摺動するように配置された回転金型駆動機構14と、を備えた回転金型支持装置10によって達成される。
(もっと読む)
検査装置
【課題】射出成形機の成形金型の型開時に成形品の成形不良を確実に検出することができ、不良検査の信頼性の向上を図ることが可能な検査装置を提供する。
【解決手段】検査装置1は、型開した成形金型内を撮像するための撮像手段31と、撮像手段31をヘッド部21に取り付けて型開した成形金型内に進入させるように構成したロボットアーム2と、成形金型が型開されると、ロボットアーム2を駆動させてヘッド部21を成形金型内に進入させ、ヘッド部21に取り付けた撮像手段31により成形金型に保持された成形品5を正面から撮像し、得られた撮像画像に基づいて成形品5の不良判定を行うように制御する制御手段4とを備える。
(もっと読む)
射出成形機
【課題】エジェクタ機構としても機能する圧縮コアによる金型装置の突き落としを防止する射出成形機を提供すること。
【解決手段】金型キャビティCV内の樹脂HRに対して圧縮コア22aを押し付け可能な圧縮ピストン18cを駆動する油圧回路30を有する射出成形機100は、型締中であるか否かを判定する型締判定部51と、圧縮ピストン18cの駆動圧を制御する駆動圧制御部52とを備え、駆動圧制御部52は、型締判定部51が型締中であると判定する場合に、所定圧力以上の油圧による圧縮ピストン18cの駆動を許容し、型締判定部51が型締中でないと判定する場合に、所定圧力以上の油圧による圧縮ピストン18cの駆動を禁止する。
(もっと読む)
射出成形機
【課題】型締中における金型コアによる溶融樹脂の圧縮をより柔軟に制御可能な射出成形機を提供すること。
【解決手段】固定金型21の端面SF1と、可動金型22の端面SF2と、可動金型22に対してX1−X2方向にスライド可能に取り付けられる枠型コア22fの内面SF3とによって形成されるキャビティ空間CVに溶融樹脂HRを充填する射出成形機100は、キャビティ空間CV内の溶融樹脂HRに対して、可動金型22の金型コア22aを押し付ける型締装置10と、金型コア22aによる溶融樹脂HRの圧縮力及び圧縮速度の少なくとも一方を可変制御可能な圧縮制御部52とを備える。
(もっと読む)
羽根車の成形型および羽根車の成形方法
【課題】導入路を囲む羽根が湾曲し、かつ導入路が外周側(高さH01)、中心側(H02>H01)で傾斜して形成される羽根車を、支障なく樹脂で一体成形する。
【解決手段】導入路を成形する多数の単位金型30は放射求心に移動し、成形の第1位置、後退の第2位置をとる。単位金型30は第1単位金型31と第2単位金型41とからなり、先端32a、43aを重ねてA状態として(先端高さH=H02 )は羽根車を成形する(a)。成形が完了したならば、第2単位金型41のみをG方向に回転して、第2単位金型41が収容部35に後退したB状態をとり(先端高さH<H01)、第1単位金型31に取り付けた操作具75の第1係止突起79を第2単位金型の係止溝71に係止してB状態を維持する(b)。この状態で、成形した羽根車から単位金型30を放射状に抜いて、第2位置をとることができる。
(もっと読む)
インモールドラベル成形用ラベル受渡し装置
【課題】多数個取り金型にラベルを装着する場合に、平面状態のラベル保持間隔と各キャビィティ内にラベルを装着する疑似コアの間隔が異なっていても、疑似コアにラベルを確実に受け渡しが可能な装置を提供する。
【解決手段】昇降部材41・43の下部にある取付け板81・83に移送直交方向へ移動可能に支持された吸着保持ラベルの枚数に応じた個数のスライダ89・91の吸着部材93・95と、取付け板に対して上下方向へ移動できるカム取付け板97・99を設け、各スライダに設けられたカム軸89a・91aがカム孔101a・101bの摺動により各スライダを移送直交方向へ移動するカム板101・103と、取付け板に上下に摺動する軸部81b・83bと弾性部材81c、83cによりカム取付け板を下方へ付勢されるカム作動軸とからなり、吸着保持手段45・47を疑似コアのそれぞれ対向する高さ位置、相互間隔に一致する高低差へ移動させる。
(もっと読む)
射出成形方法および射出成形装置
【課題】キャビティ内へ吐出する溶融樹脂の吐出量および圧力を最適とすることにより、成形不良の発生を防止し、品質の高い成形品を安定して生産することができる射出成形方法および射出成形装置を提供する。
【解決手段】射出成形装置1は、射出スクリュー21により溶融樹脂を射出し、バルブゲート32、33を介して、キャビティ31に射出充填する構成を有する。射出成形装置1は、バルブゲート32、33の開度を調整するゲートピン34、35と、ゲートピン34、35の進退位置を制御するゲートピン駆動部38と、射出スクリュー21の前進位置を検出するスクリュー位置センサ22と、条件マップ6を基に目標進退位置を算出するコントローラ5とを有する。射出成形装置1は、ゲートピン駆動部38により、ゲートピン34、35の進退位置が常に目標進退位置に近づくように各ゲートピン34、35の進退位置を位置制御する構成を有している。
(もっと読む)
中空品の成形用射出ノズル
【課題】本発明は、射出した成形材料と接触する部分の構造を改良し、中空部分の壁面の均一化及び成形サイクルの短縮化を実現できる中空品の成形用射出ノズルを提供するものである。
【解決手段】本発明の成形用射出ノズル1は、ノズル本体2の一端に設けた金属製のインジェクターノズル部4を構成する筒状の吐出端部4aと、ノズル本体2内に進退可能に配置したインジェクターピストン6の前進駆動により吐出端部4aに挿入されるノズル端部7aと、ノズル端部7aをインジェクターピストン6の後退駆動により吐出端部4aから退避させた状態で、吐出端部4a内を経てその突出端から前記キャビティ42内に吐出されている成形材料43内に高圧ガス、高圧水を圧送する高圧ガス流通孔13、高圧水流通孔15と、ノズル端部7aの成形材料43と接触する先端部分に装着した低熱伝導率チップ20とを有する構成としたものである。
(もっと読む)
射出成形方法、およびその装置
【課題】良好な微細転写が可能で、ムラの少ない射出成形方法を提供する。
【解決手段】射出装置から金型内に溶融成形材料を射出し、射出した溶融成形材料を金型内で冷却、固化させて成形品とし、この成形品を、金型内に前後進可能に設けられた押出部材を電動機により前進させて、金型内から押し出し、取り出し可能とした射出成形方法であり、金型が有するキャビティ内の所定位置まで押出部材を押し出し、かつ押出部材に所定量の力を付与して所定の押出し位置に保持させ、その後金型内に射出装置から溶融成形材料を射出し、金型内に射出した溶融成形材料による圧力が、押出部材に、押出部材に加えた所定量の力を超えたときなどに、その圧力により押出部材を金型内で後退させることとして射出成形方法を構成した。
(もっと読む)
射出成形方法
【課題】成形材料、特に粉体を多く含む成形材料を直接投入成形法によって射出成形装置に直接投入した場合の詰まり、混練不足を解消する。
【解決手段】射出成形装置のシリンダ内に供給された成形材料をシリンダ14先端部に貯蔵すると共に、スクリュー16が計量設定位置まで後退した後にスクリューの回転を停止する射出成形方法において、計量工程では、背圧を所定値に設定しスクリュー回転数を50rpm以上300rpm以下の範囲の一定回転数に設定すると共に、スクリュー回転数の材料送り能力に合わせて成形材料を投入口から自重でシリンダ内に充満供給するノーマル供給方法での計量時間をSN秒とした場合に、シリンダ14内に供給する成形材料の供給速度を、SNの2倍秒以上180秒以下の計量時間になるように調整することを含み、これにより、計量時間をスクリューの回転数及び背圧設定値とは無関係に制御する。
(もっと読む)
成形材料供給装置の制御方法
【課題】 低コスト化を図り、また、装置全体の大型化や広い配設スペースが取られる不具合を回避するとともに、成形材料が他の部位に付着する問題を排除し、さらに、プランジャの形状やホッパーの形状及び構成の設計自由度を高める。
【解決手段】 プランジャ3を前進させ、成形機Mの加熱筒4に備えるホッパー5に収容した成形材料を加圧して加熱筒4に供給する動作を行う成形材料供給装置1において、プランジャ3を回転させるプランジャ回転駆動部6を設けるとともに、プランジャ3を前進させた後、所定位置Xpまで後退させる際に、少なくともプランジャ3による加圧力を除去する予備後退処理を予め設定した予備後退処理条件により実行するとともに、この後、プランジャ3を予め設定した回転処理条件により回転させる付着除去処理を行い、この後、プランジャ3を所定位置Xpまで後退させる制御を行う。
(もっと読む)
樹脂製中空成形品の製造方法及びその装置
【課題】押出し成型装置によっては成型できない多様な断面形状の軽くて剛性のある樹脂製中空成型品を効率よく一体成型できる製造方法とその装置を提供すること。
【解決手段】型締めした一対の金型の内部に形成されるキャビティー内に進退可能に挿入して位置決めされたインサートスライダの周囲面と前記両金型の成型面の間に形成されるスペースに熱可塑性の溶融樹脂を同スペースの一端から導入して、前記スペース内への溶融樹脂の充填が完了してから前記インサートスライダを外部に抜き出し、その後に前記金型を開放することにより前記キャビティー内にて成形された中空成型品を搬出するようにした樹脂製中空成型品の製造方法とその装置。
(もっと読む)
マスキング部材脱着構造
【課題】主に、マスキング部材に付着した塗膜やミストなどの破片等の剥がれ落ちを防止し得るようにする。
【解決手段】樹脂成形品を成形可能な樹脂成形金型21の成形面22に対し、成形前に予め塗装による部分的な塗膜24を形成する際に、成形面22の非塗装部分26へマスキング部材27が取付けられると共に、マスキング部材27に対して、塗装後にマスキング部材27のほぼ全面を覆うように被着することにより、マスキング部材27の成形面22からの取外時に、マスキング部材27に付着した塗膜24やミストなどの破片等の剥がれ落ちを防止可能な脱着治具本体31が設けられるようにしている。
(もっと読む)
油圧回路マニホールド及び射出成形機
【課題】油圧回路マニホールドの構成を改善して部品コスト、組立作業コスト、設計時間などを減少させるような油圧回路マニホールドおよび油圧装置を提供する。
【解決手段】油圧回路マニホールド11は、単一又は複数の油圧アクチュエータを作動させる単数又は複数の切換弁を取付けた複数の油圧回路サブマニホールド15、16、17と、油圧源からの配管に接続する接続口14aaと複数のサブマニホールドに作動圧油を供給する油圧供給流路と各サブマニホールドからの排出油を受け取る排出流路と該排出流路の下流端にタンクへの排出配管との接続口14bbを有する油圧回路ベースマニホールド14とにより構成されている。
(もっと読む)
1 - 20 / 151
[ Back to top ]