
Fターム[4F207KK64]の内容
プラスチック等の押出成形 (29,461) | 押出成形の操作 (2,209) | 押出された材料の熱的処理 (1,176) | 押出された材料の冷却 (1,156) | 冷却面等を有する部材を使用するもの (1,013) | 冷却ロールを使用するもの (789)
Fターム[4F207KK64]の下位に属するFターム
冷却ロール自体に特色 (236)
静電ピニングを伴うもの (36)
静電以外のピニングを伴うもの (14)
他の冷却手段を併用するもの (31)
Fターム[4F207KK64]に分類される特許
21 - 40 / 472
未延伸ポリエステルシートの製造方法、太陽電池用保護シート、及び太陽電池モジュール
【課題】製造過程での冷却ムラを抑えて結晶化を防ぎ、耐加水分解性に優れ、長期耐久性を具えた未延伸ポリエステルシートの製造方法を提供する。
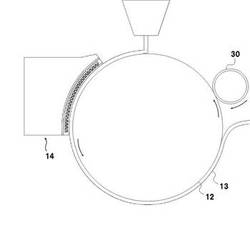
【解決手段】ポリエステル樹脂を押出ダイからシート状に溶融押出を行い、押出されたポリエステル樹脂がキャスティングドラム12に到達するまでの間にポリエステル樹脂に振動を与えた後、キャスティングドラム12に密着させることで冷却しシート状に成形する工程と、キャスティングドラム12の曲面に沿って二次元配置された複数の噴霧ノズルから霧状の水を、噴霧ノズルを挟むように配設された少なくとも2つの整流ノズルから霧状の水を挟み込むようにエアをあてて整流すると共にキャスティングドラム12に密着されたポリエステル樹脂に対して噴霧し、ポリエステル樹脂を冷却する工程とを有する。
(もっと読む)
熱可塑性フィルムの製造方法

【課題】 溶融押出製膜に於いて作製されたロールフィルムに発生するゲージバンドと呼ばれる厚みムラに起因する外観不良および搬送中のフィルム弛み、シワ起因の折れスジ状の外観異常のない熱可塑性フィルム及びその製造方法を提供することにある。
【解決手段】 本発明に係わる熱可塑性フィルムは、フィルム幅方向(TD)の端部から50mm内側までの最大厚みDe(μm)と中央部の平均厚みDc(μm)が1.0≦De/Dc≦3.5であり、フィルムの一ヶ月常温放置でのフィルム押出方向(MD)の収縮率が0.01%以上0.10%以下であることを特徴とする。本発明の熱可塑性フィルムの製造方法は、フィルム形成工程におけるキャストロール4の周速v1(m/min)と冷却ロール及び搬送ロール9の周速v2(m/min)が、0.970≦v2/v1≦1.001に調整することを特徴とする。
(もっと読む)
光学フィルムを製造する方法
【課題】プロピレン系樹脂を用いて、位相差均一性および透明性に優れ、かつ、局所的欠陥が少ない光学フィルムを製造する方法を提供する。
【解決手段】プロピレン系樹脂からなる光学フィルムを製造する方法であって、プロピレン系樹脂からなる溶融状フィルムを、弾性ロールとキャスティングロールとで挟圧する工程を含み、前記弾性ロールの表面における前記溶融状フィルムと接する部分が、金属酸化物および/または半金属酸化物を含む材料から形成されていて、かつ前記部分の表面粗度(Ra)が0.04μm以上0.12μm以下である方法。
(もっと読む)
樹脂被覆基板の製造装置および製造方法
【課題】ネックイン抑制効果と膜揺れ抑制効果に優れ、さらに、ネックインの抑制とトレードオフの関係にあるメヤニの抑制効果にも優れた樹脂被覆基板の製造装置および製造方法を提供する。
【解決手段】ダイ1の出口1aから下方に押出された溶融樹脂flを基板BPとともに下方の一対のラミネートロール3B,3C間で挟圧し、基板BPを樹脂被膜FLが被覆してなる樹脂被覆基板を製造する製造装置10であり、出口1aとラミネートロール3B,3Cの間にプレロール3Aを備え、出口1aとプレロール3Aの間の空間Kに流体fdを提供する流体チャンバー5をさらに備え、流体チャンバー5から提供された流体fdは、空間Kおよびプレロール3Aに対向する対向面に沿う流体流路をダイ1側に流れながら、空間K内に存在する溶融樹脂flがプレロール3Aの回転方向に変位して引取られようとするのを押し戻す方向に流体圧pを付与させるようになっている。
(もっと読む)
アクリル系樹脂フィルム及びこれを用いた偏光板並びにアクリル系樹脂フィルムの製造方法
【課題】偏光フィルムとの接着力が高く、機能性層を形成する場合に凹凸に起因する問題が生じにくいアクリル系樹脂フィルム及び偏光板並びにアクリル系樹脂フィルムの製造方法を提供する。
【解決手段】アクリル系樹脂にゴム弾性体粒子が配合されたアクリル系樹脂組成物からなるシート状のアクリル系樹脂フィルム25であって、シート状のうち一方の面は滑面25aであり、この滑面25aと反対側の面は粗面25bである。粗面25b側は、フィルム表面から突出するゴム弾性体粒子の表面積が滑面25aよりも大きいため、凹凸に起因するアンカー効果により偏光フィルム21との接着強度が高くなる。一方で滑面25a側は、フィルム表面から突出するゴム弾性体粒子の表面積が滑面25aよりも小さいため、凹凸が少なく、このため機能性層26を形成する際に凹凸形状に起因する問題が生じにくい。
(もっと読む)
フイルム表面転写装置
【課題】フイルムの表面に特にナノオーダサイズのパターンを連続的に正確に転写する新規なフイルム表面転写装置を提供する。
【解決手段】表面にナノサイズの微細なパターンが加工されている成形ロール1と、溶融合成樹脂材料を供給投入するTダイ2と、該Tダイ直後に位置して該成形ロール1に圧接離反する方向に調整可能とした加熱ロール3と、該加熱ロール3から成形ロール1の回転方向後方に離れた位置に位置して、成形ロール1に圧接離反する方向に調整可能とした金属ロール4と、該加熱ロール3と該金属ロール4を囲むように捲回して設けた第一加熱金属ベルト6を介して、成形ロール1に押圧するゴムロール10とから構成され、Tダイ2から供給フイルムを加熱ロール3と成形ロール4のギャップで厚さ調整し、成形ロール1の回転力で移動し、ゴムロール10の押圧力により成形ロール表面の微細なパターンを合成樹脂フイルムに転写することを特徴とする。
(もっと読む)
フィルム製造装置および製造方法
【課題】ネックイン抑制効果と膜揺れ抑制効果に優れ、さらに、ネックインの抑制とトレードオフの関係にあるメヤニの抑制効果にも優れたフィルム製造装置および製造方法を提供する。
【解決手段】ダイ1の下端面1bに開設された出口1aから下方に押出された溶融樹脂flを下方の一対の冷却ロール3B,3C間で挟圧し、冷却固化してフィルムFLを製造するフィルム製造装置10であり、出口1aと冷却ロール3B,3Cの間にプレロール3Aを備え、出口1aとプレロール3Aの間の空間Kに流体fdを提供する流体チャンバー5をさらに備え、流体チャンバー5から提供された流体fdは、空間Kおよびプレロール3Aに対向する対向面に沿う流体流路をダイ1側に流れながら、空間K内に存在する溶融樹脂flがプレロール3Aの回転方向に変位して引取られようとするのを押し戻す方向に流体圧pを付与させるようになっている。
(もっと読む)
下部電極基板用樹脂板、並びにそれを用いてなる下部電極板およびタッチパネル
【課題】軽量で割れ難く、かつ、タッチパネルの画面を斜め方向から見る場合の、表示画像の着色を抑制することができる下部電極基板用樹脂板を提供する。
【解決手段】タッチパネルの下部電極基板に使用される樹脂板であって、アクリル系樹脂層の両面にポリカーボネート系樹脂層が積層されてなる下部電極基板用樹脂板である。前記アクリル系樹脂層と、その両面に積層される前記ポリカーボネート系樹脂層とが、共押出により積層一体化されたものであるのが好ましい。
(もっと読む)
下部電極基板用樹脂板、並びにそれを用いてなる下部電極板およびタッチパネル
【課題】軽量で割れ難く、かつ、タッチパネルの画面を斜め方向から見る場合の、表示画像の着色を抑制することができる下部電極基板用樹脂板を提供する。
【解決手段】タッチパネルの下部電極基板に使用される樹脂板であって、メチルメタクリレート−スチレン共重合体樹脂層の両面にアクリル系樹脂層が積層されてなる下部電極基板用樹脂板である。前記メチルメタクリレート−スチレン共重合体樹脂層と、その両面に積層される前記アクリル系樹脂層とが、共押出により積層一体化されたものであるのが好ましい。
(もっと読む)
熱可塑性フィルムの製造方法
【課題】溶融押出製膜において作製されたフィルムロールのゲージバンドと呼ばれる厚みムラに起因する外観不良のない熱可塑性フィルム及び該熱可塑性フィルムの製造方法を提供する。
【解決手段】溶融押出法により成形され、フィルム押出方向(MD)の収縮率が0.01%以上0.10%以下である熱可塑性フィルムであり、溶融押出法によって、Tダイからシート状の熱可塑性樹脂を押し出す押出工程によって押し出されたシート状の熱可塑性樹脂を、キャストロールとタッチロールの2つのロールの間に挟み込むことによってフィルムを形成する際、キャストロール4の周速v1(m/min)と冷却ロール及び搬送ロール9の周速v2(m/min)を、0.970≦v2/v1≦1.001に調整して成形する。前記フィルム形成工程にて形成されたフィルムを冷却ロールにより冷却する冷却工程を有すると、より好ましい。
(もっと読む)
ガスバリア性フィルムおよび該ガスバリア性フィルムの製造方法
【課題】溶融成型法及びコーティング法のいずれにも適用でき、加工性に優れ、湿度に対するガスバリア性の変化が少なく、ハロゲン化合物を含まないため焼却処分時に有害ガスが発生することが無く、環境負荷そのものの低減が可能なガスバリア性フィルム及びその製造方法の提供。
【解決手段】フィルムが単独層或いは多層からなり、該フィルムを構成する少なくとも1つの層がガスバリア性を有する層であり、該ガスバリア性を有する層が、一般式(1)〜(4)で示される化学構造のいずれか1つを高分子主鎖の繰り返し単位に有する高分子樹脂の皮膜によって形成されており、該高分子樹脂が、少なくとも2つの五員環環状カーボネートを有する化合物と、少なくとも2つのアミノ基を有するアミン化合物とをモノマー単位とし、これらモノマー単位の付加反応により得られるポリヒドロキシウレタン樹脂であるガスバリア性フィルム、及びガスバリア性フィルムの製造方法。
(もっと読む)
ポリエステルフィルム、及びその製造方法、太陽電池用バックシート、並びに太陽電池発電モジュール
【課題】延伸ムラが抑制されたポリエステルフィルムの製造方法を提供する。
【解決手段】シリンダー内径Dが140mm以上300mm以下のベント式2軸押出機に、原料ポリエステルを供給し、前記シリンダー内径Dと、単位時間当たりの押出量Q(kg/hr.)と、スクリュー回転数N(rpm)とが、次の式(I)を満足する条件下、前記スクリュー回転数Nに0.01%〜5%の変動を付与して、ポリエステルシートを溶融押出する押出工程、及び前記ポリエステルシートを冷却し、固化する冷却固化工程を含むポリエステルフィルムの製造方法。 (もっと読む)
(もっと読む)
多機能ポリエステルフィルム及びその製造方法、並びに拡散膜、輝度向上フィルム及び照明灯具用ランプシェード
【課題】溶融押出方式による、高い表面粗さ、良好な拡散効果及び高い密着性を有する二軸延伸ポリエステルフィルムの製造方法を提供する。
【解決手段】少なくとも一つのポリエステル原料を提供し、前記少なくとも一つのポリエステル原料中に拡散粒子を添加するステップと、前記ポリエステル原料を溶融押出した後、ポリエステルのプラスチックシートに急速冷却するステップと、前記ポリエステルのプラスチックシートを二軸延伸した後に冷却することにより、前記ポリエステルフィルムを得るステップと、を含むことを特徴とするポリエステルフィルムの製造方法とする。
(もっと読む)
ポリスチレン系樹脂積層発泡シート
【課題】熱成形成に優れ従来品よりも軽量で、プリンやヨーグルトのような深絞り容器に成形したとき、実用上十分な剛性を有する容器を得ることのできるポリスチレン系樹脂発泡積層シートを提供する。
【解決手段】下記の(1)〜(3)で規定される気泡を有し、ポリスチレン系樹脂発泡層(A層)2の両面に、グラフトゴム成分を3〜15質量%含有するポリスチレン系非発泡樹脂からなる表面層(B層)1が積層され、前記A層とB層の厚みの比(B/A)が0.3〜1.0であり、シート全体の平均の密度が0.7〜0.9g/cm3で、総厚みが0.3〜1.0mmのポリスチレン系樹脂積層発泡シート。(1)A層の厚み方向の平均径(Rt):40〜70μm(2)A層の引き取り方向の平均径(Rmd):90〜140μm(3)アスペクト比(Rmd/Rt):1.5〜3
(もっと読む)
光学フィルムの製造方法
【課題】共押出しによる溶融流延製膜法で物性の異なる樹脂を積層して製膜後、高倍率延伸しても層間の剥離が発生しない光学フィルムの製造方法の提供。
【解決手段】溶融流延法にて溶融押出し工程でTダイから共押出しされたコア層及びスキン層を形成する溶融樹脂を、フィルム成形工程でキャストロール及びタッチロールで圧着し、冷却引取り工程で冷却し、延伸工程で延伸した後、回収工程で回収し、スキン層/コア層/スキン層の構成を有する光学フィルムを製造する光学フィルム製造方法において、前記Tダイ101aから吐出された段階の前記コア層を形成する溶融樹脂の幅をC、前記スキン層を形成する溶融樹脂の幅をS、前記タッチロールの幅をTR、前記キャストロールの幅をCRとした場合に下記の関係にあることを特徴とする光学フィルムの製造方法。(小)C<CR<S<TR(大)
(もっと読む)
スピーカ振動板用フィルムの製造方法及びスピーカ振動板用フィルム
【課題】音響特性と厚さ精度に優れるスピーカ振動板用フィルムの製造方法及びスピーカ振動板用フィルムを提供する。
【解決手段】成形材料1を溶融押出成形機10に投入してダイス12からスピーカ振動板用フィルム20を押出成形し、この押出成形したスピーカ振動板用フィルム20を圧着ロール31と金属ロール32との間に挟んで冷却し、スピーカ振動板用フィルム20を巻取機40の巻取管41に順次巻取る製造方法であり、成形材料1を、ガラス転移点が200℃
以上のPEI樹脂にフッ素樹脂を添加することにより調製し、この成形材料1を一軸伸長粘度が6000Pa・s〜20000Pa・sの範囲内でスピーカ振動板用フィルムを押出成形する。
(もっと読む)
集光シートの製造方法
【課題】熱による寸法変化が小さい集光シートを得ることができる集光シートの製造方法を提供する。
【解決手段】本発明に係る集光シートの製造方法では、少なくとも一方の表面に、略平行に配列された複数の突条1cを有する集光シート1を得る。本発明に係る集光シートの製造方法では、賦型ロールを用いて、該賦型ロールの表面に溶融押出しされたシート状の熱可塑性樹脂を圧着させ、少なくとも一方の表面に、略平行に配列された複数の突条を有する延伸前集光シートを得る。その後、該延伸前集光シートを上記突条の長さ方向に延伸する。上記熱可塑性樹脂のガラス転移温度をTg(℃)としたとき、上記延伸時に、上記延伸前集光シートを、(Tg−5)℃以上、(Tg+20)℃以下の延伸温度で、かつ1倍を超え、3倍以下の延伸倍率で延伸する。
(もっと読む)
同軸ケーブル用中空コア体の製造に用いる成形ダイス
【課題】 中空率が高く、真円度の良好な中空コア体を製造すること。
【解決手段】成形ダイス20は、フランジ22と先端凸部24とを有している。凸部24には、内部導体12の挿通用中心孔24aが設けられている。中心孔24aの外周には、内環状孔24bが隣接設置されると共に、内環状孔24bの外周から、当角度間隔で外方に向けて放射状に延びる6本の直線状孔24cが設けられている。直線状孔24cの外端間には、これらを連結する外環状孔24dが設けられている。このようなダイス24を用い、中心孔24a内に内部導体12を挿通させながら、内,外環状孔24b,24dおよび直線状孔24cから溶融した樹脂を概略垂直下方に押出して、溶融樹脂を冷却固化させると、所定断面形状の中空コア体が得られる。
(もっと読む)
押出樹脂板の製造方法
【課題】外観に優れ、かつ高温環境下での使用に対しても反り変形が抑制される押出樹脂板の製造方法を提供。
【解決手段】熱可塑性樹脂を押出機1、2で溶融混練して、ダイ3から押出成形し、少なくとも3本の冷却ロールで冷却して押出樹脂板6を得る押出樹脂板の製造方法であって、第3冷却ロールの回転軸53Aと第2冷却ロールの回転軸52Aとを結ぶ直線L1が、第2冷却ロールの回転軸52Aと第1冷却ロールの回転軸51Aとを結ぶ直線L2に対して、溶融樹脂4が第3冷却ロールに巻きかかる側と反対側の方向に3〜25度の傾きを有し、前記溶融樹脂4を、第3冷却ロールと第2冷却ロールとの間に挟み込み、冷却ロール52、53間で圧着して成形することを特徴とする押出樹脂板の製造方法。
(もっと読む)
積層押出樹脂板の製造方法
【課題】外観が良好でタックマークを発生せず、さらに反り変形が抑制された積層押出樹脂板の製造方法を提供すること。
【解決手段】最も熱変形温度の高い樹脂と最も熱変形温度の低い樹脂とが、10℃以上の熱変形温度の差を有する2種以上の熱可塑性樹脂をそれぞれ押出機1、2で溶融混練して、ダイ3から共押出成形し、少なくとも3本の冷却ロール51、52、53で冷却して積層押出樹脂板6を得る押出樹脂板の製造方法であって、最も熱変形温度の高い樹脂以外の樹脂からなる層が最終冷却ロール53に接触するように、溶融樹脂を、最終冷却ロール53と最終冷却ロール53より1つ手前の冷却ロール52との間に挟み込み、冷却ロール間で圧着し成形して積層押出樹脂板6を得、ヒーター7によって、積層押出樹脂板6を構成する2種以上の熱可塑性樹脂の熱変形温度の中で最も高い熱変形温度以上で、積層押出樹脂板6の両面のうち少なくとも一方の面を加熱することを特徴とする積層押出樹脂板の製造方法。
(もっと読む)
21 - 40 / 472
[ Back to top ]