
Fターム[4F208AB16]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 添加剤、配合剤 (552) | 化学構造を特定したもの (114) | 無機化合物 (79)
Fターム[4F208AB16]の下位に属するFターム
シリカ(二酸化珪素) (6)
炭素(←カーボンブラック) (13)
Fターム[4F208AB16]に分類される特許
1 - 20 / 60
成形品及びその製造方法
電気音響変換器用振動板の製造方法、及びそれによって作製された振動板、並びにその振動板を備えた電気音響変換器
ブロー成形品の製造方法
【課題】
解決すべき課題は、自動車用空調ダクトのように薄肉で複雑な形状のものの発泡ブロー成形を行う場合、特許文献1に開示されているような発泡倍率が1.5%〜10%という高倍率な発泡成形法だと、元々薄肉なパリソンが局部的に大きく膨らまされる途中で破裂してしまい、成形ができないという点である。
【解決手段】
着色剤を含む熱可塑性ポリオレフィン系の樹脂主原料に重曹のみを混入させてブロー成形機に投入し、成形時の熱によって重曹を熱分解させて主原料を発泡させることにより前記課題を解決した。
(もっと読む)
熱成形用フィルム向け硬化性樹脂組成物とこの樹脂組成物を積層した熱成形用フィルム
【課題】本発明は、耐擦傷性、例えば、軍手等の擦れ傷が発生し難く、耐薬品性、例えば、日焼け防止に用いるローション、ハンドクリームが付着したまま高温下で長時間曝されてもアクリル樹脂フィルム表面が荒れることなく、また、深絞り形状の成形品に成形した場合フィルム表面に割れが発生することがなく、表面硬度を備えた熱成形用フィルム及びその積層成形品を提供する。
【解決手段】末端基にイソシアネート基と反応可能な活性水素を有する変性ポリオルガノシロキサン(E)と無機微粒子(F)を有し、特定量の水酸基価とカルボン酸無水物基を含有するビニル系重合体(A)とポリイソシアネート化合物(B)の硬化性樹脂組成物を熱成形用フィルムに積層すると、耐薬品性、熱成形性および優れた耐擦傷性も奏する硬化性樹脂組成物を、熱成形用フィルムの片面に最外層として厚さ1〜20μmに積層した熱成形用樹脂フィルム。
(もっと読む)
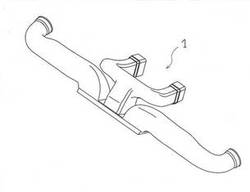
車両用装飾成形品の製造方法

【課題】耐食性が優れる車両用装飾成形品の製造方法を提供する。
【解決手段】車両用装飾成形品1の製造方法は、装飾基材6を成形する第一成形工程と、装飾基材6の表面に有色フィルム5を被服するフィルム被服工程と、有色フィルム5が被服された装飾基材6を成形金型8内に配置し、有色フィルム5の端末部5a,5bを覆うように装飾基材6の裏面側に成形品本体4を射出成形にて成形する第二成形工程と、を有する。
(もっと読む)
光反射成形体の製造方法及び金型
【課題】本発明は、優れた光反射性能及び光拡散性能を有する光反射成形体の製造方法を提供する。
【解決手段】 本発明の光反射成形体の製造方法は、光反射板を金型を用いて熱成形することによって光反射成形体を製造する光反射成形体の製造方法であって、上記金型の成形面には凹凸部が形成されており、上記成形面の凹凸部はその表面粗さRaが1〜20μmで且つ凹凸の平均間隔Smが5〜300μmであり、上記光反射板を加熱しながら上記金型の成形面に押し付けることによって上記金型の成形面に沿って成形すると共に、上記光反射板の表面に上記金型の成形面の凹凸部を転写して、表面粗さRaが1〜20μmで且つ凹凸の平均間隔Smが5〜300μmである凹凸面を有する光反射成形体を製造することを特徴とする。
(もっと読む)
自動車のラゲッジルーム用ボード及びその製造方法
【課題】強化繊維材を混入させたプラスチック材を分割金型間に配置して成形される、1対の中空ボード部と該中空ボード部間に圧縮薄肉化したヒンジ部を一体に設けてなるボードにおいて、特にそのヒンジ部における強度及び耐久性の向上と、ボード全体における外観の向上を図ることができるようにした自動車のラゲッジルーム用ボード及びその製造方法を提供する。
【解決手段】強化繊維材を混入させたプラスチック材を分割金型間に配置して成形される1対の中空状をした前後のデッキボード部17a,17bと、デッキボード部17a,17b間に圧縮薄肉化してなるヒンジ部17cを一体に設けてなるデッキボード17において、ヒンジ部17cの裏面側に、成形過程の溶解樹脂が浸透されて付着された不織布22を設けた。
(もっと読む)
耐燃焼性成形体の製造方法
【課題】難燃性、耐衝撃に優れた耐燃焼性シートを、良好に二次加工することができる耐燃焼性成形体の製造方法を提供することを目的とする。
【解決手段】耐燃燃焼性層が、熱可塑性樹脂及び黒鉛を含む耐燃焼性樹脂組成物によって形成され[耐燃燃焼性層の厚み]×[耐燃燃焼性層の熱伝導率]で規定する[耐燃燃焼性層の熱伝導量]が1.5mW/K以上である耐燃焼性シートを1段階目に予備延伸した後、2段階目に本成形する真空成形方法。
(もっと読む)
真空成形方法および成形体
【課題】
強化繊維と熱可塑性樹脂からなる成形材料を用いた真空成形方法において、作業性と深絞り形状に優れる真空成形方法および真空成形で得られた成形体の提供。
【解決手段】
本発明は成形体を構成するための(a)強化繊維と(b)熱可塑性樹脂からなる(c)繊維強化熱可塑性樹脂組成物からなるシートと、賦形性を向上させるための(d)樹脂フイルムからなる(e)真空成形用シートを、ヒーターで加熱溶融させた後、真空引き機構を備えた金型にセットし賦形、固化させることを特徴とする繊維強化熱可塑性樹脂組成物の真空成形方法である。
(もっと読む)
シート状の成形材料とその成形方法
【課題】成形型に形成されている排気口を塞ぐことのないプリプレグ等のシート状の成形材料とその成形方法との提供。
【解決手段】合成樹脂成分と強化繊維成分とを含むシート状の成形材料1における上面1bと下面1aとのうちの一方の面が成形材料1とともに変形して成形型12の表面12aに密着可能な第1の熱可塑性合成樹脂フィルム2で被覆され、成形材料1がそのフィルム2との複合体3を形成する。複合体3はフィルム2が成形型12の表面12aに密着するようにして成形される。
(もっと読む)
生分解性容器の製造方法およびその製造方法により製造された生分解性容器
【課題】表面が生分解性フィルムで被覆された生分解性容器を生産性よく製造できる生分解性容器の製造方法を提供すること。
【解決手段】生分解性容器の製造方法は、ヒータを内蔵すると共に真空引きするための真空引き孔が形成された嵌合可能な一対の雄型4と雌型5とからなる発泡成形用の金型を用い、雄型4と雌型5の表面にそれぞれ生分解性フィルム3を真空引きにより密着させてプレフォームしつつ生分解性材料を介在させて前記雄型4と雌型5を嵌合させ、前記雄型4と雌型5が嵌合した金型内で生分解性材料を加熱して発泡・焼成することにより発泡基材層の成形と同時に前記基材層の表面を前記生分解性フィルム3で被覆する工程を備える。
(もっと読む)
転写材およびこの転写材を用いた成型品の製造方法
【課題】電磁波シールド層と加飾層とを同時に形成できる転写材およびこの転写材を用いた成型品の製造方法を提供する。
【解決手段】離型性を有する基体シート10の表面に、離型性を有する保護層21および接着層24が形成された転写材において、透明性および柔軟性を有し、金属ナノ粉末をランダムな網目状パターンに形成した導電層3を介在させものである。保護層21と接着層24との間に絵柄層23を設けることができる。インモールド成型または真空圧空成型において、この転写材を成型品の表面に転写して電磁波シールド層と加飾層を同時に形成することができる。
(もっと読む)
深絞り成形同時転写用二軸延伸ポリエテルフィルム
【課題】 深絞り成形性に優れ、光沢ムラの少ないマット調外観の成形品を得ることのできる深絞り用成形同時転写用二軸延伸ポリエテルフィルムを提供する。
【解決手段】 イソフタル酸単位を5〜25モル%含む共重合ポリエステルからなり、少なくとも一方の表面に平均粒子径2.0〜20μmの粒子を0.1〜10.0重量%含有する厚さ4.0〜20μmの粒子含有の共押出層を有することを特徴とする深絞り成形同時転写用二軸延伸ポリエテルフィルム。
(もっと読む)
ポリエステルポリマー組成物の製法
【課題】摩擦係数及び透明度の改善されたポリエステル容器の提供。
【解決手段】約20〜約300 ppmの水を有する粘着防止剤を用いて低減された摩擦係数及び改善された透明度を有するポリエステル容器を製造する。これらの粘着防止剤の使用は、約1.0より小さい摩擦係数及び約4%より小さいヘイズ値の透明度を有するポリエステル容器を生ずる。
(もっと読む)
ブロー成形用組成物
熱成形用加飾シート及び加飾成形体の製造方法
【課題】真空成形同時加飾法等の熱成形において、エンボス等の物理的な方法を必要とせずに、加飾後の加飾表面に凹凸を有する加飾成形体を再現よく得る方法を提供する。
【解決手段】結晶化処理された熱収縮性を有する樹脂シート3上に赤外線吸収インキ4、5又は赤外線反射インキで絵柄を設けてなり、電磁波による加熱方式を用いた熱成形により凹凸が発現する熱成形用加飾シート、及び、前記熱成形用加飾シートを、保持した状態で、赤外線2照射により前記熱収縮性を有する樹脂シート3を非晶化する温度以上で加飾熱成形することにより加飾表面に凹凸を有する加飾成形体の製造方法。
(もっと読む)
繊維強化ブロー成形体及びその製造方法
【課題】長繊維材料で強化した繊維強化ブロー成形体の横方向の曲げ強度及び耐衝撃強度を向上させて、このブロー成形体の縦割れしやすい性質を改善する。
【解決手段】長繊維材料と短繊維材料の両方を強化材として含む繊維強化ブロー成形体。ブロー成形体は、直径2μm以上100μm以下、長さ2mm以上30mm以下の長繊維材料を、プラスチック材料に対して1質量%以上30質量%以下の割合で含み、さらに直径2μm以上100μm以下、長さ2mm未満の短繊維材料を含む。長繊維材料は、ブロー成形体の縦方向(パリソンの押出方向)に配向している。
(もっと読む)
チタン含有PETコポリエステル及びそれからなる肉厚のプリフォーム及び再充填可能な大容量容器
【課題】チタン含有PETコポリエステルを提供する。
【解決手段】本チタン含有PETコポリエステルは0.72〜0.90dl/gの固有粘度を有し、DSC分析により、20℃/分の所定加熱率での結晶化転移時の放出熱の最大量は10ジュール/グラム未満である。本チタン含有PETコポリエステルはポリエチレンテレフタレートを主成分として含み、全コポリエステル重量に対して2〜25ppmの濃度のチタン成分と、該コポリエステルに対してXモル%のイソフタル酸と、該コポリエステルに対してYモル%のジエチレングリコールと、該コポリエステルに対してZモル%の2,6‐ナフタレンジカルボン酸と
を含み、ここでX、Y、Zは
0≦X≦2.5;
1.0≦Y≦2.5;
0≦Z≦2.5;
2.5≦X+Y+Z≦7.5
を満たし、該PETコポリエステルは、10リットルを超える内部容量を有し20回まで返却され再充填が可能な射出延伸ブロー成形された再充填可能容器を製造するのに適している。
(もっと読む)
繊維強化複合材料の製造方法
【課題】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板の賦形と打ち抜き、またはトリミングを1工程の型締めで可能とする繊維強化複合材料の製造方法を提供すること。
【解決手段】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板を、熱可塑性樹脂が結晶性の場合は融点以上の温度まで、非晶性の場合はガラス転移温度以上の温度まで予備加熱し、予備加熱温度よりも低い温度でありかつ結晶性樹脂の場合は融点以下、非晶性樹脂の場合はガラス転移温度以下の一定温度に保持された金型中で賦形し、金型中の切削機能部分にて打ち抜きまたはトリミングすることを特徴とする繊維強化複合材料の製造方法。
(もっと読む)
ポリスチレン系樹脂発泡成形品の製造方法、及び、ポリスチレン系樹脂発泡成形品
【課題】深い垂直壁を有する収納凹部を形成した青果用トレー等の成形品の製造方法を提供する。
【解決手段】ポリスチレン系樹脂(a)、密度0.87g/cm3以上、0.92g/cm3以下のポリエチレン系樹脂(b)及びスチレンと共役ジエンとの共重合体またはその水素添加物(c)を含む樹脂組成物(i)を押出し発泡させ、そのポリスチレン系樹脂発泡シートを成形加工するポリスチレン系樹脂発泡成形品の製造方法であって、スチレンと共役ジエンとの共重合体またはその水素添加物(c)としてデュロメータタイプA硬度の値HDAが90以下で、密度が0.03g/cm3以上、0.2g/cm3以下で、且つ1kgf荷重時の部分圧縮変位量が0.60mm以上となるポリスチレン系樹脂発泡シートを成形加工によって、シート平面方向に対する垂直壁の高さが25mm以上となる収納凹部10を形成したポリスチレン系樹脂発泡成形品を製造する。
(もっと読む)
1 - 20 / 60
[ Back to top ]