
Fターム[4F208AB25]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 添加剤、配合剤 (552) | 形状 (61) | 短繊維、ウイスカー (42)
Fターム[4F208AB25]に分類される特許
21 - 40 / 42
パネル及びそのパネルの製造方法
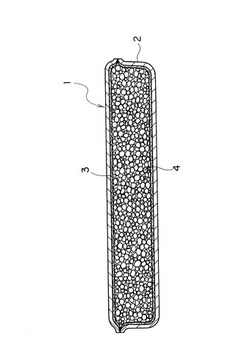
【課題】内部が中空なパネル本体内に発泡用原料を注入し、その発泡用原料をパネル本体内で発泡させて成るパネルにおいて、パネル本体内の発泡体がパネル本体の内面に強固に接合されるようにして、パネルの剛性を高める。
【解決手段】パネル1は、内部が中空に形成されたパネル本体2と、該パネル本体2の内面に接合された不織布3と、該パネル本体2内に充填された樹脂製の発泡体4とを具備し、その不織布3のアンカー効果によって、発泡体4がパネル本体2の内面に強固に接合される。また、パネル本体2は、繊維によって強化された樹脂より成り、これによってパネル本体2の剛性と強度が高められる。
(もっと読む)
多層筒状成形体

【課題】本発明は、層間の密着性に優れ、低コストで生産でき、リサイクル可能な高い耐熱性を持つ多層成形体を提供する。
【解決手段】多層成形体が、ポリアリーレンサルファイド系樹脂95質量%から80質量%及びオレフィン系エラストマー5質量%から20質量%からなる第一ポリアリーレンサルファイド系樹脂組成物を含む最内層と、前記最内層のさらに外側に配置され、第一ポリアリーレンサルファイド系樹脂組成物100質量部に対し強化繊維を5から35質量部配合した第二ポリアリーレンサルファイド系樹脂組成物からなる外層と、を備える。
(もっと読む)
中空成形体及びその成形方法
【課題】フランジ部の剛性を高める。
【解決手段】
バンパービーム1は、成形の際内部に加圧オイルを導入することにより加圧膨張した袋状バッグ7と、該バッグ7の外周に配置されたシート状SMC成形材30,32を上記オイルによるバッグ7の膨張圧により成形型35の成形面31a,33aに押圧密着させて角筒状に成形されたバンパービーム本体9と、該バンパービーム本体9から外方へ張り出すフランジ部11とを備えている。上記バンパービーム本体9の端面1aには、該バンパービーム本体9の成形の際、オイルを導入する導入孔13が上記バッグ7の内部に連通するように形成され、上記フランジ部11及び導入孔13周りは、上記バンパービーム本体9の成形の際、該バンパービーム本体9の肉厚よりも厚く成形されている。
(もっと読む)
押出ブロー成形物品
ジカルボン酸成分とグリコール成分とを有するポリエステルを含む押出ブロー成形(EBM)物品である。ジカルボン酸成分は、少なくとも90モル%のテレフタル酸残基を含む。グリコール成分は、少なくとも75モル%のエチレングリコール残基と15〜25モル%の二官能グリコール(例えば1,4−シクロヘキサンジメタノール等)の残基とを含む。このようなEMB物品は、低減されたヘイズ、低減されたシャークスキン、および/またはPETリサイクルにおける増大された親和性を示すことができる。 (もっと読む)
熱成型用シート
【課題】
嵩高で、取り扱い性、物理的特性、加工性、および保形性にも優れた熱成型用シートを提案する。
【解決手段】
マトリックス成分(A成分)と補強成分(B成分)が熱可塑性樹脂からなり、A成分とB成分の重量比(A/B)が70/30〜40/60で構成され、表面積当りのエンボス加工による最密充填部の面積が5〜30%であり、縦方向の伸度が100%未満である熱成型用シートにおいて、マトリックス成分の融点TmAと補強成分の融点TmBの関係が、TmA≧120℃、TmB−TmA≧80℃を満し、マトリックス成分の変形開始温度TmfAと融点TmAの関係が、60℃≦(TmA−TmfA)≦110℃、60℃≦TmfAを満たし、補強成分の繊維長が有限長であり、平均見掛密度が100kg/m3〜400kg/m3であることを特徴とする熱成型用シート。
(もっと読む)
ブロー成形用強化ポリアミド系樹脂組成物およびそれを用いたブロー成形品
【課題】 ガラス繊維等の強化材配合ポリアミド樹脂組成物のブロー成形性を改良し、複雑な形状の製品や多くのインサート部品を一体成形する三次元ブロー成形や多次元押出ブロー成形、多層成形等の高度なブロー成形性を有するポリアミド樹脂組成物を提供する。
【達成手段】 相対粘度2.5〜3.8の結晶性ポリアミド樹脂(A)、非晶性ポリアミド樹脂(B)、グリシジル基を2個以上含有する反応基含有アクリル共重合体(C)及び繊維状強化材(D)からなる樹脂組成物であって、該樹脂組成物の示差走査型熱量計(DSC)で求められる降温結晶化温度をTc2N(℃)、前記樹脂組成物の中で前記(B)成分のみを含有しない場合の降温結晶化温度をTc2M(℃)としたとき、下記関係を満足し、かつ前記樹脂組成物の融点より25℃高い温度で、0.5mm/分の剪断速度で測定した溶融粘度が3,000〜40,000Pa・sであることを特徴とするブロー成形用強化ポリアミド系樹脂組成物。 Tc2M(℃)−Tc2N(℃) ≧ 5(℃)
(もっと読む)
熱可塑性樹脂複合材料成形品の成形方法
【課題】本発明は、空隙がほとんどなく繊維分散性のよい熱可塑性樹脂複合材料成形品を短時間で成形反りを発生させることなく成形できる成形方法を提供することを目的とする。
【解決手段】補強繊維材料に熱可塑性樹脂材料が偏在する被成形材料を用いて、被成形材料に対する当接部において均一な厚さに形成された一対の成形型体の間に被成形材料を配置し、被成形材料の周囲から内部の気体が排気可能となるように被成形材料の両側から成形型体により挟持して圧接した状態に設定し、成形型体と密着するように当接面が形成された一対の加熱プレス型体の間に成形型体を設置し加熱・加圧処理し、成形型体と密着するように当接面が形成された一対の冷却プレス型体の間に成形型体を設置し冷却・加圧処理することで、補強繊維材料中に熱可塑性樹脂材料を含浸し一体化させ成形する。
(もっと読む)
被成形材の成形方法
複合部品の製造における被成形材を成形する製造方法に関するものである。その方法は、雄型の上に、前記雄型の頂部の上に位置する第1の部位及び該雄型の片側に突き出す第2の部位とを有する前記被成形材と隔壁を載置する工程と、前記隔壁の全域に亘って圧力差を与え、前記圧力差を与える際に前記雄型を超えて前記隔壁を広げることにより、前記雄型の側部に前記被成形材の第2の部位を接触させて次第に変形させる工程を有する。前記隔壁は、該隔壁の平面内で5MPa超の引張係数を有する。任意に、支持膜は、前記被成形材の対向する側部に載置しても良い。支持膜が使用される場合において、前記隔壁は、該隔壁の平面内で、支持膜の平面内における剛性よりも大きい剛性を有する。  (もっと読む)
(もっと読む)
成型品の形成方法
成形済熱可塑性シートの形成方法は、輪郭および孔を有する内側成形面と、周縁とを有する第1型部とを備える成形装置を用意する工程を備える。少なくとも1つのシート保持器がフレームの上側面に取り付けられる。フレームは、第1型部の少なくとも一部および周縁を取り囲む。各シート保持器は、第1型部の周縁に対して位置決め自在のクランプ部を備える。加熱された熱可塑性シートの第1部分がクランプ部内に保持された状態で、この方法の工程は独立して、逆進可能に横方向に各シート保持器を移動させて、第1型部の周縁に近づくか、および/または、周縁から遠ざからせる工程を備える。シート保持器の位置決めによれば、内側成形面と、最終成型品の様々な部分の厚さを決定する加熱された熱可塑性シートとの接触が局所的に調整される。 (もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】成形型のコア部を移動してブロー成形体内に注入された発泡性樹脂の発泡を促進させる樹脂成形品の成形において、コア部の移動に対してブロー成形体の追従性が低下することを抑制することができる樹脂成形品の成形方法及び成形装置を提供する。
【解決手段】パリソンをブロー成形して形成される中空のブロー成形体23の内部に発泡性樹脂31の注入を開始した後に、成形型10のキャビティの容積を拡大させるように成形型のコア部13を移動し、前記発泡性樹脂の発泡を促進させて前記ブロー成形体を膨張させるようにした樹脂成形品の成形において、前記成形型のキャビティの容積を拡大させるように前記成形型の前記コア部の移動を開始した後に、前記ブロー成形体内に溶融した発泡性樹脂39を追加注入することを特徴とする。
(もっと読む)
FRP中空成形品の内圧成形法
【課題】本発明の課題は、外観の綺麗なFRP中空成形品を容易に得るための内圧成形法を提供することにある。
【解決手段】プリプレグを用いて内圧成形法によりFRP中空成形品を成形するに際し、先ず、該成形品の賦形型に、該成形品の表層部形成用のプリプレグ以外のプリプレグを敷設・積層して、内部に内圧バッグを有する賦形物を作成し、次いで、該賦形物を、前記表層部形成用のプリプレグを内表面に敷設した金型にセットし、その後、該金型を型締めし内圧成形法により成形することを特徴とするFRP中空成形品の内圧成形法。
(もっと読む)
セルロース繊維含有成形体及びその製造方法、セルロース繊維含有ペレット及びその製造方法並びにセルロース繊維含有複層構造体
【課題】セルロース繊維を含有していても真空成形又は真空圧空成形での成形性を改善でき、表面がつや消し調のセルロース繊維含有成形体及びそれに用いるセルロース繊維含有複層構造体を提供すること、および粉砕されたセルロース繊維の計量性が良好で混練作業性を改善でき、またセルロース繊維を多く含有していても熱黄変と焼け臭気の発生とを防止しうるセルロース繊維含有ペレット及びその製造方法並びにそのペレットを用いたセルロース繊維含有成形体の製造方法を提供する。
【解決手段】セルロース繊維含有成形体は、無延伸ポリオレフィンフィルムの少なくとも一方の面に、セルロース繊維、エチレン・α‐オレフィン共重合体及びエチレン・プロピレンランダム共重合体を含有するポリオレフィン系樹脂組成物層が形成された複層構造を有し、延伸されていることを特徴とする。
(もっと読む)
制電性樹脂成形品及びその二次成形品
【課題】熱成形(二次成形)によって制電性が低下せず、むしろ制電性も透明性も実質的に向上する制電性樹脂成形品と、これを更に熱成形した二次成形品を提供する。
【解決手段】熱可塑性樹脂の透明な基材の表面に、曲がりくねって絡み合う線径が100nm以下、アスペクト比が5以上の極細の長炭素繊維を2〜15重量%含んだ厚さ0.15〜3.5μmの熱可塑性樹脂の透明な制電層を有する成形品であって、3倍の成形倍率で更に熱成形したときの制電層の表面抵抗率が熱成形前の制電層の表面抵抗率以下となり、また、1.1〜10倍の成形倍率で更に熱成形したときの全光線透過率が60%以上、ヘーズが20%以下、制電層の表面抵抗率が1012Ω/□未満となる制電性樹脂成形品とする。二次成形品は、この制電性樹脂成形品を1.1〜10倍の成形倍率で更に熱成形したものである。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】表皮付きの中実樹脂成形品を生成するにあたり、金型のコアバックに伴う表皮の薄肉化を防止すること。
【解決手段】押出機から非発泡性の溶融樹脂からなる筒状体を金型内に押し出す押出工程と、前記金型内において前記筒状体を膨らませるブロー成形工程と、膨らんだ前記筒状体内に発泡性の溶融樹脂を充填する充填工程と、前記金型のコアバックにより前記金型内のキャビティ空間を増大させ、前記発泡性の溶融樹脂を発泡させるコアバック工程と、を備えた樹脂成形品の成形方法であって、前記押出工程では、前記押出機から前記筒状体の内部空間を区画する、非発泡性の溶融樹脂からなる区画壁体を前記筒状体と共に押出し、前記筒状体のうち、前記コアバック工程における前記金型のコアバックにより延伸する延伸部分に前記区画壁体が積層された成形品を生成することを特徴とする。
(もっと読む)
フィルムインサート成形法による装飾プラスチックグレージングアセンブリ
本発明は、フィルムインサート成形(FIM)法によって製造される自動車用グレージングアセンブリを提供する。グレージングアセンブリは、インクが熱成形及び射出成形の全ての作業の間、均一な不透明度及び安定性を示し、また複雑な3−D形状に成形できるように、ポリエステル及びポリカーボネート樹脂のブレンドを含むインク組成物を有する透明プラスチック基材を備える。インク組成物を含むグレージングアセンブリは、さらに、ピンホール及びマイクロクラックのような表面欠陥を免れている。 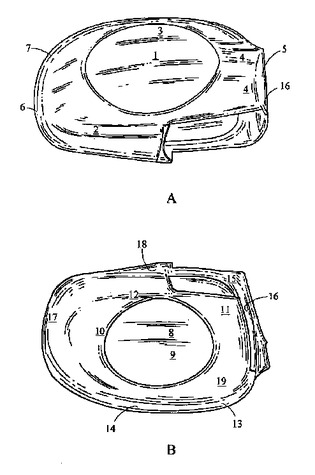 (もっと読む)
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】 発泡性樹脂に基づく発泡を促進しつつ、薄肉化を防止できる樹脂成形品の成形方法を提供する。
【解決手段】 成形型4内のブロー成形体41内に溶融発泡性樹脂70を供給し、その後、成形型4を型開き方向に所定量開いてキャビティ27を増大させる。これにより、溶融発泡性樹脂70を発泡させてブロー成形体41を膨張させる。一方、ブロー成形体41の膨張に基づいてブロー成形体41が延伸された部分44に対しては、成形型4の所定量の型開き動作終了後に、溶融非発泡性樹脂45を補給して、ブロー成形体41の延伸された部分44が他の部分に比して薄肉化することを防止する。
(もっと読む)
熱可塑性樹脂成形品の成形方法
【課題】 本発明は、熱可塑性樹脂成形品の成形方法において、溶融状態の樹脂に含まれる補強繊維の挙動の特性を利用して、スキン層又は成形品の曲げやねじり等の荷重に対する強度を向上すると共に、外観性を向上させる。
【解決手段】 コア層Bとスキン層Aとを有する熱可塑性樹脂成形品の成形方法であって、第1の熱可塑性樹脂ペレット材xと、該ペレット材xより成形溶融温度において低粘度かつ結晶化速度が遅く、かつ補強繊維G…Gを含有する第2の熱可塑性樹脂ペレット材yとの混合材を用い、前記第1のペレット材xでコア層Bを、第2のペレット材yでスキン層Aをそれぞれ成形する。スキン層Aの結晶化が遅れる間に、スキン層Aの表面に露出する補強繊維G1〜G4が沈降する。
(もっと読む)
ブロー成形物品用のポリアミド組成物
ブロー成形用の高温ポリアミド樹脂組成物およびかかる組成物からブロー成形された物品が提供される。ブロー成形物品は、優れた耐熱性、耐化学薬品性および寸法安定性を示す。組成物は少なくとも275℃の融点および少なくとも60℃のガラス転移温度を有する。組成物は芳香族ポリアミド、衝撃改質剤、および安定剤を含む。芳香族ポリアミドは、カルボン酸成分と脂肪族ジアミン成分とから誘導された繰り返し単位を有するポリマーまたはコポリマーであり、カルボン酸成分はテレフタル酸またはテレフタル酸と1つまたは複数の他のカルボン酸との混合物であり、脂肪族ジアミン成分はヘキサメチレンジアミンまたはヘキサメチレンジアミンと2−メチルペンタメチレンジアミンもしくは2−エチルテトラメチレンジアミンとの混合物である。衝撃改質剤は、(i)カルボン酸、その無水物、マレイミドまたはエポキシ化合物でグラフトされたエチレンポリマーおよびコポリマー、(ii)オレフィン/アクリル酸/酸無水物ターポリマーおよびアイオノマー、ならびに(iii)カルボン酸の無水物でグラフトされたスチレン系熱可塑性エラストマーの群から選択される。安定剤は、(i)ホスファイトおよびホスホナイト安定剤、(ii)ヒンダードフェノール安定剤、(iii)ヒンダードアミン安定剤、ならびに(iv)芳香族アミン安定剤の群から選択される。 (もっと読む)
層状成形品における又はそれに関係する改良
【課題】基体に接着した発泡可能材料が未発泡状態の層状成形品を得る。
【解決手段】成形された基体に接着した発泡可能材料からなる層状成形品が、発泡可能材料の片を金型内に置き、そして基体が発泡可能材料に接着するが発泡可能材料に発泡を起こさせることがないように発泡可能材料の通常の発泡温度より上の温度で金型内において基体を成形することによって製造され、成形プロセスは射出成形またはブロー成形であることができ、そして成形品は自動車用の音響バッフルまたは構造強化材として有用である。
(もっと読む)
構造強化樹脂物品及びその製造方法
造形多層物品の形成方法は、強化樹脂基板を熱成形温度に加熱して加熱基板とし、加熱基板の表面を造形表面部品の表面と接触させ、このとき加熱基板はその表面に、加熱基板を造形表面部品に結合するのに十分な濃度の加熱樹脂を含有し、加熱基板を約500psi(3447kPa)以下の圧力で熱成形して熱成形基板の表面と造形表面部品の表面との界面に結合を形成する工程を含む。 (もっと読む)
21 - 40 / 42
[ Back to top ]