
Fターム[4F208LA01]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (2,436) | ホットパリソンブロー成形 (727)
Fターム[4F208LA01]に分類される特許
101 - 120 / 727
無菌充填包装体の製造方法、及び製造装置
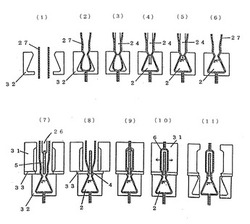
【課題】内容物の注出具の保護性、内容物の注出性及びタンパーエビデント性が改善された、折り畳み誘導線が形成されたプラスチック容器本体内に内容物を無菌的に充填すると共に、前記容器本体と一体成形された保護ケース内に注出具を収納した無菌充填包装体の製造方法及び製造装置を提供する。
【解決手段】次の工程で無菌充填包装体を製造する。(1)パリソン27をプラスチック容器本体用金型32に配置し(2)パリソン27内に挿入したノズル24から無菌エアーを吹き出して容器本体2のブロー成形を行った後に、(3)該ノズル24から容器本体2内に内容物を充填後、該ノズル24を退避させ、ついで(4)内容物の注出具5を容器本体2の上部のパリソン27に挿入した後に、(5)保護ケース用金型31の型締めを行い、(6)前記容器本体2の上部のパリソン27から保護ケース6を形成する。
(もっと読む)
発泡成形体の製造方法

【課題】化学発泡剤を用いて見掛け密度の小さい発泡成形体を製造できる発泡成形体の製造方法を提供する。
【解決手段】本発明の発泡成形体の製造方法は、重曹マスターバッチと、当該重曹マスターバッチとは別に形成されたクエン酸マスターバッチと、原料樹脂と、をそれぞれ押出機に投入し混練してなる混合樹脂を、押出機から押し出して発泡成形体を成形する。
(もっと読む)
組込部品付きプラスチック中空体の製造方法及び組込部品付きプラスチック容器
【課題】中空体内に組込部品を特に簡単且つ確実に固定することが可能な組込部品付きプラスチック中空体の製造方法を提供する。
【解決手段】成形キャビティを形成する分割構造のブロー成形金型9a,9bを縦に分割開放して形成される金型開放間隙に可塑化プラスチック材料からなる1つ以上の帯板状又はチューブ状のパリソン13を垂下配置すると共に該金型開放間隙内に最終製品に内蔵させるべき少なくとも1つの組込部品1を配置し、これらパリソン13と組込部品1の周りで金型を閉じることにより金型で囲まれたキャビティ内でパリソン13を製品外形にブロー成形する。成形中又は成形直後に依然として塑性状態にある製品内壁に組込部品1を押し付け、製品内壁の塑性状態のプラスチック材料の一部を組込部品1の少なくとも1つの穴から該穴の背後にまで流入させる。
(もっと読む)
フッ素変性クロム触媒を用いて製造される高密度ポリオレフィンから作製される中空プラスチック製品
【課題】1個以上の開口部を有し且つ1層以上の層構造である中空プラスチック製品を提供する。
【解決手段】該中空プラスチック製品は、フッ素変性クロム触媒を用いて製造されたポリオレフィンから作製される1層以上の層を含んでいる。プラスチック燃料容器、ガソリンのキャニスター、プラスチックタンク、またはプラスチックボトル等として使用する方法。
(もっと読む)
押出成形用ポリ乳酸含有ポリプロピレン樹脂組成物、その製造方法及びそれからなる押出成形体
【課題】優れた曲げ弾性率、耐熱性及び耐衝撃性と、優れた溶融張力を持ちブロー成形体などの押出成形体を容易に形成することができる押出成形用ポリ乳酸含有ポリプロピレン樹脂組成物、その製造方法及びそれからなる押出成形体を提供する。
【解決手段】下記成分(A)30〜89.5重量%、成分(B)0.1〜5重量%、成分(C)10〜50重量%及び成分(D)0.4〜15重量%を含有する樹脂組成物であって、MFR(230℃)5g/10分以下、曲げ弾性率1500MPa以上、190℃の溶融張力10g以上、熱変形温度80℃以上である押出成形用ポリ乳酸含有ポリプロピレン樹脂組成物など。
成分(A):MFR(230℃)10g/10分以下で曲げ弾性率1800〜2600MPaのポリプロピレン樹脂
成分(B):無水マレイン酸変性ポリオレフィン系樹脂など
成分(C):MFR(190℃)1〜7g/10分のポリ乳酸系樹脂
成分(D):エポキシ変性ポリオレフィン系樹脂
(もっと読む)
バリヤープラスチック小塊を含むベースプラスチックからなる層
【課題】少なくとも1つのバリヤープラスチック層及び1つのベースプラスチック層を含む多層中空体をリサイクルして、中間層及び外部層の両方に用いることができ、その結果として、特に大きなスケールの製造及び/又は高価な材料を伴う製造において実質的な節約を達成することができる方法及びこの方法を用いた多層構造を提供する。
【解決手段】ベースプラスチックと不相溶性であるバリヤープラスチックを含む1μm以下の直径の小塊を分散した形状で含む、ベースプラスチックからなる層;少なくとも1つのそのような層を含む多層構造及びそのような層/構造の製造方法。
(もっと読む)
合成樹脂ブロー成形容器及びその成形方法
【課題】 本発明は単純なグラデーション状の模様をさらに複雑に発展させて、色調を大理石調の模様等に見られるように多様に変化させたブロー成形容器を創出することを課題とする。
【解決手段】 基体層を形成する円筒状基体層流路と、この基体層の外側に比較的薄肉の着色した加飾層を形成する円筒状加飾層流路を有する多層共押出し成形用ダイスを用い、加飾層を形成する加飾層樹脂の供給速度を周期状に変動させて円筒状加飾層流路に供給し、加飾層樹脂の溶融粘度と、加飾層を形成する流路の形状と、加飾層樹脂の周期状の供給パターンの組み合わせにより、円筒状加飾層流路内での流動態様を軸方向及び周方向に変動させ、この変動により加飾層の層厚を多様に変化させた多層パリソンを成形し、加飾層の層厚が多様に変化し、この層厚変化により色調が多様に変化した模様を外側面に現出させた容器をブロー成形する。
(もっと読む)
ブロー成形容器
【課題】有底筒状の胴部10より肩部を介して口頸部を起立し、保形性のある外層oと、外層o内面に剥離可能に積層した内層iとから構成され、接着層と対向位置の係止手段が挟持強度をより大きく発揮できて、デラミ現象の進行に関わりなく、最後まで内容物の安定した注出動作を得ることができるブロー成形容器を提案する。
【解決手段】外層と内層とを、全高さ範囲に亘って接着する、縦帯状の一つの接着層20を設け、胴部10を内方へ凹設した凹陥部30を形成するとともに、胴部10の中心軸に対して接着層20と軸対称位置の凹陥部30内中央部に、内層i相互が融着した状態で外層oと内層iとを突出した形態の板状融着部40を設け、該板状融着部40は、パリソン60の板状融着部該当部を金型により挟持した状態で、ブロー成形して形成した。この板状融着部による内層の係止形態が強固で安定した注出動作を得られる。
(もっと読む)
パリソン移送方法及び装置
【課題】本発明は、1対の挟持部に少なくとも1個の固定ブロックと回動自在な1対のブロックを設け、各挟持部の接近により、各ブロックによってパリソンの上部の外周を挟持して移送することを目的とする。
【解決手段】本発明によるパリソン移送方法及び装置は、1対の挟持部(50,51)に少なくとも1個の固定ブロック(54,55)及び回動可能な1対の第1ブロック(61,61)を設け、各挟持部(50,51)を前進させ、固定ブロック(54,55)と各第1ブロック(61,61)間にパリソン(P)の外周(P2)が挟持された状態でパリソン(P)を移送する方法と構成である。
(もっと読む)
ブロー成形品用芯材
【課題】大きな外的衝撃力が作用しても、シート材が芯材から剥がれることのないブロー成形品を提供する。
【解決手段】芯材と、芯材の外周面に密着させた樹脂製シート材と、からなるブロー成形品における前記芯材(100)であって、外周面には、樹脂製シート材を構成する樹脂が局部的に貯留される樹脂溜まり部(110)が形成されている。
(もっと読む)
パリソン長測定方法及び装置
【課題】本発明は、クロスヘッドの下方位置に、動作機構を介して複数の非接触型のセンサを直線移動させ、パリソン長、ドローダウン量、パリソンスウェルの観測を行うことを目的とする。
【解決手段】本発明によるパリソン長測定方法及び装置は、パリソン(3)の下方に複数の非接触型のセンサ(92)が動作機構(91)を介してラジアル方向(A,B)に直線移動可能に配設され、パリソン(3)の最下部(3a)と各センサ(92)との距離を演算部(94)で演算し、パリソン長、ドローダウン量、パリソンスウェルの観測を行う方法と構成である。
(もっと読む)
樹脂製容器、及び樹脂製容器の製造装置
【課題】容器本体に部分的に形成される被覆層を、該被覆層が形成されない部位との境界部分において厚みを変化させることで、より一体感のある装飾デザインを施したりすることができる樹脂製容器、及び樹脂製容器の製造装置を提供する。
【解決手段】樹脂製容器1は、押出機から押し出されたパリソンをブロー成形することによって製造される樹脂製容器1であって、容器本体2と、前記容器本体2の全部又は一部を覆う被覆層とを少なくとも備え、前記被覆層3が、高さ方向に沿って、0.1〜1.5μm/mmの減少率で連続的に厚みを減じる肉厚減少部6を有し、前記被覆層3が、高さ方向に沿って厚みを減じながら消失する構成とする。
(もっと読む)
ブロー成形機
【課題】ブロー成形機で使用された後の高圧排気を従来よりさらに有効活用する。
【解決手段】金型19でパリソンP3をブロー成形して樹脂製容器P4を成形した後で、金型19から排気された高圧排気を高圧排気供給管路38を介してスクロール膨張機40の固定スクロール42と旋回スクロール44とで形成される膨張室Eに供給する。該高圧排気の膨張エネルギーで回転軸46を回転させ、回生用発電機48によって回生電力を得る。膨張室Eの出口42bから出た大気圧付近の空気は、排気戻し管路50を介して高圧空気圧縮機52に送られ加圧される。加圧された空気は再びブロー成形工程に使用され、又は減圧機構58で減圧されて、シリンダ12のピストン14の駆動用若しくはプレフォーム工程に使用される。
(もっと読む)
ブロー成形容器
【課題】有底筒状の胴部10より肩部を介して口頸部を起立し、保形性のある外層oと、外層o内面に剥離可能に積層した内層iとから構成され、接着層と対向位置の係止手段が挟持強度をより大きく発揮できて、デラミ現象の進行に関わりなく、最後まで内容物の安定した注出動作を得ることができるブロー成形容器を提案するものである。
【解決手段】外層oと内層iとを、全高さ範囲に亘って接着する、縦帯状の一つの接着層20を設け、接着層20を避けた外層o部分に外気導入孔を穿設し、胴部10の中心軸に対して接着層20と軸対称位置に、胴部10内に一端を開口し、基端の小径部40a の外方に外面を閉塞された大径部40b を連設した形態の内層i及び外層oで形成される膨出突部40を突設した。この膨出突部による内層の係止形態が強固で安定した注出動作を得られる。
(もっと読む)
多層発泡体の製造方法
【課題】空気だまりが発生し難く、且つ、発泡倍率を向上させることが可能な多層発泡体の製造方法を提供する。
【解決手段】発泡層(102)の外面に非発泡層(101)を有する多層樹脂(200)を押し出し、その多層樹脂(200)の最内面同士を接着し、多層樹脂積層体(201)を形成する。そして、多層樹脂積層体(201)の最外面とキャビティ面(12a,12b)との間に隙間が空くように多層樹脂積層体(201)を金型(11a,11b)で挟み込み型締めし、多層樹脂積層体(201)をキャビティ面(12a,12b)に沿った形状に成形し、多層発泡体を成形する。
(もっと読む)
中空成形機の制御方法及び装置
【課題】本発明は、射出用油圧シリンダの圧力を計測し、クロスヘッド内の樹脂圧力の制御を行い、パリソンの品質を安定させることを目的とする。
【解決手段】本発明による中空成形機の制御方法及び装置は、樹脂(81)の計量充填時における前記射出用油圧シリンダ(16)の圧力を圧力フィードバック値(FB)として圧力計(72)で計測し、前記クロスヘッド(60)内の樹脂圧力を前記圧力フィードバック値(FB)を用いて前記油圧回路(70)により制御する方法と構成である。
(もっと読む)
多層ブローボトル及びその製造方法
【課題】PEN、PET、又はPEN/PET混合物を外層とし、PPを内層とし、意匠性が高く、水蒸気バリヤ性及び耐衝撃性も高い多層ブローボトルを安価に提供する。
【解決手段】ダイレクトブロー成形法によって製造され、PEN、PET、及びPEN/PET混合物のいずれかを外層材とし、ポリプロピレン樹脂を内層材とし、外層材と内層材が接着剤層を介して接合された多層ボトルであって、前記内層材が、高溶融張力ポリプロピレンを重量比において40%以上含有するポリプロピレン樹脂層である多層ブローボトルであって、外層用スクリュー式押出成形機においては、成形機内の温度が吐出口に向かって低下する様に温度勾配を設け、内層用スクリュー式押出成形機及び中間層用スクリュー式押出成形機においては、成形機内の温度が吐出口に向かって上昇する様に温度勾配を設ける。
(もっと読む)
ブロー成形方法
【課題】 歩留まりやサイクルタイムなど生産効率が向上するブロー成形方法を提供する。
【解決手段】 1台の成形機2の左右の金型取付板11a,11bに左金型3aと右金型3bからなる第1金型3と左金型4aと右金型4bからなる第2金型4を上下方向に取り付け、これらの金型3,4にパリソン5を供給して製品を2個同時に成形する。第1金型3と第2金型4は、それらの製品面が互いに同じ向きで、互いの金型分割面のずれ幅が最小になるように金型取付板11a,11bに取り付けられる。
(もっと読む)
中空状プランター
【課題】適度な水分を持続的に供給可能な中空状プランターの提供。
【解決手段】ブロー成型を行う前に、中空状の連接ユニットBが金型9の内側表面に取り付けられ、金型9を閉じた後、ブローピン95を金型9内に位置する溶融プラスチックパリソンP内に挿入して加圧気体を注入し、半固溶状態の膨張したプラスチックパリソンPを金型9の内側表面に貼り付かせると共に、連接ユニットBの連接孔21,31,400,401を封鎖させ、気体の圧力で、膨張したプラスチックパリソンPを連接孔21,31,400,401内に押し入れ、破裂させて連接孔21,31,400,401の内壁に貼り付かせ、プランターユニットと連接ユニットBを気体漏れのないよう結合し、連接ユニットBの連通区域22,32,402とプランターユニットの空間区域12を連通させる。
(もっと読む)
パリソン形成方法とこの形成方法で形成したパリソンを用いるブロー成形方法
【課題】パリソンの肉厚制御と相俟って、ブロー成形に必要な長さと肉厚輪郭形状及び所望重量のパリソン安定化方法を提供する。
【解決手段】パリソンリフター80の下降速度切換位置をプログラマー10のプロファイル画面で指定されたポイントをパルス信号としてPLC演算装置110に出力する。PLC演算装置110において、パリソンリフター速度設定部130から入力されるパリソンリフター速度設定値とポイントに基づいてポイントに対応するモーター速度を求め、モータードライバー100にモーター速度指令信号を出力する。次いで、モータードライバー100で速度指令信号に基づいてサーボモーター90を駆動制御して、前記パリソンリフター80の下降速度切換位置毎で、パリソンリフター80の下降速度を増減する。この下降速度の増減と、コア30の位置変位による肉厚制御都により、所望輪郭、長さ、肉厚寸法のパリソンPを形成する。
(もっと読む)
101 - 120 / 727
[ Back to top ]