
Fターム[4F208LA01]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (2,436) | ホットパリソンブロー成形 (727)
Fターム[4F208LA01]に分類される特許
161 - 180 / 727
合成樹脂製二重容器及びその製造方法

【課題】従来の二重容器やデラミボトルにおける制約や難点を解消するものであり、外殻を形成する外容体と減容変形機能を発揮する内容体からなる二重容器において外容体の口筒部を広口にする等の形状的な制約を小さくし、外容体と内容体の簡略な組付け固定を可能とする合成樹脂製二重容器を提供する。
【解決手段】合成樹脂製二重容器において、外容体11と内容体21は共に合成樹脂製のブロー成形壜体で、内容体は、肩部23から底部25にかけての部分を萎み変形が自在に薄肉に成形したものであり、また内容体は、肩部から底部にかけての部分を萎み状、あるいは押潰し状に縮径変形させて外容体の口筒部12を通して、内部に挿入後、前記縮径変形部分を膨出状に元の形状に復元させたものであり、外容体から内容体が抜け出し不能に、内容体の肩部が外容体の肩部13に下方から係止する構成とする。
(もっと読む)
二重筒

【課題】流入口の形状、外部中空成形体と内部筒とのスペース及び流量を確保しつつ、狭い場所に設置することが可能な二重筒を提供する。
【解決手段】断面形状が扁平形状である中空成形体と、中空成形体の内部に設けられる内部筒と、を有する二重筒であって、内部筒は、中空形成体の開口部から中空形成体の外部に突出した外部筒部と、開口部から中空形成体の内部に突出した内部筒部と、を有し、外部筒部の断面形状と内部筒部の断面形状が異なり、内部筒部の断面形状は、中空成形体と同様に扁平であり、内部筒部の内側の面積は、外部筒部の内側の面積以上の大きさである。
(もっと読む)
二重筒の製造方法
【課題】成形が容易な排水トラップ及びその製造方法を提供する。
【解決手段】排水が流入する流入口部22と、排水を溜める溜水容器部23と、溜水容器部23の内部に位置し、流入口部22から流入した排水を溜水容器部23の底部まで通す流入管部24と、溜水容器部23上部に位置し、排水を外部に排出する排出口部25、26と、を有し、流入口部22と、溜水容器部23と、排出口部25、26と、が樹脂により一体成形されている。
(もっと読む)
繊維強化ブロー成形体及びその製造方法
【課題】長繊維材料で強化した繊維強化ブロー成形体の横方向の曲げ強度及び耐衝撃強度を向上させて、このブロー成形体の縦割れしやすい性質を改善する。
【解決手段】長繊維材料と短繊維材料の両方を強化材として含む繊維強化ブロー成形体。ブロー成形体は、直径2μm以上100μm以下、長さ2mm以上30mm以下の長繊維材料を、プラスチック材料に対して1質量%以上30質量%以下の割合で含み、さらに直径2μm以上100μm以下、長さ2mm未満の短繊維材料を含む。長繊維材料は、ブロー成形体の縦方向(パリソンの押出方向)に配向している。
(もっと読む)
ブロー成形用金型
【課題】ブロー成形用金型について、(i)金型の構造を簡素化し(設計期間・作製期間の短縮)、(ii)メンテナンス性を向上し(特に冷却水路の詰まりに対する作業の軽減)、(iii)従来のものからの軽量化を実現し、(iv)成形品の品質を維持して、しかもできるだけ割り線を転写させない金型を提供する。
【手段】複数の金型部材1を組み合わせることで内部にできる空洞の形状に沿った成形体を得るブロー成形用金型10であって、前記金型部材1の外面は、凸形状の隆起部14と、該隆起部の最も高さのある部分もしくはその近傍に設けられた仕切り壁16と、前記隆起部を包囲するよう該金型部材外面の周縁に設けられた包囲壁17とを有し、前記包囲壁17の所定の面部分には該包囲壁を貫通する媒体流入口11と媒体流出口12とが前記仕切り壁16を隔てて左右両側に設けられているブロー成形用金型。
(もっと読む)
吸気ダクト
【課題】吸気抵抗の増加を招くことなく内部を複数の流路に分割して多室化を図り得るようにした吸気ダクトを提供する。
【解決手段】運搬車両のキャブ後面に据え付けられて上下方向に延在し且つその上側に開口した空気取入口から外気をエンジン用吸気として取り入れる吸気ダクト8を、型抜き方向を前後方向として成形されたダクト本体9と、該ダクト本体9内を前後に分割し且つその前後に分割されたダクト本体9内を更に左右方向にも分割して前記空気取入口まで到る複数の流路A,B,C,D,E,Fを区画形成する内部仕切り部品10とにより構成する。
(もっと読む)
エチレン系重合体及び成形体への応用
【課題】成形性に優れ、且つ機械的強度に特に優れ、外観に優れた成形体、とりわけブロー成形体、パイプおよびパイプ継ぎ手を与えるエチレン系重合体を提供すること。
【解決手段】炭素原子数6〜10のα-オレフィンから導かれる構成単位を0.01〜1.20mol%含むエチレン系重合体であって、クロス分別(CFC)において、下記の(1)または(2)のいずれか一つ以上を満たすエチレン系重合体。
(1) 73〜76℃で溶出する成分の重量平均分子量(Mw)が4,000を超えない。
(2)下記の関係式(Eq-1)を満たす。
(Eq-1中、Sxは70〜85℃で溶出する成分に基づく全ピークの面積合計値であり、Stotalは0〜145℃で溶出する成分に基づく全ピークの面積合計値である。)
(もっと読む)
吸気ダクト
【課題】別途製作された内部仕切り部品を内蔵させることで内部を複数の流路に分割した吸気ダクトに関し、外気と一緒に吸い込まれてしまった雨や雪が壁面に衝突して水滴化したものを確実に外部へ排出し得るようにする。
【解決手段】空気取入口の開口側を前面として成形されたダクト本体と、該ダクト本体内を側壁12により左右方向に分割して複数の流路を区画形成した内部仕切り部品10と、ダクト本体下部の左右方向一側に形成されて上端をダクト本体内で開口し且つ下端を外部に開放したサイドブランチ部とを備え、側壁12を流下する水滴を各流路の後方壁面に導くビード19,20を側壁12に形成し、後方壁面を流下する水滴を受け止め得るよう樋状に形成され且つその受け止めた水滴をサイドブランチ部内に流し込むドリップチャンネル24,25を内部仕切り部品10に備える。
(もっと読む)
吸気ダクト及びその製造方法
【課題】吸気抵抗の増加を招くことなく内部を複数の流路に分割して多室化を図り得るようにした吸気ダクトを提供する。
【解決手段】運搬車両のキャブ後面に据え付けられて上下方向に延在し且つその上側に開口した空気取入口から外気をエンジン用吸気として取り入れる吸気ダクト8を、ブロー成形により形成されたダクト本体9と、該ダクト本体9のブロー成形時に内包されて前記空気取入口まで到る複数の流路A,B,C,D,E,Fを区画形成する内部仕切り部品10とにより構成する。
(もっと読む)
コンソールの製造方法
【課題】少量生産の車両、特に車両の仕様により部品の構成が異なるものでも、安価で製造が容易なコンソールの製造方法を提供する。
【解決手段】ジャバラ部44を有するコンソール40のブロー成形による製造方法であって、パリソン16をブロー成形金型18内で膨張させることにより、一対のコンソール40の本体部42及びジャバラ部44を成形し、成形された一対のコンソール40を中央部分の分離溝36で2分割することを特徴とするものである。
(もっと読む)
中空容器
【課題】成形性に優れ、剛性および落下強度に優れる中空容器を提供する。
【解決手段】曲げ剛性率が235〜400(MPa)であり、引張衝撃強度が750〜1500(kJ/m2)であり、以下の方法で求められるEP指数が0.1〜1であるエチレン−α−オレフィン共重合体からなる中空容器。
EP指数=(MT190)/(Bトルク)
MT190(単位:cN):190℃における溶融張力
Bトルク(単位:Nm):160℃における混練トルク
(もっと読む)
タンク体の製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形によって形成されるニップル体付きタンク体の製造において、従来の方法ではニップル体の内面規制ピンに加えて、吹込みピンを別途設定しなくてはならないという点である。
【解決手段】
該ニップル体の内側形状をオスメス反転した外側形状が彫設され、且つ吹込みピンが一体に形成されたスライドコアを型締め後の金型分割面上のパリソンに打ち込み、該吹込みピンを通して該パリソン内部に圧縮空気を吹込んで該パリソンをブローアップすることにより前記課題を解決した。
(もっと読む)
多層ダイレクトブロー成形体
【課題】アルコール類やエーテル類を含有する液体燃料に対するバリア性及び強度に優れた多層ダイレクトブロー成形体及びそれからなる燃料用容器を提供する。
【解決手段】ポリアミド層(I)より内側にポリエチレン系樹脂層(II)を有する多層ダイレクトブロー成形体であって、前記ポリアミド層(I)が、メタキシリレン基を有するポリアミド(A1)と脂肪族ポリアミド(A2)とを含有し、かつ、前記ポリアミド(A1)及び(A2)の含有量の合計を100質量%としたとき、前記ポリアミド(A1)の含有量が10〜45質量%、前記ポリアミド(A2)の含有量が90〜55質量%であり、前記ポリアミド(A1)が、メタキシリレンジアミン単位を70モル%以上含むジアミン単位、及び炭素数4〜20のα,ω−直鎖脂肪族ジカルボン酸単位とイソフタル酸単位とのモル比率が30:70〜95:5である前記2種のジカルボン酸単位を合計70モル%以上含むジカルボン酸単位からなり、前記脂肪族ポリアミド(A2)が、ナイロン6、ナイロン666、ナイロン610及びナイロン612からなる群から選択された少なくとも1種である、多層ダイレクトブロー成形体。
(もっと読む)
発泡成形体の成形方法及び発泡成形体
【課題】成形時に発泡樹脂の伸びが大きい部分がピンホールなく成形されているとともに、軽量、且つ、断熱性、耐衝撃性に優れた発泡成形体を提供する。
【解決手段】 本発明の発泡成形体は、2.0〜6.0(10-3×Pa-1)の平衡コンプライアンスを有するポリプロピレン系樹脂に発泡剤を混合させて押出機によって混練し、前記押出機から押出された発泡樹脂を、圧力流体により金型に沿わせて成形することにより形成され、最大ブロー比が0.4〜0.6であり、発泡倍率が1.5〜5.0倍であり、衝撃強度が30kg・cm以上である。
(もっと読む)
構成部品の取り付け方法
構成部品を成形品に連結する方法は、成形される前記成形品の壁に隣接して構成部品を配置する工程と、前記壁がまだ少なくとも部分的に溶融している間に、前記構成部品の一部を前記成形品の壁の一部に重ね合わせる工程と、前記成形品の壁を、前記成形品の壁の一部と重なり合った前記構成部品の一部と共に冷却する工程と、を有する。成形品が形成された後に、成形品と関連する構成部品をしっかりと保持するために、構成部品の一部が、成形品の壁に隣接する2つの側面と重なり合うことが好ましい。その成形品は、容器であってもよく、必要に応じて他の物であってもよい。 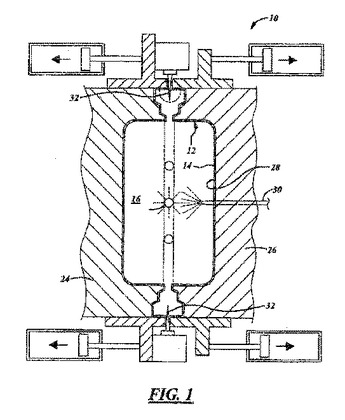 (もっと読む)
(もっと読む)
樹脂燃料タンク
【課題】コストアップすることなく軽量化が可能な樹脂製燃料タンクを提供する。
【解決手段】樹脂燃料タンク100は、上椀部51及び下椀部52の筒状の中央部79に沿った第1方向Aにおける上椀部51及び下椀部52の中央の第1方向Aと直交する第2方向Bでの断面の内面が、上椀部51及び下椀部52の接続部分に接続されて上椀部51及び下椀部52の中央側に延出されると共に所定の半径からなる一対の第1円弧部と、所定の半径より大きい半径からなると共に一対の第1円弧部に亘って接続される第2円弧部と、を有して形成され、第2方向Bにおける上椀部51及び下椀部52の中央の第1方向Aでの断面の内面が、上椀部51及び下椀部52の接続部分に接続されて上椀部51及び下椀部52の中央側に延出される一対の第3円弧部と、一対の第3円弧部に亘って接続される接続部と、を有して形成される。
(もっと読む)
金型、表皮付き成形品及び表皮付き成形品の製造方法
【課題】別部材を必要とせず、キャビティ面外側の表皮材と成形材料との接着を防止することが可能な金型、表皮付き成形品及び表皮付き成形品の製造方法を提供する。
【解決手段】表面に表皮材を有する表皮付き成形品を成形する金型であって、成形品の成形材料を押し付けて食い切り線を形成するピンチオフ部と、ピンチオフ部外側に、表皮材と成形材料との接着を防止するスペースを有する分離部と、を備える。
(もっと読む)
発泡成形品の製造方法
【課題】安価な材料を用いて、軽量であり、且つ耐衝撃性に優れる発泡成形品を成形することが可能な、発泡成形品の製造方法を提供する。
【解決手段】長鎖分岐を有するプロピレンホモポリマーと、プロピレン−エチレンブロックコポリマーと、低密度ポリエチレンとを所定の配合比で混合した基材樹脂に、発泡剤を添加して発泡成形する発泡成形体の製造方法である。所定の配合比は、混合する各材料のメルトテンションとメルトフローレイトとを乗算した値、引張破壊伸びに基づいて決定される。
(もっと読む)
ダクトおよびその製造方法
【課題】ダクトの湾曲部分の通風性能を向上する。
【解決手段】ダクト10は、管状部14と曲げ変形可能な可変部16とを有し、該可変部16を曲げて湾曲部分11を形成するようになっている。可変部16は、支点部17が管状部14の外面と揃えて形成されると共に、残りの部分が、管状部14の外面より突出して周方向に延在する頂部18で繋がる対向する傾斜壁20,22で形成されている。可変部16は、支点部17を支点として対向する傾斜壁20,22を互いに近接するように折り畳んで湾曲部分11を形成している。
(もっと読む)
ブロー成形品
【課題】
解決しようとする課題は、溶着用のボスを有する熱可塑性樹脂のブロー成形品の製造に際し該ボスが成形時のブローアップによって引き伸ばされ、特に該ボスの平らな環状の溶着面が非常に薄肉となって溶着時の押圧力により大きく変形するため、溶着端と溶着面との片当りによって溶着部位が非常に限られた範囲になってしまう点である。
【解決手段】
平らな環状の溶着面と該溶着面の内側のフランジテーパー部分とを有するボス部を具備するブロー成形品の該溶着面に任意の相手部品を溶着することにより前記課題を解決した。
(もっと読む)
161 - 180 / 727
[ Back to top ]