
Fターム[4F208MG07]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (949) | 形状、構造 (421) | 複数の予備成形品を非接合に重ねたもの (38)
Fターム[4F208MG07]に分類される特許
21 - 38 / 38
特には自動車用の、ドア張り、及び製造方法
本発明は、ドアの金属薄板とドア張りとの間の空間を外部湿式領域と内部乾式領域とに分割し、且つ分離フィルムと吸収性不織素材との合成物から構成される分離手段に関する。本発明は、分離手段を製造する方法に、及び車両ドアにも関する。 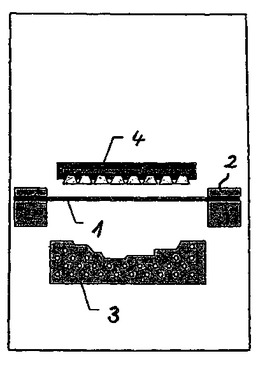 (もっと読む)
(もっと読む)
自動車内装品の成形方法

【課題】製品の外観品質を低下させることなく、表皮と基材とを適正に貼合する。
【解決手段】成形型2の上面に基材3が配置され、その上に、表皮5が積層された状態で真空引きが行われ、表皮5と基材3とが貼合される。基材3の表面は絞付け加工が行われた絞面3aになっていると共に、基材3の表面と表皮5との間には接着剤4が介在している。真空ポンプによる真空引きにより、成形型2の内周面と仕切り板6との間の空間が真空になると共に、基材3の絞面3aと表皮5との間の隙間も成形型2の真空引き穴2aを介して真空になる。そのため、基材3の絞面3aと表皮5とが密着した状態で、接着剤4により貼合される。
(もっと読む)
樹脂シート材

【課題】剛性が高い樹脂成形体を容易に成形できるようにした樹脂シート材を提供する。
【解決手段】樹脂シート材1は、シート材本体3と、シート材本体3の少なくとも一側面に配置されて、加圧成形の際に一側面にインサートされる繊維シート5とを備えている。縫製糸9が、シート材本体3を貫通し、シート材本体3に繊維シート5を縫い止めている。
(もっと読む)
プラスチック燃料タンクの製造方法
パリソンがブロー成形または熱成形により成形され、付属品が金属部分(9)を備え、かつタンクの成形と同時にタンクの内部壁に固定され、タンクが成形型から取り出され、かつ金属部分の位置が位置決めされ、しかも開口が、金属部分の位置に応じてタンクの壁に作製される、内部付属品(たとえばベントシステム用の液体/蒸気分離装置)を備えたプラスチック燃料タンクの製造方法。ベントシステム用の液体/蒸気分離装置。 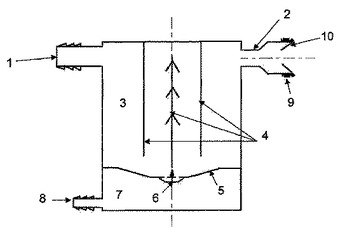 (もっと読む)
(もっと読む)
モールド成形体及びその製造方法
【課題】 複数の金属体間の狭隘な隙間に均一な厚さの絶縁層を形成可能なモールド成形体及びその製造方法を提供するものである。
【解決手段】 本発明に係るモールド成形体30は、複数の板状金属体31,32の電気的絶縁などを目的として、板状金属体31,32を所定間隔で離間させた状態で各板状金属体31,32の周りを絶縁性ポリマで覆ってなるものであり、各板状金属体31,32の間に、融点がT1の絶縁性ポリマで構成されるスペーサポリマ部34を有し、それらのスペーサポリマ部34及び各板状金属体31,32の周りを、融点がT2(<T1)の絶縁性ポリマで構成されるモールド部33で覆ったものである。
(もっと読む)
成形天井の製造方法
【課題】裏面にルーフダクトを取り付けてなる成形天井の製造方法であって、設備を簡素化し、かつ工数を短縮化するとともに、ルーフダクトの寸法上の制約を緩和する。
【解決手段】ルーフダクト20を裏面所定位置に取り付けてなる成形天井10の製造方法であって、ルーフダクト20を所要形状に成形し、トリムカット処理後、周縁に沿う接合縁部21にホットメルト系接着剤22を塗工し、成形上型50の型面に保持した後、成形金型40内に加熱軟化処理した基材10aの原反シートS1を投入し、原反シートS1の余熱により、ルーフダクト20のホットメルト系接着剤22を溶融させて、成形上下型50,60の型締めにより成形天井10を絞り成形すると同時にルーフダクト20を一体化する。
(もっと読む)
表皮型内成形方法及び表皮一体成形品の製造方法
【課題】 成形不良の発生を抑えて高い歩留まりを実現することが可能な表皮型内成形方法及び表皮一体成形品の製造方法を提供する。
【解決手段】 表皮一体成形品10の製造方法は、基材11の表面に沿って表皮材12を一体成形する成形工程と、成形工程後の表皮材12の端部を基材11の周縁に沿って切除するトリミング工程とを備える。成形工程では、下型30bの上に基材11及び表皮材12を順にセットした後、真空引きにより表皮材12を下方に押し付けながら、金型30を型閉めする表皮型内成形方法が実施される。該成形方法では、下型30bのクリップ座32,36と、基材11の裏面の係止爪17,19とよりなる位置決め手段により、基材11の表面が下型30bに対して高さ方向に位置決めされている。トリミング工程では、係止爪17を治具のクリップ部に係合させることにより、基材11が治具に対して高さ方向に位置合わせされている。
(もっと読む)
車両用成形天井の製造方法
【課題】成形天井を成形した後に端材を不織布層にて表皮材から容易にはがすことができ、基材の端縁処理を簡単にすることで生産性を向上させる。
【解決手段】成形面が所要曲面に形成された成形型18,19に基材1を表皮材7とともにセットして加熱・加圧し該基材と表皮材とを接着させることにより成形天井20を製造する方法であって、基材と表皮材との間に成形後も該基材と表皮材とをはがれ易くする不織布層12を予め介在させ、成形天井の裏側から基材に切り込みを入れて該基材の端材1aのみを該不織布層にて表皮材からはがし、接着剤を該表皮材の端材をはがした部分に塗布し該表皮材を該基材の端縁に巻き込んで接着することで該端縁を該表皮材によって被覆する。
(もっと読む)
折り返し装置及び折り返し方法
【課題】 表皮材の突出部を容易かつ短時間に、かつシワ等が生じることなく折り返すことができるようにすること。
【解決手段】 基材42上に表皮材43を重合させてなる成形天井材41を支持するための支持台11と、成形天井材41が支持台11上に支持された状態において、表皮材43の基材42からの突出部43aを基材42の端部が内包されるように折り返すための折り返し部材16とを備える。折り返し部材16を、昇降可能でかつ基材42に対して進退可能な第1把持部材22と、その第1把持部材22上に支持され、第1把持部材22との間に表皮材43の突出部43aを把持可能な第2把持部材23とにより構成する。第1把持部材22には、前進位置で下降することにより、基材42を内包した状態の表皮材43の突出部43aを基材42に対して押し付けるための押し付け面26を形成する。
(もっと読む)
構造用軽量トリム部品の製造方法、および製造された構造用軽量トリム部品
構造用軽量トリム部品を製造するための方法であって、以下のステップからなる:(A)第1の金型半分(6)および第2の金型半分(7)を備えている金型へ複数の層を挿入する。第2の金型半分(7)は、複数のカップ状の凹所(8)を有する。複数の層は、第1の金型半分(6)に面する第1の通気性外皮層(1)と、第2の金型半分(7)に面する第2の気密外皮層(3、4)と、2つの外皮層間に位置しているフィルム層(2)とを少なくとも含んでいる。(B)金型を閉じ、片側から気体(5)を排出して、第1の外皮層を第1の金型半分に対して押し付ける。(C)第1の多孔質外皮層を成形および固化する。(D)第1の空間を加圧気体(5)で満たし、第2の外皮層を第2の金型半分に対して押し付ける。(E)第2の外皮層を成形および固化する。(F)一方で、カップ状の凹所の間の領域において第1の外皮層と第2の外皮層とを互いに接合し、複数のカップ状の空洞を有する音響体を形成する。 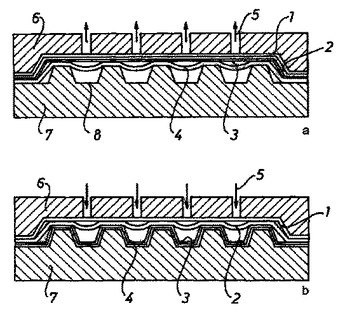 (もっと読む)
(もっと読む)
樹脂製パネルおよびその製造方法
【課題】 発泡体に補強材を保持させていて補強材の位置決めが的確にでき、ガタツキ防止や成形収縮による変形を起こすことがない樹脂製パネルを提供する。
【解決手段】 樹脂製パネル1は、表壁2と裏壁3および表壁2と裏壁3を繋ぐ周囲壁4からなる中空二重壁構造である。樹脂製パネル1の周囲壁4にはその全周に溶着部7を有する。中空部5内には中空部5内の空間と略同一形状に予め成形された熱可塑性樹脂からなる発泡体8を内装する。発泡体8は樹脂製パネル1の表壁2と裏壁3の内壁面に溶着されている。発泡体8には補強材9、9を配置するための収容部10、10が形成されている。補強材9、9は長尺状である。補強材9、9の両方の端部と周囲壁4との間には発泡体8が介在している。
(もっと読む)
生分解性シート及びその製造方法、並びに当該シートを用いた生分解性成型品及びその製造方法
【課題】
生分解性に優れると共に、成形性及び機械的強度も良好で、通気性及び保水性に優れた生分解性成形品を提供し、しかも簡易かつ経済的な製造方法も提供することである。
【解決手段】
生分解性成型品は、澱粉質を70重量%以上含みかつオレフィン樹脂を主成分とする澱粉樹脂を温度120〜180℃で融解し、冷却を施したローラでシート状に成形すると共に、60℃以下に冷却してロール状に巻き取ることにより得られた生分解性シートを成形することにより得られることを特徴とする。
好ましくは、該オレフィン樹脂は、ポリエチレン又はポリプロピレンのいずれかを含有することを特徴とする。
(もっと読む)
複合成形品及びその製造方法
【課題】 高強度で、断熱性に優れた、さらに外観の凸凹が少ない複合成形品とその製造方法を提供する。
【解決手段】 熱可塑性樹脂を発泡成形して発泡熱可塑性樹脂からなるコア材20を形成し、熱可塑性樹脂を真空成形して非発泡熱可塑性樹脂からなる中間材40を形成し、コア材20と中間材40を勘合させて、勘合体50を形成し、勘合体50を真空成形の型として、勘合体50の上に、熱可塑性樹脂を一体成形して、非発泡熱可塑性樹脂からなる表皮材6を形成する、複合成形品60の製造方法。
(もっと読む)
シートパッド補強布の製造方法及び製造装置
【課題】成型が容易でかつ成型後の加工等に手間のかからない、また材料のロスが少ないシートパッド補強布の製造方法及び製造装置を提供すること。
【解決手段】外面から内部空間26に連通する複数の通気孔25を備える型20に、荒裁ちされた不織布シート1Bを固定する。その後、型20に固定された不織布シート1Bをカバー材40によって覆うことで、型20とカバー材40とにより閉塞空間41を形成し、不織布シート1Bを加熱する。不織布シート1Bを加熱した後に、通気孔25を介して閉塞空間41から空気を排気することで、不織布シート1Bを型20の外形に沿った形状に加工する。不織布シート1Bを加工した後に、カバー材40を外し、不織布シート1B(シートパッド補強布1)を型20から取り外す。
(もっと読む)
加飾体貼着木目込み方法及びその装置
【課題】 加飾体の周縁部より内側を木目込みする場合においても、加飾体を容易に木目込むことができると共に加飾体を成形体に確実に貼着することができる加飾体貼着木目込み方法及びその装置を提供する。
【解決手段】 加飾体と該加飾体の周縁部より内側に木目込み溝が形成された成形体の少なくとも一方に接着剤を塗布する工程と、木目込み刃が貫通し、且つ、昇降可能にされた下型に前記加飾体を保持させる工程と、該下型に対向して配設され、且つ、昇降可能にされた上型に前記成形体を保持させる工程と、該上型を下降させて前記木目込み刃により前記成形体の木目込み溝に前記加飾体の一部を押し込んで木目込む工程と、該木目込み終了後、前記下型を上昇させて前記加飾体を前記成形体に押圧し、該成形体に加飾体を貼着する工程と、を有する。
(もっと読む)
真空成形型および真空成形方法
【課題】 アンダーカット形状を賦形する部位の大きさや位置による制約を受けないで、成形素材としての表皮材を所定のアンダーカット形状に確実に成形することができ、表皮材を基材と確実に密着させることができる真空成形型および真空成形方法を提供する。
【解決手段】 突出部21を形成したキャビティ型20の側面に溝22を形成し、溝22内に伸縮性のチューブ25を配設する。突出部21を挿入するようコア30に窪み部31を形成し、型閉めで溝22と対向する窪み部31の側部に断面凹形状のアンダーカット成形部32を形成する。型閉め状態でチューブ25に圧縮空気を注入してチューブ25を膨張させ、表皮材43をアンダーカット成形部32内に押圧してアンダーカット形状を確実に賦形して、コア型30に載置した基材44のアンダーカット部44aと密着させる。
(もっと読む)
プラスチック積層体の製造方法及びプラスチック積層体
【課題】本発明は、大型プラスチックミラー等の高精度なプラスチック積層体の製造方法及びプラスチック積層体に関する。
【解決手段】プラスチック積層体製造装置1は、最終形状に加工された転写面8を有する転写駒6と加圧部材7の間に、予め略最終形状に加工されたプラスチック基材10と表層シート12を、熱可塑性樹脂からなる中間部材11を挟んで配設して、加圧部材7を移動させて、加圧部材7の押圧するプラスチック基材10が表層シート12を転写駒6の転写面8に押圧するとともに中間部材11を軟化させて、プラスチック基材10、中間部材11及び表層シート12を密着一体化させかつ転写面形状に補正加工するが、プラスチック基材10の加圧側の裏面10bに押圧凸部13を形成し、加圧部材7を押圧凸部13のみと接触させてプラスチック基材10を押圧させる。
(もっと読む)
複合成形品及びその製造方法
【課題】 密着性が良く高強度で、さらにイニシャルコストダウンを図ることができる複合成形品とその製造方法を提供する。
【解決手段】 熱可塑性樹脂を発泡成形して、発泡熱可塑性樹脂からなるコア材1を形成し、コア材1を真空成形の型として、コア材1の上に熱可塑性樹脂を一体成形して、非発泡熱可塑性樹脂からなる表皮材3を形成し、コア材1と表皮材3からなる複合成形品を製造する方法。好ましくは、コア材1に、表皮材3を真空成形をするための空気の出入りが可能な孔2を形成する。
(もっと読む)
21 - 38 / 38
[ Back to top ]