
Fターム[4F208MW23]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 成形品の後処理、後加工 (371) | 機械的処理 (161) | 切断 (118)
Fターム[4F208MW23]に分類される特許
41 - 60 / 118
燃料タンク製造方法及び燃料タンク
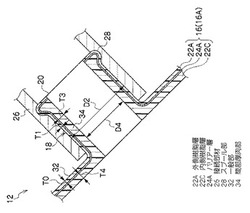
【課題】筒部における燃料透過を抑制すると共に強度を確保可能な燃料タンクを製造する燃料タンク製造方法と、筒部における燃料透過を抑制されると共に強度が確保された燃料タンクを得る。
【解決手段】燃料タンク12のポート部18における外側樹脂層22Aの厚みT1が、一般部32における外側樹脂層22Aの厚みT0よりも薄くなるようにポート部18を成形する。ポート部18の内側では、内側樹脂層22Cの実質的な厚みを厚くする筒部厚肉部34を形成する。
(もっと読む)
熱形成により任意の形状のコアを塗装するための方法、その実施のための自動機械及びそのような方法により得られた、仕上げられた製品
差圧成形装置、及び、差圧成形シート製造方法

【課題】離型時の差圧成形シートの変形を抑止しながら差圧成形のサイクルタイムを短縮することを課題とする。
【解決手段】シート保持部21を有するシート保持手段20と、シート保持部21で保持されたシートS1の一面S1aに対向した凹部32を有する閉空間形成体30と、凹部32に対向した成形型40と、を用い、シート保持部21と閉空間形成体30とを近接させてシートS1の一面S1aと凹部32とで囲まれた成形前空間SP1を形成し、閉空間形成体30と成形型40とを近接させ、成形前空間SP1の圧力よりもシートS1の他面S1b側の圧力が低くなる差圧を設けてシートS1を成形型40に密接させ、成形シートS2の他面S2b側を大気圧以上にするとともに成形シートS2の一面S2aと凹部32とで囲まれる成形後空間SP2を減圧して大気圧未満とし、閉空間形成体30と成形型40とを離間させて成形シートS2を離型する。
(もっと読む)
樹脂製容器及びその製造方法
【課題】容器本体の薄肉化を図りつつ開口縁部の強度を向上し得、更にデザイン面での多様なニーズにも対応し得る樹脂製容器及びその製造方法を提供する。
【解決手段】容器本体1の薄肉化を図りつつ、容器本体の外周側へ張り出す開口縁部に、二回の折り返しにより重ね合わされる三層リップ部1gを形成して開口縁部の強度を向上し、更にデザイン面での多様なニーズにも対応する。
(もっと読む)
フィルム付き衝撃吸収材の製造方法
【課題】衝撃吸収材の表面形状が複雑であっても、衝撃吸収材に樹脂フィルムを容易に精度良く配置することができるフィルム付き衝撃吸収材の製造方法を提供することを課題とする。
【解決手段】衝撃吸収材成形用の金型10の下型キャビティ16の形状に沿った外形の樹脂フィルム34を予め成形する。そして、この樹脂フィルム34を金型10内に配置し、更に、硬質ポリウレタン発泡材料を金型10内に入れて発泡させることにより、硬質ポリウレタン製の衝撃吸収材32を樹脂フィルム34と一体的に成形する。
(もっと読む)
再利用材料からの完全に再利用可能な発泡ポリマーの製造
【課題】発泡ポリマー材料及び熱成形発泡ポリマー製品の製造のために、消費前及び消費後の再利用ポリマーを100%まで使用することを可能にする。
【解決手段】固体形態発泡方法118は、多種多様な用途に適する発泡ポリマー材料上に、制御可能な深さ及び結晶化度をもつ一体型の未発泡表皮層を任意に形成することを可能とする。この方法は材料の根本的な化学的性質を変化させないため、製造プロセスからのすべてのスクラップ126が添加剤を使用することなく再利用され、新しいポリマー材料116及び製品124が形成される。
(もっと読む)
サイドホールプレス
【課題】 プレスの上下に駆動するテ−ブルの動きを利用して、横方向にパンチを動かし、成形品の側面に抜き落とし穴や、切り込み加工をおこなうことを可能とする、抜き型の開発。
【解決手段】 傾斜面をもたせた二つの部品の内、一方を水平に配置した状態で、もう一方を垂直方向より、互いの傾斜面を接触させて押し進めることで、水平に配置した部品を水平方向へ移動させる原理とした構造部品を、パンチを水平に動かす手段として利用し解決する。
(もっと読む)
繊維強化複合材料の製造方法
【課題】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板の賦形と打ち抜き、またはトリミングを1工程の型締めで可能とする繊維強化複合材料の製造方法を提供すること。
【解決手段】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板を、熱可塑性樹脂が結晶性の場合は融点以上の温度まで、非晶性の場合はガラス転移温度以上の温度まで予備加熱し、予備加熱温度よりも低い温度でありかつ結晶性樹脂の場合は融点以下、非晶性樹脂の場合はガラス転移温度以下の一定温度に保持された金型中で賦形し、金型中の切削機能部分にて打ち抜きまたはトリミングすることを特徴とする繊維強化複合材料の製造方法。
(もっと読む)
成形方法
【課題】成形性を改善するとともに成形効率を向上した1枚シートを利用した成形方法を提供する。
【解決手段】溶融状態の熱可塑性樹脂製材料のシートを一対の分割形式の金型間に位置決めする段階と、一方の金型32Bのキャビティと該キャビティに対向するシートの一方の表面との間に第1密閉空間を形成する段階と、一方の金型のキャビティの側から該第1密閉空間を通じてシートを吸引することにより、第1賦形する段階と、環状突起部の先端に相当するシートの環状部分が他方の金型32Aのキャビティに当たるまで、他方の金型を一方の金型に向かって移動させて一対の分割形式の金型を型締めする段階と、前記型締段階により、他方の金型のキャビティと該キャビティに対向するシートの他方の表面との間に形成された第2密閉空間を通じて、他方の金型の該キャビティの側からシートを加圧することにより、第2賦形する段階と、を有することを特徴とする成形方法。
(もっと読む)
流延ポリアリーレートフィルムで作られたダイヤフラム
【課題】音トランスデュサー、好ましくはマイクロフォン又はラウドスピーカー膜を提供。
【解決手段】式(I)[式中、R1、R2、R3、及びR4は、独立して、水素、C1−4-アルキル、C1−4-アルコキシ、又はハロゲン、及びR5及びR6は、独立して、C1−4-アルキル、C1−4-アルコキシ、水素、フェニル、又はハロゲン]の構造単位を有するポリアリーレート(PAR)を少なくとも包含する流延ポリアリーレートフィルムで作られた深絞りダイヤフラム。 (もっと読む)
(もっと読む)
フルオロポリマーと酸化亜鉛をベースにしたアクリル臭の無い太陽電池用フィルム
【課題】本発明はアクリル臭のないフルオロポリマーと酸化亜鉛とをベースにした太陽電池用フィルムと、可視領域で透明で、紫外線に対して不透明なフィルムを製造するための、フルオロポリマーとナノメートルサイズの酸化亜鉛(ZnO)とから成るポリマー組成物とに関する。
【解決手段】本発明の組成物で充填剤は0.1〜10%、好ましくは0.5〜6%の重量比率で存在し、ZnO粒子は粒径が25〜40nm、好ましくは30〜35nmであり、この粒子は表面処理され、に関する。組成物はアクリルポリマーを含まない。
(もっと読む)
車両座席背もたれ構造
本発明は、車両座席用の背もたれ構造(3)、及び車両座席用の背もたれ構造(3)を製造する方法に関する。背もたれ構造(3)は、背後パネル要素(2)及び背もたれフレーム要素(1)を有する。背後パネル要素(2)及び背もたれフレーム要素(1)は互いに固定される。背後パネル要素(2)又は背もたれフレーム要素(1)の少なくとも1つは熱可塑性の複合材料で設けられる。熱可塑性の複合材料は熱可塑性の合成材料及び補強材料を含む。熱可塑性の複合材料に対して、補強材料は50wt−%以上を占める。 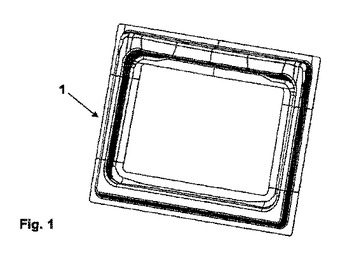 (もっと読む)
(もっと読む)
発泡樹脂成形品の成形方法並びに成形装置
【課題】発泡樹脂成形品の成形方法並びに成形装置に係り、製品板厚を自由に設定できるとともに、シルバーストリーク、発泡ムラ、凹凸不良等の成形不良を解消した外観性能に優れた発泡樹脂成形品の成形方法並びに成形装置を提供する。
【解決手段】キャビティ型51、コア型52とからなる成形金型50の上方に押し出しユニット60及びダイス61を設定し、ダイス61から下方向に向けて発泡樹脂シートSを押し出し、型開き状態にあるキャビティ型51、コア型52内に垂下状態で供給した後、成形金型50を型締めして、発泡樹脂基材31を所要形状にプレス成形するとともに、コア型52に連設した射出ユニット53から溶融樹脂Mを樹脂通路521を通じてコア型52の型面に設けた凹部522内に射出充填することで、機能性樹脂部材32,33を発泡樹脂基材31の裏面所定位置に融着一体化する。
(もっと読む)
加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品
【課題】高い耐摩耗性や耐擦傷性を有し、成形性が良好でクラック等が入らない表面保護層を有し、かつ高い意匠性を有する加飾成形品の成形に用いる加飾シート、該加飾シートを用いた加飾樹脂成形品の製造方法並びに該製造方法により製造される加飾樹脂成形品を提供する。
【解決手段】ABS樹脂からなる支持体11上に少なくとも表面保護層14を積層してなるインサート成形用加飾シート10であって、該支持体の曲げ弾性率が1500〜3000MPaであり、該支持体の厚さが100〜500μmであり、該表面保護層が電離放射線硬化性樹脂組成物を架橋硬化したものであり、該電離放射線硬化性樹脂組成物の引張弾性率が100MPa超〜1000MPa未満であり、かつ、表面の静摩擦係数が1.0以下である。
(もっと読む)
椅子用クッションの成形方法及び椅子
【課題】表皮と弾性フォームと基板で構成される椅子用クッションにおいて、基板を予め成形する必要がなく、全体の成形が容易で、約5〜25mm程度の厚さに成形できる椅子用クッションの成形方法及びその成形方法により製造されたクッションを備えた椅子を提供する。
【解決手段】表皮材5と弾性フォーム材6を接着する。この弾性フォーム材6の裏面に基板材7を接着する。得られた表皮材5と弾性フォーム材6と基板材7の貼り合わせ体8を、基板材7が軟化する温度まで加熱する。その後、この貼り合わせ体8を真空成形装置の型9にセットする。この型内に、真空作用を作用させ、貼り合わせ体を型内に引き込み、基板材7を基板4の形に賦形するとともに表皮2と弾性フォーム3と基板4が一体となった椅子用クッションを作る。
(もっと読む)
フィルム加飾成形品のフィルム端末トリミング方法及び装置
【課題】 真空成形によって製造されるフィルム加飾成形品において、その下端からはみ出しているフィルム端末を正確且つ能率よく切除し得るトリミング加工を提供する。
【解決手段】 真空成形装置の受治具1を支持台3とこの支持台3上に隙間4を介して成形品Aを上載させる受台2とから構成して、成形品Aの表面から外周面に亘って加飾フィルムBを貼着したのち、上記隙間4にカッタ5を挿入して成形品Aの外周面下端からはみ出している加飾フィルムBの中間部を全周に亘って切除する一次トリミング加工を施し、次いで、上記受台2を装置外の刃物台6上に移載させたのち、受台2を刃物台6に設けているコイルスプリング8に抗して押し下げることにより、加飾フィルムBの下端を刃物
6の上面外周部に突設したトムソン刃7により切除する二次トリミング加工を施す。
(もっと読む)
立体装飾プレート及びその製造方法
【課題】装飾柄に応じて、特定の立体形状を容易に選択することができ、その立体形状にも種々の工夫を凝らすことができる立体装飾プレート及びその製造方法を提供すること。
【解決手段】第1装飾柄11とその周囲に配置される第2装飾柄12とよりなる印刷画像を作成する印刷画像作成工程と、プレートに印刷画像を印刷する印刷工程と、プレートを立体形状に成形する成形工程とを含み、成形工程においては、第2装飾柄12近傍を成形するための下部型と、第1装飾柄11近傍を成形するための上部型とを組み合わせて、所望の立体形状に合致すると共に通気性を有する成形型を構成する型構成工程と、プレートを加熱して軟化させる加熱工程と、プレートと成形型とを相対的に接近移動させて、プレートを成形型の表面に沿わせて変形させると共に、成形型の裏面から吸引することによってプレートと成形型とを密着させて成形型の形状を転写させる転写工程とを有する。
(もっと読む)
燃料タンクを製造する方法
2つの型堀り部と1つの芯部とを備える成形型を使用してパリソンを成形することによって、少なくとも1つの連通構成要素が装備されたプラスチック燃料タンク(10)を製造するための方法および装置であって、前記方法が、パリソンを型堀り部に押圧して、このパリソンにポケット(30)を形成する工程を含み、連通構成要素が、連通構成要素の側壁の少なくとも一部分をポケット(30)の側壁の少なくとも一部分に溶接することによってこのポケット(30)に締結される。 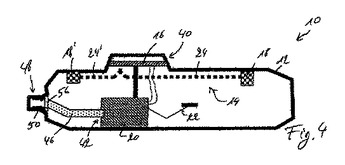 (もっと読む)
(もっと読む)
眼鏡フレームを製造するための方法および装置、ならびにそれを用いて作製される眼鏡フレーム
本発明は、プラスチックまたは複合材料からなるボード(T)から作製される眼鏡フレームを製造するための新規の方法であって、予め加熱された単層または多層ボード(T)を1つの湾曲面または互いに交差する2つの湾曲面(X、Y)で変形するための1つのステップを含み、前記変形ステップが、眼鏡フレームの形状を作成するためにボード(T)がフライス加工される前に行われる方法である。本発明の対象となる方法を実施するのに適した装置は、半型(S)と、半型(S)の上部開口を閉止するための要素(B)であって、変形可能なメンブレン(M)を有する要素(B)とを備え、前記空気空間(C)への空気(W)の注入により、前記変形可能なメンブレン(M)が伸張され、変形可能なメンブレン(M)が、ボード(T)を前記半型(S)に押し付け、それにより対応する形でボード(T)を変形する。 (もっと読む)
加飾成形体の製造方法及び加飾成形体
【課題】加飾成形体の外表面の見映えを良くする技術の提供。また、脱型が容易な金型を利用することが可能で製造が容易な技術の提供。
【解決手段】樹脂フィルム13を樹脂成形体12における外表面12aの面縁に合わせて容易に屈曲でき、樹脂成形体12の外表面12aにおける面縁の形状を金型のキャビティーに合わせて正確に形成できる。よって外観上は樹脂フィルム13の縁を視認し難くでき、見映えを良い加飾成形体11を製造できる。また、樹脂フィルム13を圧空成形法で立体成形すれば、雄型9のみの利用で立体形成でき、脱型を容易にし、金型コストを小さくできる。
(もっと読む)
41 - 60 / 118
[ Back to top ]