
Fターム[4F208MW23]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 成形品の後処理、後加工 (371) | 機械的処理 (161) | 切断 (118)
Fターム[4F208MW23]に分類される特許
61 - 80 / 118
金型を閉じた状態で実行される折り曲げ工程を含む熱成形部品の製造方法、及びこの方法を適用するための金型
熱成形部品を製造するための方法は、熱可塑性材料からなる加熱されたシート(L)を、該シートを変形させるようにして金型内に閉じ、該シートを完全な固化が達成されるまで金型の内部で冷却するステップと、冷却中に前記シートを該シートの少なくとも1つのエッジ部(E)に沿って切断し、この切断工程によって金型内の当接面(1s)に当接するように前記エッジ部の折り曲げを生じさせるステップと、該変形後のシートの固化が達成されると、上側金型半部を下側金型半部から取り外すステップとを含む。金型の内部での前記シートの冷却中に、前記切断工程に続いて折り曲げ工程が実行され、この折り曲げ工程は、前記当接面を前記シートの前記エッジ部から離間するように移動させるステップと、金型内の前記シートの支持面(2s)に向かって前記エッジ部の折り曲げを再開させるようにして、前記エッジ部を処理するステップとを含む。  (もっと読む)
(もっと読む)
熱成形装置用スクラップ巻取り装置
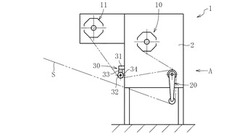
【課題】製品の抜きズレ問題を解消可能な熱成形装置用スクラップ巻取り装置を提供する。
【解決手段】原反ロールから繰り出される樹脂シートに真空成形機等の熱成形機で所定形状の成形品を所定間隔で熱成形し、当該成形品をトリミングすることにより下流側に送り出されるスクラップSを巻き取るための巻取りローラ体を具備するスクラップ巻取り装置1である。このスクラップ巻取り装置1は、第1巻取りローラ体10と、第2巻取りローラ体11とを備え、スクラップSの始端が何れか一方の巻取りローラ体に取り付け可能とされている。
(もっと読む)
発泡樹脂製パッド成形装置

【課題】 製品パッドの周縁部にバリを残存させることなく原型パッドを切断することができる発泡樹脂製パッド成形装置を提供すること。
【解決手段】 遮断プレート10が原型パッド20と雌型6の平坦面部6aとの間に介在することによって、切断カッター15は、雌型6の凹面部6bを横切り始めるときに、初めて原型パッド20と接触して原型パッド20を切断し始める。このため、切断カッター15が雌型6の凹面部6bに達するまでの過程で、切断カッター15の動きが雌型6の平坦面部6aにはみ出た原型パッド20の部分に邪魔されることもなく、切断カッター15の切断時の軌道が振れ動くこともなくなる。よって、切断カッター15による切り口がガタつかずに、周縁部にバリが残存することのない高品質の製品パッド50を製造できる。
(もっと読む)
樹脂成形品トリミング装置又は熱成形装置の型台に取り付けられる型を交換する装置及び方法
【課題】樹脂成形品トリミング装置又は熱成形装置の型台に取り付けられる型を交換する際に装置の停止時間を短縮させることを課題とする。
【解決手段】型交換装置100に、型台310に対して横方向となる移送方向D11へ送り出し移送及び引き寄せ移送可能に複数の型M10を載置可能な型載置部U1と、所定方向D13から取付対象の型M1を引き寄せ移送して型載置部U1に載置させる型供給手段U2と、型台310の方から型載置部U1まで取出対象の型M2を前記移送方向D11へ引き寄せ移送して該型載置部U1に対して取付対象の型M1とともに取出対象の型M2を載置させる型引出手段U3と、型載置部U1から取出対象の型M2を前記移送方向D11とは異なる方向へ退避可能な型退避手段U4と、型載置部U1から取付対象の型M1を型台310の方へ前記移送方向D11に送り出し移送する型挿入手段U5とを設ける。
(もっと読む)
端止め部材、その前駆体及びその製造方法並びに端止め部材の形成と部材層の加締めとを同時に行なう方法
【課題】 特定分野に使用される端止め部材を新規な方法で製造するとともに、その端止め部材が完成される前段階にある前駆体を使用してその前駆体から端止め部材を形成すると同時に部材層を加締める。
【解決手段】 可塑性合成樹脂製のテープ又はシート状基材1を準備する第一工程と、その基材を所定間隔離して複数個所で断ち切って複数個の括れ部10を形成する第二工程と、その基材を上下金型3、4間に供給する第三工程と、前記基板の括れ部の存在しない部位に絞り成形を施して外周面S3が先端にゆくにつれて縮径されている短筒部12を複数形成する第四工程とを経て端止め部材9用の前駆体13を作る。この前駆体の短筒部を部材層29の透孔24に挿入して加締める。
(もっと読む)
燃料タンクを製造する方法
2つのキャビティとコアとを備える型(14)を使用してパリソン(16)を成形することにより、構成要素を備えたプラスチック燃料タンクを製造する方法であって、前記方法が、コアに取り付けられたニードル又は長方形の物体(12)の周囲に構成要素(18)を取り付けるステップと、ニードル又は長方形の物体を移動させ、パリソンを変形させて、それへの開口部を穿孔するステップであって、ニードル又は長方形の物体が、開口部内に構成要素を位置決めするように、ニードル又は長方形の物体を有する構成要素を支持するステップと、ニードル/長方形の物体を引き抜いて、開口部に打ち込まれた構成要素から離すステップとを含む方法。 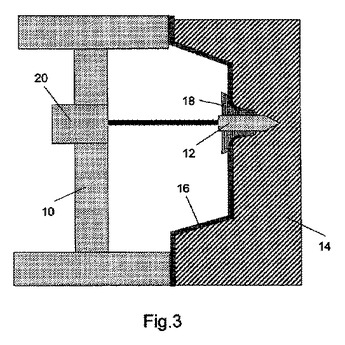 (もっと読む)
(もっと読む)
ポリエステル樹脂製容器のトリミング方法
【課題】ポリエステル樹脂製の容器について、容器の縁部に沿って余分な部分を切り離す際に、容器の側にバリを残すようなことなく、容易に切断できるようにする。
【解決手段】余分な部分と一体的に成形された容器1に対し、容器1の縁部に沿って余分な部分を切り離すようなポリエステル樹脂製容器のトリミング方法として、超音波を発振する超音波ホーン32の先端部32aと、受け部材31の先端部31aとの間に、容器1の縁部に沿った部分2を挟み込んで、加圧しながら超音波ホーン32を超音波振動させることにより、容器1の縁部に沿った部分2を切断する。
(もっと読む)
樹脂成形品の端末処理装置及び端末処理方法
【課題】樹脂成形品の延出部の末端部位を、美麗な切断面をもって、より安定的に且つスムーズに切断することが出来る樹脂成形品の端末処理技術を提供する。
【解決手段】保持手段20の裏当て面34に樹脂成形品10の延出部14を接触、保持させた状態下で、切断操作進行手段40にて、切断刃22を該延出部14の意匠面18の延出方向中間部に押し付けて、食い込ませることにより、該延出部14の末端部位の切断操作を進行せしめる一方、該切断刃22が、該裏当て面34への当接直前で、且つ該切断刃22と該裏当て面34との間に位置する部分が圧縮破壊せしめられる位置にまで到達したときに、切断操作停止手段56にて、切断刃22の移動を停止させて、該延出部14の末端部位の切断操作を停止するように構成した。
(もっと読む)
モジュール式エネルギ吸収用アセンブリの製造方法
【課題】アセンブリに衝突する物体を減速させるためのエネルギ吸収用アセンブリの製造方法を提供する。
【解決手段】エネルギ吸収用アセンブリ10には、基部と、この基部に結合された少なくとも1つのエネルギ吸収用モジュールとが含まれている。所定のエネルギ吸収特性をもたらすために、この少なくとも1つのエネルギ吸収用モジュールは、第1構造体16(A)と第2構造体12(B)とを含む群から形成されている。構造体16(A)は、基部によって支持された金属格子である。構造体12(B)は、それぞれに床部と壁部とが備わっている複数の凹所からなっている。構造体16(A)、構造体12(B)およびこれらの組み合わせによって、アセンブリに衝突する物体を減速させる。
(もっと読む)
食品包装容器
プラスチックフィルムの内張り(51)を備え密封可能なトレー(30)の形状とすることができる食品包装容器(31)が開示される。内張りは、例えば陽圧及び/又は真空の異なった気圧下で適用され、続いてフィルムの熱処理が行われる。結果として得られる付けられたフィルムは、使用中に一緒に結合するのに適するように十分に、トレー(30)に貼り付く。使用後に、トレーとフィルムは容易に分離されることができる。フィルムは、気圧を適用するに先立って、トレーから離れて加熱されてドーム形にされ、引き伸ばして、トレー(30)への適用を支援する。 (もっと読む)
カップ状容器の製造方法
【課題】射出成形されたシート状プリフォームから、効率良く、しかも、廉価にカップ状容器を成形可能な製造方法を提案すること。
【解決手段】射出成形ステーション13において熱可塑性樹脂を用いてシート状プリフォーム31を射出成形する。シート状プリフォーム31をキャビティ型22(1)に残したまま、ターンテーブル12を回転させて、キャビティ型22(1)を真空成形・取り出しステーション14の凹状容器型41に対峙させ型閉めを行う。凹状容器型41の各凹部43がシート状プリフォーム31の厚肉のカップ本体形成部分33によって封鎖され、その口部フランジ形成部分34が双方の型の合わせ面22b、42の間に把持される。各凹部43を真空吸引するとカップ本体形成部分33が真空成形され、2個のカップ状容器1が得られる。
(もっと読む)
加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品
【課題】高い耐摩耗性や耐擦傷性を有し、成形性が良好でクラック等が入らない表面保護層を有し、かつ高い意匠性を有する加飾成形品の成形に用いる加飾シート、該加飾シートを用いた加飾樹脂成形品の製造方法並びに該製造方法により製造される加飾樹脂成形品を提供すること。
【解決手段】基材上に少なくとも表面保護層と該表面保護層上に部分的に設けられた低艶層を有する加飾シートであって、表面保護層が電離放射線硬化性樹脂と熱可塑性樹脂を75:25〜25:75の比率(質量比)で含む樹脂組成物を架橋硬化したものであり、該熱可塑性樹脂のゲルパーミエションクロマトグラフィー(GPC)により測定したポリスチレン換算重量平均分子量が9万〜12万の範囲であり、表面保護層の厚さが1〜1000μmであり、かつ低艶層が電離放射線硬化性樹脂に艶消剤を1〜50質量%含有する樹脂組成物を架橋硬化したものである加飾シートである。
(もっと読む)
光沢を有する透明部品の製造方法
【課題】発光状態を表現する部品として、見栄えの良い光沢を有する透明部品を製造する方法を提供する。
【解決手段】透明部品の製造方法であって、ホログラムシートをラミネート加工する加工工程と、前記ラミネート加工がなされたシートに凹凸を付加する成形工程と、前記成形がなされたシートを、所定形状に切り抜く切抜工程とを備えることを特徴とする。
(もっと読む)
包装容器とその製造方法
【課題】簡単な方法により短時間で凹凸が形成された合成樹脂製の容器を形成可能な包装容器とその製造方法を提供する。
【解決手段】熱可塑性樹脂製の一枚のブランクシート16から一体的に打ち抜かれた箱体形成片から成り、箱体形成片には加熱したスタンプ版18を押圧して形成された凸部14を備える。スタンプ版18は、縦横に対称な複数の線状の形状であり、凸部14は、スタンプ版18に接触した部分の外側がブランクシート16に対して一定深さにくぼんだ側周面14aと、側周面14aの先端に連続し押圧面に対して略平行な端面14bから成る。
(もっと読む)
内装品の真空成形機
【課題】表皮材の熱溶融性接着剤が塗布された発泡層を基材に接着させる際に、接着させたくない基材領域或は発泡層が直接セットされる型面領域に対する非着用の前処理を不要にし得る内装品の真空成形機を提供する。
【解決手段】吸気路付きの基材がセットされる基材用凸状真空吸引型18と、表皮全域の表面形状に対応する型面7bを有する表皮材用凹状真空吸引型7とを備え、表皮11が接合され、熱溶融性の接着剤13が塗布された熱可塑性の発泡層12付きの扁平状表皮材10が、基材に加温処理されてセットされた状態で型締めして双方の金型から真空吸引して、発泡層12を基材に接着して表皮材10を賦形するようになった内装品の真空成形機において、発泡層12を接着させたくない非着基材・型面領域を占める基材用凸状真空吸引型18の部分に、発泡層12を接着させない程度に非着基材・型面領域を冷却する冷却機構20が組込まれる。
(もっと読む)
トリミング装置及びその制御方法
【課題】成形用シートの歩留まりを向上させ、成形品のコストを低減させることを課題とする。
【解決手段】成形用シートS1に形成された成形品P1を一度に複数個トリミングし、複数の前記成形品P1で囲まれた部分の前記成形用シートS1をスクラップS3としてトリミング時に分離するトリミング機構20と、分離後のスクラップS3を回収する分離スクラップ回収機構50とを設ける。分離スクラップ回収機構50は、分離後のスクラップS3を保持可能な分離スクラップ保持機構60と、上側切断部22と下側切断部26とが離反したときに上側切断部22と下側切断部26との間に進入して分離スクラップ保持機構60により保持されたスクラップS3を吸引して回収する吸引回収機構70とを有してもよい。
(もっと読む)
プラスチックシートの真空成形方法及び装置
【課題】1mm以上の厚さを有する樹脂シートを用いて真空成形しても成形歪や表面の波打ちが生じないような真空成形方法及び装置を開発することが課題である。
【解決手段】従来の真空装置の加熱ゾーンにおける加熱装置として、加熱温度に合わせて加熱中のプラスチックシートの両側部のみならず前端及び後端も上下のクランパによって把持し、温度が上昇するにつれてプラスチックシートを把持したまま搬送方向の前後方向に引っ張ることによって垂れ下がりを抑え、高温でかつ全体を均一に加熱するようにし、この状態で真空成形することによって、1mm以上15mm以下のプラスチックシートから深い凹凸がある成形品を真空成形できるようにした。
(もっと読む)
形状部品の製造方法
本発明はL型断面形状の形状部品(31,32)又はT型断面形状の結合形状部品(43)の製造方法に関する。複合繊維材料からなるレイアップ体(1)を成形ツール(3)上に載置する。好ましくはU型断面形状(21)で且つ両端部にブック現象が生じた形状体(16)を形成するように成形ツールによってレイアップ体を変形する。2つの形状部品(31,32)を製造する為に形状体を長手方向(26)に沿って切断する。本発明の思想は、レイアップ体の層(2a,2b,2c)が変形工程の間においてシフトすることを許容し、その後に切断処理によって形状部品に略直角な面取り端部(24,25)を形成することである。レイアップ体にシワが形成されたり、レイアップ体に対して複雑な締結処理を行うという不都合を防止できる。 (もっと読む)
二重構造容器及び該容器の成形方法
【課題】外側半体3と内側半体2とが容易に分離せず、被収納物が浮き上がらない容器を提供する。
【解決手段】容器1は、外側半体3に内側半体2を重ねて構成され、両半体3、2は夫々周縁部20、30と周縁部から凹んだ凹部21、31を一体に設けている。両半体3、2は、夫々発泡樹脂シート4、40を加熱、押圧成形して形成され、少なくとも両半体3、2の周縁部20、30は加熱、押圧成形により、互いに密着している。凹部21、31の底面には、発泡樹脂シート4、40を押し潰して形成される凹面23又は凸面32が設けられている 。
(もっと読む)
樹脂製容器の製造装置および方法
【課題】樹脂製容器の製造効率を高めることができる製造装置および方法を提供する。
【解決手段】成形シートBを成形する成形機2と、成形シートBを切断し個別の容器Cとする切断装置7と、容器Cを移送し他の容器Cに積み重ねる移送装置8とを備えた樹脂製容器の製造装置1。切断装置7および移送装置8をそれぞれ複数備え、成形シートBを複数の経路L1、L2で切断、移送できる。成形機2と切断装置7との間に、成形シートBを2つの複数の経路L1、L2に振り分ける振分け機構6が設けられている。
(もっと読む)
61 - 80 / 118
[ Back to top ]