
Fターム[4F209AD08]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (1,652) | 形状、構造 (1,322) | シート状 (869)
Fターム[4F209AD08]の下位に属するFターム
ラベル、絵付け材
転写シート (7)
塗膜(←ゲルコート材) (6)
Fターム[4F209AD08]に分類される特許
61 - 80 / 856
エンボスフィルムの製造方法
【課題】大掛かりな設備を必要とせず、エンボスロールとゴム表面の平滑ロールを用いる一般的な装置によって、転写精度が高くかつバックエンボスのないエンボスフィルムを製造する。
【解決手段】熱可塑性樹脂フィルム(ア)3を、表面に所定の凹凸模様が施されたエンボスロール8とゴム表面を持つ平滑ロール9との間に挿入することにより、フィルム(ア)の一方の面に凹凸模様を転写してエンボスフィルム12を製造する方法において、(a)フィルム(ア)を熱可塑性樹脂フィルム(イ)と、上記転写後に互いに剥離可能であるように貼り合わせて貼合フィルムを得る工程、(b)該貼合フィルムを、フィルム(ア)がエンボスロール側であるようにエンボスロールと平滑ロールとの間に挿入してフィルム(ア)の表面に凹凸模様を転写して積層エンボスフィルムを得る工程、および(c)該積層エンボスフィルムからフィルム(ア)を剥離してエンボスフィルムを得る方法。
(もっと読む)
防眩フィルムの製造方法および防眩フィルム作製のための金型の製造方法

【課題】高い防眩効果を示しながら、白ちゃけを防止し、画像表示装置に配置してギラツキが発生せず、コントラストの低下がない防眩フィルムの凹凸形状を有する金型を製造し、その金型を用いて、優れた防眩フィルムを製造する。
【解決手段】金型用基材1の表面を研磨する研磨工程と、研磨された面に平坦部と凹部3からなる第1凹凸面4を形成する第1凹凸面形成工程と、第1凹凸面をエッチング処理によって鈍らせて第2凹凸面11を形成する第2凹凸面形成工程と、形成された第2凹凸面にクロムめっきを施すめっき工程とを含み、第1凹凸面における平坦部の占める面積をA(%)とし、凹部の平均深さをB(μm)とし、凹部の中心間直線距離の平均値をC(μm)とし、第2凹凸面形成工程におけるエッチング深さをD(μm)としたときに、特定の条件を満たすことを特徴とする防眩フィルム製造用金型の製造方法ならびに当該金型を用いた防眩フィルムの製造方法。
(もっと読む)
光学フィルムの製造方法
【課題】生産性を高めるために、賦型速度を高めた場合であっても、フィルム幅方向に延びる横スジが発生し難く、かつ良好な光学性能を有する光学フィルムの製造方法を提供する。
【解決手段】溶融押出された熱可塑性樹脂フィルム6を金型ロール2と金属製無端ベルト3とで押圧することにより、前記熱可塑性樹脂フィルム6表面に微細構造を形成する光学フィルムの製造方法であって、前記熱可塑性樹脂のガラス転移温度をTgとしたときに、Tg+40℃の温度における前記金属製無端ベルト3と熱可塑性樹脂フィルム6との動摩擦係数が0.3以下であり、かつ前記金属製無端ベルト3の表面の表面粗さRaが0.2μm以下である、光学フィルムの製造方法。
(もっと読む)
エンボス成形装置およびエンボス成形方法
【課題】エンボスの成形に際して、パンチの押圧による変形がワークの特定の箇所に集中することを抑制し、変形がワーク上の広範囲に亘って分散して生じるエンボス成形装置および成形方法を提供する。
【解決手段】平板状部材に、斜面と底面とを有するエンボス形状を成形するためのエンボス成形装置であって、エンボス形状に対応した凹部を有するダイと、平板状部材においてダイと反対側から平板状部材を凹部に向かって押圧するパンチとを備え、パンチは、エンボス形状の斜面に対応するパンチ斜面と、パンチ斜面の中間にパンチの周方向に設けられパンチ斜面を径が小さい上方側パンチ斜面と径が大きい下方側パンチ斜面とに分割する溝部と、下方側パンチ斜面と溝部との境界である肩部とを備える。また、この装置を使用したエンボス成形方法。
(もっと読む)
光制御板の製造方法
【課題】凹凸形状を一側面に有する光制御板をより効率的に製造可能な光制御板の製造方法を提供する。
【解決手段】光制御板の製造方法では、押出し成形で形成した樹脂シートの一側面に形状ロールを利用して凹凸形状を付形して検査用光制御板1Sを得て、検査用光制御板の凹凸形状が許容範囲内か否かを検査する。許容範囲内の場合、凹凸形状を有する樹脂シートを分割して光制御板とし、許容範囲内でない場合、形状ロールの温度及び樹脂シートの搬送速度の少なくとも一方を調整する。検査用光制御板を検査する工程では、凹凸形状の形成側と形成されていない側からそれぞれ光を入射した場合の第1及び第2の全光線透過率の少なくとも一方で規定されており凹凸形状を示す指標を取得し、基準光制御板に対する指標に基づいて、検査用光制御板に対する指標から、検査用光制御板の凹凸形状を評価する。
(もっと読む)
ホログラムシート材の製造方法、及び、ホログラムシート材
【課題】ホログラムの微細凹凸を高い精度で形成することができ、しかも効率良く生産することができるホログラムシート材の製造方法を提供する。
【解決手段】シート状基材1上に、光硬化樹脂を塗布して光硬化樹脂層2を形成する光硬化樹脂層形成工程と、前記した光硬化樹脂層上に、表面にホログラムの微細凹凸4が形成された透光性の版フィルム5を該微細凹凸が光硬化樹脂層に密着する状態で被せ、この状態で版フィルムを通して光照射することにより前記ホログラムの微細凹凸を前記光硬化樹脂層の表面に転写するとともに当該光硬化樹脂層を硬化させるホログラム微細凹凸転写工程と、該ホログラム微細凹凸転写工程の後、版フィルムを剥離する剥離工程と、前記基材の光硬化樹脂層側の面に光輝性を有する物質を少なくともホログラム微細凹凸4´の部分に蒸着させて光輝層を微細凹凸の凹凸に沿って形成する光輝層形成工程と、を経て処理する。
(もっと読む)
高撥水撥油樹脂部材の製造方法、高撥水撥油樹脂部材及びそれらを用いた高撥水撥油部材
【課題】加工時や廃棄時に環境負荷が少なく、かつ安価に製造でき、多孔質材料にも適用可能な高撥水撥油樹脂部材の製造方法それを用いて製造される高撥水撥油部材及びそれらを用いた高撥水撥油部材を提供する。
【解決手段】高撥水撥油樹脂部材10は、フッ素原子の一部又は全部がフッ素原子及びフッ化炭素基14のいずれか一方又は双方で置換された炭化水素基11を基材12の表面に有する。高撥水撥油樹脂部材10は、フッ化炭素基を含む化合物のガス雰囲気中で、樹脂材料12の表面を低圧プラズマ処理することにより製造される。
(もっと読む)
無延伸プラスチックからなる包装用成型品
【課題】平面視が種々の形状の無延伸プラスチックからなる包装用成型品について、その開口縁に縁巻き部を形成するのを可能にする。
【解決手段】包装用成型品を、椀型本体の開口縁に巻き代15を有する無延伸プラスチック製のプレ成型品pから作製する。プレ成型品pを、その本体が筒形のカーリング型21e、22dの内側になるように、かつその巻き代15の先端部がカーリング溝21g、22fに導入されるようにセットする。カーリング型をヒータ21f、22eで加熱しながら、カーリング溝21g、22fがプレ成型品pの本体の開口縁に接近するようにスライドさせる。加熱により軟化した巻き代15がプレ成型品pの本体の開口縁に向けて巻き上げられ、縁巻き部が形成される。
(もっと読む)
エンボス形成装置及びそのエンボス形成装置により製造されたフィルム
【課題】高速搬送によってエンボス形成した場合に発生する同伴エアーを低減させ、低速搬送時と同一形状を有するエンボスを形成する。
【解決手段】マットローラ31と、フィルムFをマットローラ31と挟持して搬送することで、フィルムFにエンボスを形成するエンボス形成ローラ32と、マットローラ31とフィルムFとの間に発生する同伴エアーを緩和させるエアー緩和手段とを備え、エアー緩和手段を、表面粗さ(Ra)が1.0μm≦Ra≦10μmで規定されるマットローラ31で構成した。
(もっと読む)
熱可塑性樹脂シートの製造装置および製造方法、熱可塑性樹脂シートを備えた面光源装置および表示装置
【課題】高い賦形率で熱可塑性樹脂シートを製造する製造装置を提供する。
【解決手段】製造装置10は、熱可塑性樹脂からなるシート原反12を供給する供給ダイ11と、供給ダイ11の下方に設けられ、エンボスパターンが表面に形成された成型ロール13と、成型ロール13との間でシート原反12を挟圧部14において挟圧する挟圧機構15と、を備えている。また挟圧部14の上流側近傍には、温度制御機構25が設けられている。この温度制御機構25により、成型ロール13の表面13a上の第1境界部B1と、挟圧部14と、シート原反12の成型ロール13側の表面12a上の第2境界部B2と、を含む挟圧部直前領域20の雰囲気温度が、熱可塑性樹脂のガラス転移点よりも高い温度に制御される。
(もっと読む)
熱ナノインプリント方法
【課題】1つの転写成形体の製造時間が短く、消費エネルギーが小さい熱ナノインプリント方法を提供する。
【解決手段】スタンパ53、転写対象物55、モールド57の順に配置された積層体を、加熱され且つ転写対象物のガラス転移温度未満の所定の温度に維持された第1の一方のステージ19及び第1の他方のステージ21を有する第1プレス機の第1の一方のステージ及び第1の他方のステージの間に配置し、第1プレス機により積層体をプレスする第1プレス工程と、プレスした積層体を、加熱され且つ転写対象物のガラス転移温度以上の所定の温度に維持された第2の一方のステージ27、及び、加熱され且つ転写対象物のガラス転移温度未満の所定の温度に維持された第2の他方のステージ29の間に配置し、第2プレス機により積層体を更にプレスする第2プレス工程と、を備える熱ナノインプリント方法。
(もっと読む)
車両用内装部品及びその製造方法
【課題】容易に製造できるとともに、端部の端末精度を向上させつつ、外観の形状や見栄えが良好な車両用内装部品及びその製造方法を提供する。
【解決手段】本車両用内装部品(ドアトリム1)は、第1スキン層2A、樹脂発泡層2B及び第2スキン層2Cを順に備える基材2からなり、第2スキン層側の面が意匠面とされる車両用内装部品であって、その端部には、基材を第2スキン層側から第1スキン層側へ押しつぶした偏平状の舌片部3が形成され、この舌片部は、第1スキン層側に折り曲げられていることを特徴とする。また、第1スキン層側の面であって、折り曲げられた舌片部の先端が到達する位置よりも端部から離れた位置に、舌片部の厚さ寸法tよりも大きい寸法Tで第1スキン層側の面から突出するように形成された突出部4が設けられていることができる。
(もっと読む)
気泡シート製造装置用のプラグ、及びその製造方法
【課題】気泡シートに良好な視認性を有する識別表示を押印する気泡シート製造装置用のプラグ、及びその製造方法を提供する。
【解決手段】周面に複数のキャビティが形成された成形ロールに供給され、キャビティにおいてキャビティ形状に対応する突起が真空成形されるキャップフィルムと、キャップフィルムに接合され、前記突起内の空気を封止するバックフィルムと、を備える気泡シートを製造する気泡シート製造装置において、キャビティの底面に連通するキャビティより小径の吸引孔を通気可能に塞ぐプラグ1Aであって、キャビティの底面となるプラグ上面に、真空成形時の吸引力によって所定の識別表示をキャップフィルムの突起頂面に凹設及び/又は凸設成形する印章部2を備え、印章部2は、所定の金属粉末をレーザ照射により焼結させた金属焼結層によって形成された構成としてある。
(もっと読む)
偏光子の製造方法
【課題】生産性に優れ、かつ、外観に優れた偏光子を製造する方法を提供すること。
【解決手段】本発明の偏光子の製造方法は、偏光子作製用フィルムを搬送ロールで搬送しながら、偏光子作製用フィルムに湿式処理と乾燥処理とをこの順で施し、湿式処理後に、偏光子作製用フィルムにニップ圧を加える。好ましくは、熱ロールを用いて乾燥処理を行う。
(もっと読む)
押出成形光学レンズシート製造方法及び装置
【課題】ダイヘッドから押出したシート状樹脂材料を押圧ロールと賦形ロールで狭圧して光学レンズシートを成形する際に、シート状樹脂材料の型入り向上、型崩れ防止を図り、高賦形率の光学レンズシートを得ることを可能とする。
【解決手段】賦形ロール1を、賦形ロールパターンa表面に低熱伝導性を賦与するために表面処理Kを施したロールとする。表面処理Kとは、例えばフッ素樹脂をはじめとした樹脂コーティング、セラミックコーティング、断熱塗料による被覆などである。この状態で樹脂材料Jを押出すダイヘッド3を転写部Pに近接する位置に移動させ、ダイヘッド3から転写部Pに樹脂材料Jを導入する。これにより、樹脂材料Jの流動性を最適化し、挟圧時の高充填型入れ、剥離時の型崩れ防止を図って安定して連続的に高賦形率の光学レンズシートJ1を得ることが可能となる。
(もっと読む)
フィルム及びその製造方法
【課題】ブロッキング防止性を有し、透明性及び繰り出し性に優れた熱可塑性樹脂フィルム及びその製造方法を提供する。
【解決手段】表面温度(Ts)が鏡面ロールの表面温度(Tr)以下にある熱可塑性樹脂フィルムを、十点平均粗さ(Rz)が500nm以下、および、表面温度(Tr)がTm−20℃≦Tr≦Tm(Tmは前記熱可塑性樹脂のうち主たる熱可塑性樹脂の融点とする。)の範囲にある鏡面ロ−ルとゴムロ−ルとで、狭圧することを特徴とする熱可塑性樹脂フィルムの製造方法及び当該製造方法によって得られるフィルム。
(もっと読む)
パルスレーザ加工方法
【課題】パルスレーザビームを用いた高分子材料の加工において、ラスタスキャン制御することにより、高分子材料表面の安定した微細加工とその高速化を可能にするパルスレーザ加工方法を提供する。
【解決手段】高分子材料の被加工物の加工方法であって、基準クロック発振回路によりクロック信号を発生し、クロック信号に同期したパルスレーザビームをレーザ発振器より出射し、クロック信号に同期してパルスピッカーによりパルスレーザビームの通過と遮断を切り替え、クロック信号に同期してレーザ・スキャナーによりパルスレーザビームを被加工物表面に1次元方向に走査し、上記1次元方向にパルスレーザビームを走査した後に、上記1次元方向に直交する方向に被加工物を移動して、更にクロック信号に同期してレーザ・スキャナーにより通過と遮断を切り替えてパルスレーザビームを被加工物表面に上記1次元方向に走査することを特徴とするパルスレーザ加工方法。
(もっと読む)
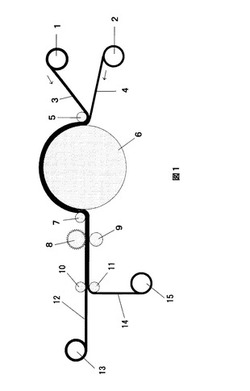
補強材付き帯状部材の巻き癖矯正装置および更生管の製管方法
【課題】剛性の大きな補強材付き帯状部材を用いて更生管を製管する際、輸送用ドラムから繰り出された補強材付き帯状部材の巻き癖を連続的に矯正する。
【解決手段】両側縁部に接合部が形成され、長手方向に連続する補強材が設けられた補強材付き帯状部材100を輸送用ドラムDから繰り出し、隣接する接合部同士を接合して更生管を製管するのに先立って補強材付き帯状部材の巻き癖を巻き癖矯正装置10によって矯正する。巻き癖矯正装置10は、マンホールM1に臨んで支持され、補強材付き帯状部材が挿通可能な直線状または略直線状の貫通路が形成されたガイドレーン11と、ガイドレーン11の入口側および出口側にそれぞれ回転自在に設けられた送りローラ12と、送りローラ12を回転駆動させるモータとから構成され、ガイドレーン11の貫通路に導いた補強材付き帯状部材を挟み込んで送り出し、略直線状に塑性変形させる。
(もっと読む)
表面に凹凸を有する化粧シートの製造方法
【課題】エンボス加工等の方法を使用せずに、表面に凹凸を有する化粧シートを得る方法を提供する。
【解決手段】熱収縮性を有する樹脂シート3を、保持した状態で、該樹脂シートの同一面内にある隣り合う部位Aと部位Bとが、前記部位Aと前記部位Bとの表面温度が異なり、且つ、少なくとも部位Aの表面温度が前記樹脂シートの配向戻り強度変曲点温度T以上の表面温度となるように、赤外線2照射して、前記部位Aと部位Bとに膜厚差を生じさせた、表面に凹凸を有する化粧シートの製造方法。
(もっと読む)
微細構造体の製造方法
【課題】平滑及び平坦、かつ転写性に優れた微細構造体の製造に好適な方法を提供する。
【解決手段】本発明に係る微細構造体の製造方法は、溶融樹脂供給装置の樹脂供給口をスタンパに沿って移動させることによりそのスタンパに溶融樹脂を塗布し、形成された樹脂溶融体を押圧して冷却・固化することにより微細構造が転写成形された微細構造体を製造する製造方法であって、前記スタンパへの溶融樹脂の塗布が、前記樹脂供給口から供給される溶融樹脂の量がその樹脂供給口と前記スタンパ上面との隙間量に規制される範囲の隙間で行われ、かつ、その規制された供給量を補填しつつ行われることによって実施される。
(もっと読む)
61 - 80 / 856
[ Back to top ]