
Fターム[4F209AG08]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 一般形状、構造物品(用途物品優先) (3,776) | 管状体(←配管パイプ) (150)
Fターム[4F209AG08]の下位に属するFターム
異形管(←非円形断面) (3)
波形管(←ひだ付き管) (11)
有節管 (1)
曲り管 (28)
Fターム[4F209AG08]に分類される特許
81 - 100 / 107
樹脂被覆円筒体の急冷処理装置
【課題】樹脂被覆円筒体の表面に冷却液を噴射する方法を採用することにより、簡便で迅速な冷却が可能となり、非晶質表面処理に応用した場合にも、非晶化効果を確実に得ることができる装置を提供する。
【解決手段】急冷処理の対象の円筒体を、該円筒の軸が垂直方向になるように保持する保持手段、円筒体の円筒を、その軸を中心に回転するように保持手段を回転させる回転駆動手段、保持手段で保持された円筒体を、冷却室入口から冷却室内部に搬入した後、冷却室出口に向かって搬送し、次いで冷却室出口から冷却室外部へ搬出する搬送手段、及び、冷却室内の、円筒体の搬送経路の側面に設けられた、円筒体の外側面に対して冷却液を噴射する冷却手段を備えることを特徴とする樹脂被覆円筒体の急冷処理装置。
(もっと読む)
ゴムホース製造

【課題】一端側が内外径共に縮径状に賦形されたゴムホースを製造する際の内外径の縮径作業の簡略化と品質向上を図る。
【解決手段】ホース一端側の外径縮径用の外径縮径ジグ150の装着に際し、作業者は、外径縮径ジグ150を、ガイドシャフト部118を案内にしてゴムホース素材PGHの側に押し込む。これにより、ゴムホース素材PGHは、その端部側から外径縮径ジグ150の縮径賦形嵌合孔152に入り込み、その外径において縮径賦形嵌合孔152で縮径され、内径は、縮径賦形シャフト部114にて縮径される。こうした外径縮径ジグ150の嵌め込み装着は、縮径賦形シャフト部114と同軸のガイドシャフト部118により、ゴムホース素材PGHに対してセンター合わせができた状態での装着となる。
(もっと読む)
ナノインプリント方法及び装置
【課題】円筒状の基体の側面に形成された転写層にナノインプリントを利用して回路パターンを形成する。
【解決手段】円筒又は円柱状の基体102の側面の一部又は全部に形成された転写層に、モールド104の表面に形成されたパターンを転写することを特徴とし、さらに該装置は、前記基体102に着接する第1のジグと、前記第1のジグを回転自在に支持する第2のジグと、前記第2のジグに連結され、前記第1のジグ及び前記第2のジグを介して前記基体を前記モールド104に押し付ける押し付け部と、前記モールド104を保持すると共に、前記モールド104を前記押し付け力に略垂直な方向に移動させる、可動保持部と、を備えることを特徴とする。
(もっと読む)
ゴム膜の製造方法
【課題】 安価で簡便な設備で様々なパターンを有するゴム膜を容易に成形することができるゴム膜の製造方法を提供する。
【解決手段】押出機から供給されたリボン状の未加硫ゴムをマンドレルに巻き付け、この際、押出機のノズル位置に対するマンドレルの軸方向への相対的な移動速度、マンドレルの回転方向および回転速度のうち少なくとも一つを制御することによって、厚みの異なる円筒状の未加硫ゴム膜を成形し、この円筒状の未加硫ゴム膜をマンドレルの軸に沿って切断して平板状の成形体を得た後、これを加硫成形する。ゴムをマンドレルの正逆回転およびマンドレルの軸方向の移動のみを制御することによって厚みの変動するゴム膜の成形が可能となり、安価で簡便な設備で様々なパターンのゴム膜を成形することができる。また、リボン状の未加硫ゴムを押出し、これをマンドレルに巻き付けることにより、全長に亘って厚み精度の高いゴム膜を成形することができる。
(もっと読む)
スチールマンドレル用ジョイント治具およびそれを用いたホースの製造方法
【課題】 簡単かつ安価で、作業効率の良好なスチールマンドレル用ジョイント治具を提供するとともに、従来に比しより効率的なホースの製造方法を提供する。
【解決手段】 長手方向両端部に、スチールマンドレルが嵌合する円筒状空洞部10を備えるスチールマンドレル用ジョイント治具1である。スチールマンドレル3を用いてホース2の製造を行うにあたり、スチールマンドレル3を、上記スチールマンドレル用ジョイント治具1を介して、少なくとも2本ずつ接続した状態で使用する。
(もっと読む)
スチールストリップによって補強されたプラスチック排水管を作成するための方法および機器ならびにスチールによって補強されたプラスチック排水管
【課題】スチールストリップによって補強されたプラスチック排水管を作成するための方法および機器ならびにスチールによって補強されたプラスチック排水管
【解決手段】本発明は、スチールストリップによって補強されたプラスチック排水パイプラインを作成するための方法であって、(1)スチールストリップおよびプラスチックを一体化し、スチールストリップによって補強されたリブを有する複合材プロファイルを形成することと;(2)複合材プロファイルを設置場所へ輸送することと;(3)複合材プロファイルを巻付け、かつ同時に、プロファイルの縁部を溶融かつ溶接し、スチールストリップによって補強されたプラスチック排水管を形成することと;(4)差込み継手を、パイプの一端に作成することと、の各ステップを備える方法に関する。本発明はまた、本発明の方法によって作成されるプラスチック排水管であって、プラスチックパイプ本体と、全体としてプラスチックパイプ本体と一体化されている補強リブとを備え、プラスチックパイプのリブは、プラスチックによって内包されているスチールストリップによって補強されている、プラスチック排水管にも関する。本発明はまた、スチールストリップによって補強されたプラスチック排水管を作成するための機器を提供する。
(もっと読む)
不正開封表示密閉器上の停止フランジを反転させるための装置及び方法
不正開封表示密閉器、特に、不正開封表示密閉器の不正開封バンド上の停止フランジを反転させる装置及び方法を提供する。成形時の軸線方向外側に向いた位置から使用のための軸線方向内側に向いた位置に不正開封表示密閉器(12)上の停止フランジ(74)を反転させるための装置は、成形時の停止フランジが支持基部から離間してそこから離れる方向に向くように密閉器を支持するための支持基部(20)を含む。台座(28)は、支持基部から離間した位置で支持基部によって移動可能に担持されている。位置決めリング(40)は、台座によって担持され、かつ台座と共に移動可能であり、支持基部によって担持された密閉器上の停止フランジに係合し、停止フランジを半径方向内側に曲げる。反転リング(64)は、位置決めリングを通って移動し、位置決めリングによって半径方向内側に曲げられた停止フランジに係合してそれを反転させる。 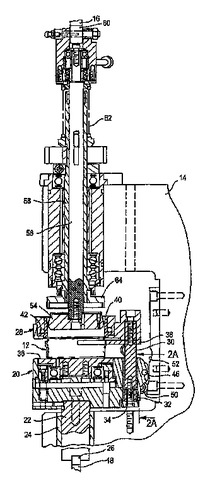 (もっと読む)
(もっと読む)
フッ素樹脂チューブ及びその製造方法
【課題】 高画質な画像を形成でき、かつ耐摩耗性に優れたフッ素樹脂チューブを提供する。
【解決手段】 フッ素樹脂チューブ30は、チューブの円周方向及び軸方向の引張強度が、いずれも80N/mm2以上である。そしてこのフッ素樹脂チューブ30は、フッ素樹脂フィルム20が2回以上巻回積層され、かつ少なくとも最表層が1つ下の層と融着しているものであり、前記フッ素樹脂フィルムの巻き終わり側端辺21の盛り上がり高さHが、この端辺21のどこで測定しても常に2.0μm以下である。前記フッ素樹脂チューブは、巻き終わり側端辺21の段差Dが、この端辺21のどこで測定しても常に3.0μm以下(特に2.3μm以下)であることが望ましく、このようなチューブ30は、厚さTが2.5μm以下(特に2.0μm以下)のフッ素樹脂フィルム20を巻回することによって製造できる。
(もっと読む)
エルボ型EF継手及びその製造方法
【課題】 低コストでかつ所定の融着性能を有するエルボ型EF継手を提供する。
【解決手段】 エルボ型EF継手1は、熱可塑性樹脂からなり、両側の直管部21a、21bとその間の曲管部22を主体とするエルボ形状の継手本体2と、その内周側に配設された電熱線3とを有し、継手本体2は直管から曲げ加工を施して形成された部材であるとともに、電熱線3は直管部21a、21bの内周面に巻回された埋設部31a、31bとこれらの端部同士を連結する渡し部31cからなる。
(もっと読む)
ラミネートチューブ容器の製造方法
【課題】 樹脂を主とする積層材で金属箔の層を含むラミネートシートを使用したラミネートチューブ容器の製造について、筒状体を作る際のシャフトに沿ったラミネートシートの移動や、筒状体に口部材を固着する際のマンドレルに対する筒状体の挿入・抜き取りをスムーズに行なうことができて、ラミネートチューブ容器を歩留まり良く効率的に製造できるようにする。
【解決手段】 ラミネートシート1Aを筒状に丸め、その端部同士を重ね合わせて接合し、所定の長さの筒状体1Bにしてから、この筒状体1Bの一端に口部材を固着するようなラミネートチューブ容器の製造方法において、ラミネートシート1Aを筒状に丸めて筒状体1Bとする工程よりも前に、ラミネートシート1Aに対して、(上下の各エンボスローラ4,5により)シート1Aの表裏に亘るようにエンボス加工を施しておく。
(もっと読む)
インモールドラベル及びインモールドラベル付き合成樹脂製容器
【課題】 ラベルの接着面に凹凸を、より効果的に、簡単でかつ低コストで生産性の高い工程で形成し、接着剤塗布工程、接着層を設ける工程や基材への両面処理を必要としないラベルを得ることを技術的課題とし、厳しい条件下でもブリスターおよび皺の発生が無く、そして接着強度の高いインモールドラベル、およびこのラベルで加飾された合成樹脂製容器を提供することを目的とする。
【解決手段】 インモールドラベルにおいて、貼付する容器の壁面と直接熱融着可能な合成樹脂製の単層フィルムからなる基材に、少なくとも一方の面に印刷により加飾した状態で、エンボス加工を施す。
(もっと読む)
管状体の製造方法
【課題】 屈曲の内側へ肉が偏ることを抑制することができる管状体の製造方法を提供する。
【解決手段】 管状体である燃料ホースは、管状素材であるホース素材15aを加工工程で所定形状とした後、加硫処理を施して得られる。加工工程では、縮径治具であるキャップ31と、マンドレル41とが使用される。キャップ31は、第2押圧部34を有している。この第2押圧部34は、ホース素材15aを所定形状とする際、燃料ホースとした場合に該燃料ホースの屈曲部と普通径部との境界領域となる部位のうち屈曲の内側となる箇所であるコーナー内側部15bの近接位置15cをマンドレル41へ向かって押圧する。
(もっと読む)
常温収縮チューブ用スパイラルコアの構造およびこのスパイラルコアの製造方法
【課題】 合成樹脂を用いても、被さる常温収縮チューブの大きさに関わらず、その収縮力に十分対応でき、精度良く容易に製造できること。
【解決手段】 拡径された常温収縮チューブが被さる常温収縮チューブ用スパイラルコア100である。常温収縮チューブ用スパイラルコア100は、押出成形されるリボン110を螺旋状に巻いて筒状に形成されてなる。リボン110は、長手方向に延在する中空部113を有し、ポリプロピレン樹脂を用いて成形されている。
(もっと読む)
模造イグサ製造用金型
【課題】 模造イグサの製法はほとんどが、一旦棒状又はフィルム状に成型した原料を、最終的に形状を整えるために金型に通過させている。よって、スタート時、金型が原料が融解する程度加熱されている場合、棒状や筒状のものを金型に入れると最初に接した部分で融けてくっつくこととなる。そうなると、それ以後スムースに通らず、金型を洗浄しなければならなくなる。これを防止するため、原料を新たに通すたびに、金型の温度を融解温度以下に下げていた。これは時間がかかるばかりでなく、エネルギー的にも非常に無駄である。
【解決手段】 熱可塑性樹脂よりなるプラスチック原料を、連続的に成型するための金型であって、原料の流れ方向に本体が複数に分割されたもの。
(もっと読む)
導電性ローラのパターン形成方法
【課題】 簡素な方法により、導電性ローラの塗膜層表面粗さを適切にして、トナーの搬送量や帯電量を適正にできる導電性ローラの表面処理方法を提供することを目的とする。【解決手段】 凹凸形成用ローラ11の表面に微細な凹凸からなるパターン11bを形成するとともに、前記導電性ローラ1と凹凸形成用ローラ11との相対回転により、前記パターン11bを導電性ローラ1の塗膜層4の表面に押し付けて形成することにより、樹脂から構成される塗料が塗布されて比較的平滑に形成された導電性ローラ1に、微細な凹凸からなるパターン1bが容易に刻設され、適度な表面粗さが付与されて、表面形状の最適化により、トナーの搬送量および帯電量が最適となり、最終的に出力される画質の向上が期待される。 (もっと読む)
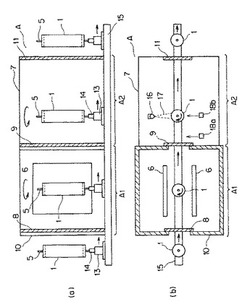
成形ホースの製造方法および製造装置
【課題】 ゴム層と同ゴム層に積層された樹脂層とを有し、且つ、所定形状に曲げ加工された成形ホースを製造するための装置において、加硫が終了したホースから曲がり形状の芯棒を抜き取る操作を、たとえ曲がり形状の曲率半径が小さくても、比較的容易に実行でき、しかも、加硫芯棒の曲がり形状に即した所望の曲がり形状を得ることの可能な、成形ホースの製造装置と製造方法を提供する。
【解決手段】 所定形状に対応する形状の中芯を内面側に挿入した状態のホースを加硫のために加熱し、次に、加硫後で放冷前のホースから中芯を抜き取った後に用いられ、ホース42の外形を所定形状に保持するために、ホース42の外面に外力を加える当接部30a,30b,30c,30dを有し、この当接部によって外形を所定形状に保持したままホース42を室温まで冷却可能な装置1とした。
(もっと読む)
複合材料パイプ及びそれらの製造方法
強化複合材料パイプ及びその製造方法は一般に、典型的には中間品形体(214)として提供される少なくとも1つのポリマー強化材相を使用する。中間品形体は典型的にはコアパイプ(216)上に適用され、更に団結されることができる。任意の外被(212)を使用することができる。  (もっと読む)
(もっと読む)
射出成形品の二次加工方法
【構成】 射出成形品の二次加工方法では、射出成形されたリブ付管用枝付管10の支管12側方のリブ15間にゴム輪19を嵌めてから、枝付管10を油槽21に浸漬して支管12を加熱し拡径する。
【効果】 枝付管10の支管12側方のリブ15間など射出成形に固有に起因する表面状態部分をゴム輪19により断熱することにより、枝付管10を加熱してもその部分の温度上昇が抑えられるため、加熱による外観不良の発生は防がれる。また、二次加工する支管12だけでなくその回りの枝付管10も加熱しても、このような外観不良を防止できるため、汎用性のある加熱設備を用いることができる。
(もっと読む)
筒状シュリンク材の製造方法
【課題】シュリンクフィルムを筒状にするためにフィルム端面の貼着の検認が容易で、人体に有害な溶剤を塗布しない筒状シュリンク材の製造方法を提供する。
【解決手段】帯状のシュリンクフィルム10の長手方向における一端側から徐々にシュリンクフィルム10の幅方向における一端にシュリンクフィルム10の幅方向における他端が被さるように、シュリンクフィルム10をシュリンクフィルム10の長手方向における一端側から徐々にシュリンクフィルム10の幅方向に向けて丸める。丸められたシュリンクフィルム10の幅方向における一端および他端において対向した面のうちの少なくとも一方の面に塗工部材による粘着剤の直接塗工により粘着剤層を形成した後、丸められたシュリンクフィルム10の幅方向における一端および他端において対向した面を粘着剤層で連結して筒状にシュリンクフィルム10を形成する。
(もっと読む)
樹脂被覆ローラ表面の平滑化装置
【課題】薄肉の芯金を使った樹脂被覆ローラであっても、軟化した樹脂被膜を平滑度の高い円筒加圧部材で押圧することで、高精度に平滑化する。
【解決手段】樹脂被覆ローラ1の内部に設置された発熱体7に電力を供給して、樹脂被覆ローラ1の表面が軟化溶融した状態で定速回転させ、同時に、軸方向に移動する搬送装置15上に支持された円筒加圧部材5を樹脂被覆ローラ1と接触しないように退避させた状態で、モータ12によって定速回転させておく。次に、エアシリンダ14を用いて、円筒加圧部材5を樹脂被覆ローラ1側に所定量張り出させ、搬送装置15を矢印X方向に定速で移動させ、円筒加圧部材5の表面形状を樹脂被膜に転写する作用を及ぼし、樹脂被覆ローラ表面を均一に平滑化する。
(もっと読む)
81 - 100 / 107
[ Back to top ]