
Fターム[4F209AG08]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 一般形状、構造物品(用途物品優先) (3,776) | 管状体(←配管パイプ) (150)
Fターム[4F209AG08]の下位に属するFターム
異形管(←非円形断面) (3)
波形管(←ひだ付き管) (11)
有節管 (1)
曲り管 (28)
Fターム[4F209AG08]に分類される特許
61 - 80 / 107
プロテクタ構造及びプロテクタの製造方法

【課題】工数の削減を図れるとともにコスト面で有利であり作業性を良好にすることができるプロテクタ構造及びプロテクタの製造方法を提供する。
【解決手段】 複数の電線31を有するワイヤハーネス30の外側に組み付けられるプロテクタ構造であって、熱可塑性樹脂により筒形状に形成されたプロテクタ母材の内側に電線31が挿通されてから、プロテクタ母材の屈曲位置14,15が加熱され、加熱された屈曲位置14,15が折り曲げ成形されるプロテクタ構造及びプロテクタの製造方法。
(もっと読む)
ゴム製筒体の製造方法及びゴム製筒体の製造装置

【課題】マンドレルの形状にかかわらず表面追従性に優れ、厚み変動が少なく、テープ間密着性に優れたゴム製筒体の製造方法及びその製造装置の提供を目的とする。
【解決手段】 ゴム供給手段3からマンドレル1に未加硫ゴムテープ2を送り出し、ゴム供給手段3とマンドレル1とをマンドレル1の軸方向Aに相対的に移動させながらマンドレル1を回転させることによって、マンドレル1の外周面に未加硫ゴムテープ2を螺旋状に巻き付け、得られた未加硫ゴム層4を加硫するゴム製筒体の製造方法であって、離間配置された回転ローラ6,6間に張架されたエンドレスベルト8を未加硫ゴム層4の外面に接触させることにより、エンドレスベルト8がマンドレル1の回転にしたがって移動しながら、未加硫ゴム層4を円弧状に接圧することを特徴とする。
(もっと読む)
樹脂パイプの成形方法及びその樹脂パイプの成形用マンドレル
【課題】樹脂パイプの曲げ加工の際に、樹脂パイプの内面形状を維持しつつ、平滑に成形でき、また曲げ加工した後の樹脂パイプからマンドレルを容易に抜き取ることが出来る樹脂パイプの成形方法及びその樹脂パイプの成形用マンドレルを提供する。
【解決手段】先ず表面が一定の摩擦係数以下(例えば、材質がシリコーン等の樹脂の場合には、0.08以下)の棒状のマンドレル1に成形用の熱可塑性樹脂材料から成る樹脂パイプ2を挿入する。次に、上記マンドレル1に挿入した樹脂パイプ2とマンドレル1とを図示しない加熱手段(例えば、オーブン等)を介して所定温度(170°C〜180°C)に加熱した状態で所定の三次元形状に曲げ加工する。そして、この曲げ加工した樹脂パイプ2を、成形型3にセットした後、冷却手段により冷却し、成形加工した樹脂パイプ2の形状が安定した状態(硬化)で成形型3から取外す。成形型3から取外した成形加工された樹脂パイプ2からマンドレル1を引き抜き成形作業を終了する。
(もっと読む)
円筒状部材の製造方法及びこれを用いた転写物、円筒状部材の瘤欠陥修正装置
【課題】瘤欠陥のない円筒状精密部材を製造する上で有利な円筒状精密部材の製造方法このようなロール面の形状を写し取った転写物を製造する方法を提供する。
【解決手段】円筒状部材の表面にめっき等の表面処理により形成された突起状の瘤欠陥について、前記瘤欠陥の箇所を欠陥検出手段により検出し前記円筒状部材のロール面に対して接線方向から加工用レーザービーム照射手段により加工用レーザービームを照射し前記瘤欠陥を除去することを特徴とする円筒状精密部材の製造方法を提供する。
(もっと読む)
ゴムホースの製造方法
【課題】厚み精度に優れ、外面形状が円錐台形状のようにホース長さ方向で外径が変化する形状であっても、偏肉構造を有するゴムホースを得ることができるゴムホースの製造方法の提供を目的とする。
【解決手段】 ゴム供給手段6から送り出された未加硫ゴムテープ5を、回転するマンドレル本体3の外周面に螺旋状に巻き付けて筒状に成形し、該筒状成形体を加硫するゴムホースの製造方法であって、マンドレル1は、外周面が中心軸2周りに回転対称な形状に形成されたマンドレル本体3と、該マンドレル本体3の中心軸2に対して偏心位置に形成された回転軸4とを備え、該回転軸4を回転させてマンドレル1の外周面における周速度を周期的に変動させ、未加硫ゴムテープ5の送り出し速度を前記周速度の最低速度S1以下の速度に設定し、周速度と送り出し速度との差に応じて未加硫ゴムテープ5を引き伸ばしつつマンドレル本体3に螺旋状に巻き付けることを特徴とする。
(もっと読む)
フィルム材の製造方法と装置
【課題】箱状の包装袋を形成する際、4隅の柱部に強度を有するように形成するフィルム材を製造すること。
【解決手段】フィルム材10は、幅方向の中間部において内側に屈曲する一対の第1の折込部11、11を進行方向に沿って形成し、第1の折込部11の両外側において外側に屈曲する第2の折込部13、13を第1の折込部11、11と平行に形成する。このフィルム材10を製造する場合、無垢のフィルム材を第1の折込シール形成部に送給して第1の折込部11を形成し、張設部で張力を付与したフィルム材を第2の折込シール形成部に送給して第2の折込部13を形成する。その後、第1の折込部11と第2の折込部13を形成したフィルム材10を巻取り部において巻き取る。
(もっと読む)
チューブ材の施工装置、チューブ材の施工方法および本体収容ケース
【課題】チューブ材の端部の拡径加工における操作の負担軽減と作業能率の向上とができるチューブ材の施工装置を提供する。
【解決手段】施工装置1は、所定位置に保持されたチューブ材Tの端部T1へ加工部材40を進出させて端部T1を加工する装置であり、端部T1に向けて加工部材40を進退させる本体3と、チューブ材Tを所定位置に保持するクランプ機構20とを備え、本体3は、作動ロッド12を空気圧で進退させるエアシリンダーを有するヘッド部13、これから延設されたグリップ14を有し、ヘッド部13は、作動ロッド12の先端側に加工部材40を着脱可能に保持し、グリップ14は、エアシリンダーに圧縮空気を送る空気流路90と該空気流路90をエアシリンダーよりも上流側で開閉する流路開閉弁100を内部に備え、流路開閉弁100を開閉操作する開閉スイッチ110を外部に備え、開閉スイッチ110の操作により加工部材40が進退する。
(もっと読む)
自動車用ウォーターパイプ
【課題】使用時の要求特性である耐加水分解性、耐熱性及び耐塩化カルシウム性を全て満たし、成形時の要求特性である成形性も確保する。さらには、単層構造を可能にしてコルゲート成形性、耐圧性、曲げ加工性及び形状保持性を確保する。
【解決手段】ポリアミド系樹脂(I)とポリオレフィン(II)とから主としてなり;ポリアミド系樹脂(I)が特定のポリアミド9Tであり;ポリアミド系樹脂(I)の末端アミノ基量が60μモル/g以上であり、且つ末端カルボキシル基量が10μモル/g以下であり;ポリオレフィン(II)が、酸変性されたポリオレフィンと酸変性されていないポリオレフィンとを質量比80:20〜20:80で含む結果、酸変性量が0.2〜0.5質量%であり;(I)と(II)との質量比が90:10〜70:30である熱可塑性重合体組成物;で成形された自動車用ウォーターパイプである。
(もっと読む)
スリーブ加工方法
【課題】スリーブ表面を簡単かつ高精度に加工するスリーブ加工方法を提供する。
【解決手段】内径D1(mm)のスリーブ基材12を、D1<D2<D1+0.5mmの関係を有する外径D2(mm)の芯体14に嵌入する工程と、芯体14に嵌合された状態でスリーブ基材12の外周面を表面加工する工程と、表面加工が終了したスリーブ基材12を、芯体14から取り出す工程とを備えた。スリーブ基材12が芯体14にしっかり保持された状態でスリーブ基材12の外周面を表面加工するので、高精度の加工を簡単に行うことができる。
(もっと読む)
樹脂複合ホース及びその製造方法
【課題】樹脂層による波打ち状の変形の発生を良好に防止でき、且つ輸送流体に対する優れた耐透過性を有する樹脂複合ホースを提供する。
【解決手段】樹脂ホース10を、輸送流体に対して耐透過性を有するバリア層としての断面中間の樹脂層12と内ゴム層16と、外ゴム層14との積層構造となすととともに、ホース軸方向の所定部分に曲り部10-1を有し、且つ曲り部10-1は、扁平円形状化して周長を増大させる形状となしておく。
(もっと読む)
リブ付き管の受け口部成形方法
【課題】リブ付き管の接続部分に隙間が形成されることがないように、リブ付き管の受け口首部を確実に立ち上げる。
【解決手段】熱可塑性樹脂製のリブ付き管10を固定して端部を加熱軟化させ、リブ付き管10の端部に賦形金型2を挿入し、その拡径部21を拡径させて受け口部102を形成した後、拡径部21を拡径させたまま賦形金型2をリブ付き管10に対して前進させ、受け口首部104を立ち上げる。
(もっと読む)
曲り管成形方法
【課題】作業者の負担が小さく且つチューブに傷がつきにくく曲り管成形方法を提供する。
【解決手段】チューブTを成形型9の断面U字状の凹み部90にセットするチューブセット工程と、チューブセット状態の成形型を加熱する加熱工程と、チューブセット状態の成形型を冷却する冷却工程と、成形型からチューブを取り外す脱型工程から成り、前記チューブセット工程では、成形型9に、当該成形型9とは別体の曲り管成形用のクリップCPを着脱自在に取り付け、前記成形型9への取り付け状態においてクリップCPの押さえ部2により、チューブTが不用意に成形型9から抜けないようにしてある。
【選択図面】図3  (もっと読む)
(もっと読む)
埋め込まれた帯材を有する熱可塑性材料の管状パッケージング本体
本発明は、少なくとも一つの熱可塑性材料からなる積層材から形成された管状パッケージ本体に関するものであり、積層材の端部は溶接により固定されるとともに、溶接又は接着された帯材によって覆われる。本発明による管状本体は、前記帯材が積層材に少なくとも部分的に埋め込まれていることを特徴とする。本発明は、前記管状本体を製造する方法にも関係している。 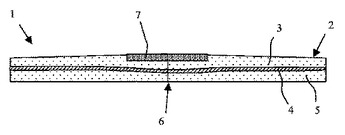 (もっと読む)
(もっと読む)
機能性被覆材、輸送管、補強型輸送管、補強・耐久性プーリー、補強・耐久性ローラー、補強・耐久性コンベアベルト又は補強・耐久性ホッパー
【課題】 ゴム材と、粉砕した硬質材及び/又は粉粒状の硬質材を混合して、所望の形状に一体成形してもこれらの接合性が良好であり、しかも、十分な耐衝撃性や耐摩耗性更に耐久性等を安定して容易に得ることができる機能性複合材を提供すると共に、この機能性複合材を用いた輸送管、補強型輸送管、補強・耐久性プーリー、補強・耐久性ローラー、補強・耐久性コンベアベルト又は補強・耐久性ホッパー等の複合品をも提供するものである。
【解決手段】 ゴム材1と、粉砕された硬質材2とを混合して、所望の形状に一体成形してなる被覆緩衝具Aであって、前記ゴム材1に、所定量の混練促進剤3を含有してなる。
(もっと読む)
巻取中にストリップを安定化させる方法及び装置
ハブを有するスプール上に複合ストリップを巻き取るためのスプール巻取組立体が開示される。組立体が巻き取るストリップ(10)は、細長いプラスチックストリップであって、平坦なベース部分と、ベース部分から直立した、複数の横方向に間隔を隔てた長手方向に延在するリブ部分とを有し、複数の細長い補強部材はそれぞれのリブ部分の内部を長手方向に延在し、リブ部分と補強部材とは複合リブを形成している。組立体は、メインフレーム(202)と、メインフレームに対してスプールを回転可能に支持するためのスプールホルダ(204)と、メインフレーム(202)に対してスプール(50)を駆動するためのスプール駆動ユニット(206)と、スプール(50)に対して横方向に動くために取り付けられたキャリッジ(240)と、キャリッジ(240)に取り付けられたベンダー(90)であって、スプール(50)のハブ(55)に向けて供給されるストリップ(10)を受けるための、及び、ストリップ(10)を変形させて、屈曲ベース部分を与えるための、上記ベンダーと、ストリップ(10)をベンダー(90)に通して駆動するための、ベンダー(90)に機能的に結合されたベンダー駆動ユニット(210)と、を備えていることを特徴とする。 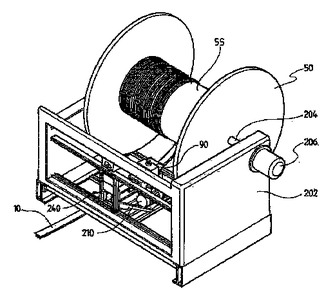 (もっと読む)
(もっと読む)
樹脂チューブの高速曲げ方法とこの方法に用いる3次元曲げ型
【課題】 曲げ装置で「1軸、又は2軸に力を加える」だけで、直管状の合成樹脂チューブを3次元曲げができる手法を提供する。
【解決手段】 (a) 曲げ装置の動力として、駆動されるX軸スライド部10を水平に配置し、このX軸スライド部10に水平面内で交叉方向に延びたアーム11を設け、このアーム11の先端側に垂直方向に駆動可能なZ軸スライド部9を取付ける一方、Z軸スライド部9の下端部に水平に動くY軸スライド部8を設け、3次元曲げされるチューブPの長さ方向での角度変化に追従するため、前記Y軸スライド部8の中心に、水平回転機構を介してZ軸方向に追従昇降できる水平ローラ4と該水平ローラ4における左右両端の鉛直下方に互いに向き合った球状の自在ベアリング6a,6b又は縦ローラを備えたヘッド機構Hを取付け、3次元曲げされるチューブPの曲げ軌道に対して3軸方向に自由に追従可能な一体形構造で動作してに3次元曲げを高速で実現する。
(もっと読む)
積層管製造装置及びその方法
本発明に係る積層管製造装置及びその方法は、円筒構造を有する巻き取り機及びこれを回転駆動させる駆動手段と;上記巻き取り機に積層管の内層及び外層を形成するために樹脂材をシート状に押出する内層押出機及び外層押出機と;中間層を形成するために溶融状態の物質を一対の引出しローラを利用してシート構造に引き出す中間投入機と;上記巻き取り機の側面に位置され上記巻き取り機に多層構造に積層されたシートを押さえて圧着させる圧着ローラと;を備えて構成されるので、内圧強度及び外圧強度に優れ、熱衝撃にも十分な剛性を有するようにして耐久性及び信頼性が向上された積層管を製造することができる。 (もっと読む)
ロール式インプリント装置用の広幅ナノインプリントロールの製造方法
【課題】可視光の波長(380nm)以下の微小パタンを有する構造体を、原版よりもはるかに大面積に拡大されている状態で製造する、広幅のロール式ナノインプリント装置用のインプリントロールの製造方法を提供する。
【解決手段】サブ波長構造体のポジ(又はネガ)パタンが形成されている小面積原版のパタン転写層を有する転写媒体による転写操作を繰り返すことによって転写面積を拡大することからなるロール式インプリント装置用の広幅ナノインプリントロールの製造方法であって、前記転写媒体として、原版のポジ(又はネガ)パタン面を紫外線硬化性又は電子線硬化性のポリシロキサン層に直接押圧転写した後、紫外線又は電子線を照射して形成されているサブ波長構造体のネガ(又はポジ)パタンを有する硬化ポリシロキサン層をロール表面に形成した小幅ナノインプリントロールを使用する。
(もっと読む)
保護材付きゴムホースおよびその成型方法
【課題】磨耗等の機械的耐久性に優れると共に、作製の容易な保護材付きゴムホースを提供すること。
【解決手段】ゴムホースと、該ゴムホース外面を保護する保護材とを有し、前記保護材が、ゴムシートを前記ゴムホース外面に巻き付ける又は貼り付けるゴムシート取り付け工程を少なくとも経て形成されたことを特徴とする保護材付きゴムホース。
(もっと読む)
管端部の面取り方法および管端部の面取り装置
【課題】管端部の板厚が偏肉していたり、内径と外径との軸がズレている場合等においても、確実に管端部の面取りができる管端部の面取り方法及びその装置を提供する。
【解決手段】型に設けた環状溝24に面取りする管の管端部19aを押圧して、該管端部19aの内外面を同時に面取りする方法であって、前記環状溝24を、内面取り型18に設けた内周面取り部20と、外面取り型14に設けた外周面取り部21により奥細状に形成し、前記内面取り型18を前記外面取り型14に嵌装し、該内面取り型18と該外面取り型14の少なくとも一方を、該内外の面取り型14、18を支持するベース2に対して管径方向及び/又は管軸方向に移動可能に設け、前記環状溝24と前記管端部19aとを対向配置し、該管端部19aの内面を前記内周面取り部20に押圧すると同時に、前記管端部19aの外面を前記外周面取り部21に押圧して管端部19aの面取りをする。
(もっと読む)
61 - 80 / 107
[ Back to top ]