
Fターム[4F211TH17]の内容
プラスチック等のライニング、接合 (31,000) | 予備成形品の前処理・コンディショニング (1,728) | 機械的処理 (761) | 粗面化、凹凸の付与 (262)
Fターム[4F211TH17]に分類される特許
41 - 60 / 262
内装部品およびコンソールボックス
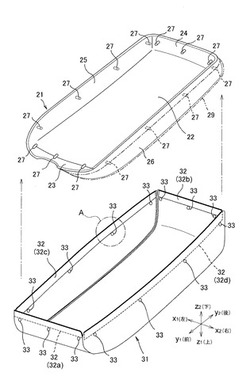
【課題】表皮材装着の作業性を高め、接着剤の使用量を減らし又は接着剤を使用せずに少ない支持点で表皮材を固定し内装部品(例えばコンソールボックス)の良好な仕上がりを提供する。
【解決手段】剛性を有する硬質のコア材21と、コア材21を覆う表皮材31とを備えた内装部品であって、コア材21は、その裏側に、表皮材31の縁部を係止する複数の係止突起27を備え、表皮材31は、当該表皮材31の縁に沿って延びる帯状の芯材32を備えると共に、芯材32に近接する上部位置に係止突起27と係合する複数の係止孔33を備え、表皮材31の縁部をコア材21の縁部で折り返してコア材21の裏側に廻り込ませ、係止孔33に係止突起27を差し込むことにより表皮材31をコア材21に緊張状態に支持させた。
(もっと読む)
アルミニウム合金板と樹脂部材とのレーザー接合方法
【課題】アルミニウム合金部材としてその表面形状を複雑化したものを用いてレーザー接合することにより、樹脂部材との接合強度を高めた複合体を得る。
【解決手段】被接合アルミニウム合金板にエッチング処理を施して表面に凹凸を形成した後、当該アルミニウム合金板の一方の面と樹脂部材とを重ね合わせ、その後に、前記アルミニウム合金板の他方の面にレーザー光を照射させてアルミニウム合金板に接している樹脂部材を軟化させて当該樹脂で前記凹凸を充填する。
エッチング処理の前にブラスト処理を施してもよい。
(もっと読む)
樹脂成形部材

【課題】アウター部材の表面品質を向上すると共に溶着強度を高めたリアスポイラーを提供する。
【解決手段】
リアスポイラーは、熱可塑性樹脂からなるインナー部材32と、同じく熱可塑性樹脂からなるアウター部材とを振動溶着により固着して形成される。インナー部材32のアウター部材と当接する接合面部36には、断面円形に形成された柱状の溶着突起40が複数形成される。この溶着突起40は、相互に最も近接する3つの溶着突起40,40,40の離間距離lが等しくなるよう配置される。すなわち、3つの溶着突起40,40,40は、正三角形に近似した三角形の各頂点に位置するよう配置される。
(もっと読む)
吸収性物品の製造方法
【課題】不織布に別部材を貼り合わせ、接着強度が安定的に向上した吸収性物品を、連続的に製造する吸収性物品の製造方法を提供することにある。また、使用時に、体液の横漏れが発生し難い吸収性物品を、連続的に製造する吸収性物品の製造方法を提供すること。
【解決手段】本発明の吸収性物品の製造方法は、吸収性本体5を構成する不織布と別部材とを貼り合わせて吸収性物品を連続的に製造する方法である。本発明の吸収性物品の製造方法は、前記不織布又は前記別部材における予め接着剤7を塗布する領域を圧縮して圧縮部21を形成する圧縮部形成工程と、圧縮部21に接着剤を塗布する接着剤塗布工程と、接着剤7を介して前記不織布と前記別部材とを接合する接合工程とを具備している。
(もっと読む)
外装カバー
【課題】 溶着前に2つの部品を組み合わせるだけで、2つの部品の間に引き込み合う力を生じさせる外装カバーを提供する。
【解決手段】 溶着ボスおよび凸部が形成される第1のカバー部材と、前記溶着ボスが挿入される穴部および前記凸部が挿入される長穴部が形成される第2のカバー部材とを有し、前記溶着ボスを前記穴部に挿入し、前記凸部を前記長穴部に挿入した状態で前記溶着ボスを溶融することで、前記第1のカバー部材と前記第2のカバー部材とを溶着する外装カバーであって、前記凸部を前記長穴部に挿入することで、前記長穴部と前記第2のカバー部材の端辺部との間の領域が変形することで、前記第1のカバー部材と前記第2のカバー部材との間に付勢力を発生させる。
(もっと読む)
金属ワークとプラスチックワークとを接合する方法
【課題】不都合点を有することなく重ね接合を行うことができる、金属ワークとプラスチックワークとを接合する方法を提供することを目的とする。
【解決手段】接合工具5を用いて金属ワーク1とプラスチックワーク3とを接合する方法であって、金属ワーク1とプラスチックワーク3とを位置決めするステップと、ピン7、スリーブ9、外側締め付けリング11の先端を金属ワーク1の外側面に接触させるステップと、ピン7及びスリーブ9の先端と金属ワーク1の外側面との間に摩擦を発生させるために、ピン7及びスリーブ9を回転させるステップと、スリーブ9を金属ワーク1に貫入させる一方、ピン7を金属ワーク1の外側面から離すステップとを含み、スリーブ9を金属ワーク1の接触面に到達する前に停止させた後に、スリーブ9及びピン7の先端が同じ高さになるまで、スリーブ9を金属ワーク1から離す一方、ピン7を金属ワーク1の外側面の方へ動かす。
(もっと読む)
金属と炭素繊維強化樹脂との積層体とその製造方法
【課題】金属と3軸織物構成の炭素繊維強化樹脂とを強固に接着し、積層体の剛性向上、耐久性向上、軽量化、薄肉化を図ることができる金属と炭素繊維強化樹脂との積層体その製造方法の提供。
【解決手段】本発明の金属と炭素繊維強化樹脂との積層体は、3本の炭素繊維束が、互いに、所定の角度を有するように織り込まれ、互い違いに交差する織り目に、所定の形状の開孔部を有するように織られた3軸織物に形成されている炭素繊維強化樹脂体と、前記炭素繊維強化樹脂体に積層される金属体であって、前記開孔部に相当する位置に凸部が形成された金属体と、前記炭素繊維強化樹脂体と前記金属体とを一体に接合するための接着剤とからなり、前記開孔部内に前記凸部が位置するようになっていることを特徴とする。接着剤は1液性エポキシ接着剤であるとよい。
(もっと読む)
ゴム成型体の接合方法及びこれを用いた環状ゴムガスケットの製造方法
【課題】ゴム成型体を所望の間隔を開けて精度良く接合することができるゴム成型体の接合方法と、この接合方法を用いることにより、大掛かりな装置を必要とせずに寸法精度の高い環状ゴムガスケットを効率的に製造することができ、且つ、製品仕様が異なり、そのサイズが多様であるような環状ゴムガスケットの製造にも対応することができる環状ゴムガスケットの製造方法を提供する。
【解決手段】予めゴムの加硫成型によって形成された複数のゴム成型体10を接合するゴム成型体の接合方法であって、接合対象の前記ゴム成型体10における接合対象部位10aを、所定の金型1に位置決め手段4を介し所定の間隔Dを開けて配置し、該間隔Dと前記金型1とにより形成されるキャビティ50に未加硫ゴムGを装填し、該未加硫ゴムGを加硫成型して前記接合対象部位10a,10a同士を接合することを特徴とする。
(もっと読む)
繊維強化型プラスチックの接合構造及び接合方法
【課題】 多くの種類の高分子材料を、接着剤を使わずに、少ない工数で、繊維強化型プラスチック基板に強固に接合することが可能な、接合構造と接合方法を提供すること。
【解決手段】 繊維強化型プラスチック基板の合成樹脂と接着させたい部分の、表面の少なくとも一部のマトリックス2aを、物理的または化学的な手段により除去し、強化繊維1a、1bを表面に露出させ、マトリックスを除去した空間3に、可塑化した第二の高分子材料4を、付着、または成形することにより、露出した強化繊維間の空隙や凹凸に、可塑化した第二の高分子材料4が入り込み、そのまま硬化して、投錨効果が生じ、機械的結合による強固な接着を可能とする。
(もっと読む)
管簡易脱着継手
【課題】 管を手軽に繋いだり外したりし、併せて連結する管の外径を変えずに引っ掛かかりを無くした継手を提供する。
【解決手段】 継手(2)の両端に切り込み(3)をいれ、端部が撓り連結しようとする管(1)に容易に挿入でき、突起部(4)が管の孔(7)に噛み合い突起部角度(6)の角度により外れなくなる。
解除しようとする時は、お互いを捻ると突起部(5)の角度により突起が管内に潜り込みそのまま抜けば容易に接続を外す事が出来る。
(もっと読む)
積層体及びその製造方法
【課題】型内発泡成形体の優れた衝撃吸収性及び消音性、外装材の優れた擦れや力による音鳴り低減性を阻害することなく、型内発泡成形体と外装材との間の十分な接着強度を備えた、型内発泡成形体と外装材との積層体の製造方法を提供することを課題とする。
【解決手段】ポリプロピレン系樹脂とポリスチレン系樹脂の複合樹脂粒子に由来し発泡剤を含有する発泡性樹脂粒子を予備発泡させた予備発泡粒子の残発泡剤量を0〜3質量%に減少するように調製する工程、調製後の予備発泡粒子を型内発泡成形することで表面に凹凸を備えた型内発泡成形体を得る工程と、前記型内発泡成形体の凹凸を備えた表面上に外装材を積層する工程とを含む積層体の製造方法により上記課題を解決する。
(もっと読む)
表皮付き部材
【課題】意匠性に優れる表皮付き部材を提供すること。
【解決手段】表皮付き部材の基体1を、本体部2と、本体部2の側面から本体部2の外方に向けて突出する第1芯部3および第2芯部4と、で構成し、表皮体5における第1表皮材6と第2表皮材7との綴じ代を、第1芯部3と第2芯部4との隙間に配置し、第1表皮材6によって第1芯部3と本体部2の表面とを覆い、第2表皮材7によって第2芯部4と本体部2の裏面とを覆い、第1表皮材6のなかで本体部2を覆う部分と第1芯部3を覆う部分との境界部分に、飾りステッチ58を形成する。
(もっと読む)
部材の接合方法及び接合体
【課題】管腔を有する部材どうしを短時間かつ簡便に接合することができる部材の接合方法を提供する。
【解決手段】第一の管腔を有する第一の部材と、樹脂材料からなり、第二の管腔を有する第二の部材とを接合するための部材の接合方法は、第一の部材を第二の管腔に挿入する挿入工程S10と、第二の部材のうち第二の管腔を形成する部位を樹脂材料のガラス転移点まで加熱し、第二の部材を軟化させる軟化工程S20と、軟化工程の後で、第二の材料を第二の管腔の軸線回りにねじって変形させ、第二の管腔の内面と、第一の部材の外面とを密着させる密着工程S30とを有することを特徴とする。
(もっと読む)
台所部材及び台所部材の製造方法
【課題】樹脂組成物で一体成形され、安価に大量生産可能であり且つ多種多様に製造可能である台所部材、及び前記台所部材の製造方法を提供することである。
【解決手段】水槽状部領域30とカウンター部領域20とコンロ設置領域10の内の少なくとも2つの領域が一体化された台所部材1の各領域の裏面側又は内面側を構成する補強部材を製造する補強部材製造工程と、補強部材を成形型に設置する補強部材設置工程と、成形型に樹脂を充填する樹脂充填工程とを有し、成形型は、補強部材を取付け可能であって、取り付けられた補強部材の表面側と成形型の内面との間に樹脂充填空間を形成するものであり、樹脂充填工程で充填される樹脂によって複数の補強部材の表面側が一体的に覆われて補強部材同士が接合される。
(もっと読む)
フィルタ及びその製造方法
【課題】濾過効率を高めつつ小型軽量化を図ることができる生産性に優れたフィルタを提供する。
【解決手段】本フィルタは、流入口2aを有する第1ケース構成部材(下ケース2)と、第1ケース構成部材との間で濾過室4を形成し、流出口3aを有する第2ケース構成部材(上ケース3)と、濾過室内に収容され、ひだ折部13及び平坦部14を有するひだ折状の濾材5と、を備えるフィルタであって、第2ケース構成部材は、レーザ透光性樹脂を用いてなり、濾材のひだ折部の側縁と接触する側壁11a,11bを有し、濾材は、レーザ吸収性樹脂を用いてなり、第1及び第2ケース構成部材のそれぞれには、濾材の平坦部を挟持する挟持部17,18が設けられており、濾材の平坦部は、第2ケース構成部材の挟持部の挟持面と交差する方向に照射されるレーザ光L1により挟持部に溶着されており、濾材のひだ折部の側縁は、第2ケース構成部材の側壁の壁面と交差する方向に照射されるレーザ光L2により側壁に溶着されている。
(もっと読む)
全ての方向での曲げに対して改善された耐久性を有するフィルム積層体の製造方法および製造装置
【課題】一般的な二次元構造の様な見栄えという積層体の特徴を犠牲にすることなく、穴あけおよび耐引裂伝播性に実質的に害を及ぼすことなく、“物質感”を加えそしてあらゆる方向においてフィルムの剛性および弾性を改善すること。
【解決手段】積層は、2つの層の積層用層を互いに直接接触させそして熱および圧力を適用することによって行われ、そして積層手段を、それにより積層の機械方向に一般に直角をなす方向に延在する連続するまたは不連続な直線的な線で配置された接合領域への接合を制限するように適応させ、そして積層が第一の層を固体状態でその収縮方向に収縮させた後に、それにより第二の層の非接合領域は曲がりそして該収縮方向に直角をなす方向に延在する溝を形成する。
(もっと読む)
樹脂製容器
【課題】簡単な形状でシール部材を挟み込んでレーザ光により溶着することができる樹脂製容器を得る。
【解決手段】レーザ光に対して透過性のある第1外殻部材2と、透過性のない第2外殻部材4とを突き合わせて収納室6を形成する。第1外殻部材2には、平坦面12と、平坦面12の外側に凹部14とを形成し、かつ、凹部14の外側に凹部14の内壁面14aに連接するテーパ内周面16aを有する外輪部16を突き出して形成する。また、第2外殻部材4には、テーパ内周面16aに嵌合するテーパ外周面4aを形成すると共に、凹部14に嵌合する凸部18を形成し、かつ、凸部18の内側に平坦面12に当接する位置決め面20と、段差面22とを形成する。平坦面12と段差面22との間にシール部材30を挟持し、外輪部16の外側からレーザ光を照射して溶着した。
(もっと読む)
樹脂成形体の接合構造
【課題】大きな幅寸法を必要とせず、また、成形に高精度を必要としない樹脂成形体の接合構造を得る。
【解決手段】一対の樹脂成形体1,2の一方1には、他方の樹脂成形体2に向かって突き出したリング状の第1凸部6を成形すると共に、他方の樹脂成形体2には第1凸部6が当接し内側に向いた傾斜の第1傾斜部8を成形する。他方の樹脂成形体2には、第1傾斜部8に連接し一方の樹脂成形体1に向かって突き出したリング状の第2凸部10を第1凸部6よりも外側に成形すると共に、一方の樹脂成形体1には第2凸部10が当接し外側に向いた傾斜の第2傾斜部14を第1凸部6に連接して成形する。第1、第2凸部6,10を第1、第2傾斜部8,14に当接させて超音波溶着する。第1傾斜部8よりも内側に第1樹脂溜まり16を、第2傾斜部14よりも外側に第2樹脂溜まり18を成形した。
(もっと読む)
振動溶着構造及び樹脂部品の接合方法
【課題】スペースをとらない簡単な構造で溶着粉の問題を解決できる振動溶着構造及び樹脂部品の接合方法を提供する。
【解決手段】第一樹脂部品の溶着凸部の先端に位置する溶着予定端面と第二樹脂部品の溶着部の先端に位置する溶着予定端面とを突き当てて振動溶着してなる振動溶着構造であって、一方の樹脂部品の基部から他方の樹脂部品の基部に向けて、上記溶着凸部が延びる方向と同じ方向に延びる一対の第一凸部、第二凸部を備え、この一対の第一、第二凸部、及び上記溶着凸部が、この順序で溶着面方向に並び、上記第一凸部は、溶着面方向から見て上記第二凸部の頂部と重なる位置まで少なくとも延出されている振動溶着構造にする。
(もっと読む)
振動溶着方法
【課題】スペースをとらない簡単な構造で溶着粉の問題を解決できる樹脂部品の接合方法を提供する。
【解決手段】上側樹脂部品の溶着凸部の先端に位置する溶着予定端面と下側樹脂部品の溶着部の先端に位置する溶着予定端面とを突き当てて振動溶着してなる振動溶着方法であって、上側樹脂部品と下側樹脂部品との当接部の外周又は周囲の少なくとも一部に、振動溶着時に発生する溶着粉の飛散を抑えるための液状部材を配置させた状態で、振動溶着を行なう。
(もっと読む)
41 - 60 / 262
[ Back to top ]