
Fターム[4F213AA31]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 樹脂材料等(主成形材料) (2,396) | ポリウレタン (52)
Fターム[4F213AA31]に分類される特許
1 - 20 / 52
詰め物の一体発泡に用いる低通気シート・トリム・カバーの製造方法
【課題】表皮材とワディング材の2層構造を採り、そのワディング材のその表皮材のない表面に均一な低通気層を成形できて詰め物を一体発泡する際、そのワディング材にウレタン発泡原液の浸透を防いで部分的硬さのむらの発生を防止でき、触感を保ち、そして、成形品の表面に柔かい触感を確保でき、さらに、別工程で手間をかける必要もなく積層工程で同時に行なえ、バリア層に使う樹脂フィルムを省けて材料費も削減でき、そして、低コスト化を可能にする。
【解決手段】帯状ワディング材12を一方向に連続的に移動させながらその帯状ワディング材12の片面13を加熱して溶融させ、それに同時的に帯状表皮材15を一方向に連続的に移動させながらその帯状ワディング材12のその溶融片面13に連続的に重ね合わせ、接着させて積層し、次に、その帯状ワディング材12の他面14を加熱して溶融させ、溶融中にワディングのセル膜を潰しながら伸ばして均一な低通気層37を成形する
(もっと読む)
現像ローラ、現像ローラの製造方法、現像装置、電子写真プロセスカートリッジ及び電子写真画像形成装置

【課題】柔軟化を達成しつつ、圧縮永久歪や耐久性に優れ、濃度ムラも低減された現像ローラ、現像ローラの製法、現像装置、電子写真プロセスカートリッジ及び電子写真画像形成装置を提供する。
【解決手段】導電性芯体と弾性層と表層とを有し、該弾性層は発泡セルを含まない部位を導電性芯体からスパイラル状に弾性層の外周面まで連続して存在させていることを特徴とする現像ローラ。
(もっと読む)
フランジ付き複層管の製造方法及びフランジ付き複層管
【課題】 耐摩耗性を有する軟質合成樹脂層を内周面に備え、繊維強化樹脂層を外周面に備えて強度を高めたフランジ付き複層管を高い生産性のもと好適に製造する。
【解決手段】 一実施形態としての直管本体部11とフランジ部12とを備える複層管1の製造方法は、円柱状外周面を有する金型6の外周面に未硬化の軟質合成樹脂材料を吐出しつつ金型6の軸方向に移動して螺旋状に供給し、管状の軟質合成樹脂層2を形成する内層成形工程と、高強度繊維からなる織布又は平行に引き揃えた長繊維材料に熱硬化性樹脂を含浸させ、繊維強化樹脂層3を管状に積層成形する外層成形工程とを含み、前記外層成形工程では、金型6の両端部において長繊維材料を鍔返し状に積層し鍔状のフランジ部12を積層成形する。
(もっと読む)
偏光性成形体および同品の製造方法
【課題】衝撃に対し強い、偏光度の高い偏光性成形体、例えば衝撃に強くて、かつ防眩性能高いゴーグル、サングラス、眼鏡類を得る。
【解決手段】2枚の保護シート層の間に偏光子シート層を挟持した偏光板を含む積層構造の偏光性成形体であって、保護シート層1層とポリウレタンシート層またはポリアミドシート層とが接着剤または粘着剤で接合され、さらにポリウレタンシート層またはポリアミドシート層と熱成形樹脂層とが熱接着されている。本発明の他の技術手段は、2枚の保護シート層の間に偏光子シート層を挟持した構造の偏光板を調製し、偏光板の保護シート層1層にポリウレタンシート層またはポリアミドシート層を接着剤または粘着剤で接合した偏光性複合体を調製し、偏光性複合体を球面形状体に熱プレス成形し、次いで、球面形状体のポリウレタンシート層またはポリアミドシート層に、熱成形樹脂層を熱成形する偏光性成形体の製造方法である。
(もっと読む)
放射線硬化性複合シート又はフィルム
【課題】容易に加工されかつ成形品の被覆のために極めて簡単な方法で使用することができる放射線硬化性複合層シート又はフィルムを提供する
【解決手段】少なくとも1つの支持層及び被覆層からなる放射線硬化性複合シート又はフィルムに関し、該放射線硬化性複合シート又はフィルムは、被覆層が、40℃を上回るガラス転移温度を有する結合剤を含有する放射線硬化性材料からなる放射線硬化性複合シート又はフィルムによって解決される
(もっと読む)
導電性ポリウレタンベルト及びその製造方法
【課題】1×108Ω以下のベルト表面抵抗率(Ω)を安定して実現でき、外観が優れる搬送用導電性ポリウレタンベルト及びその製造方法を提供すること。
【解決手段】カーボン系又は金属系の導電性フィラーを配合した熱可塑性ポリウレタン樹脂を用い、成形手段によって長尺状のベルト4を成形し、その成形後に、前記長尺状のベルト表面又は表面及び裏面に、赤外線照射装置3から赤外線を照射して加熱処理し、好ましくは、前記加熱処理による樹脂表面最高温度が、100〜150℃の範囲であることを特徴とする。
(もっと読む)
半導電性ベルト及びその製造方法
【課題】実使用上必要とされる低い摩擦係数を維持しつつベルトの伸縮に対する表面層構成塗膜の追随性を高めることにより,クラックの発生が改善された半導電性ベルト並びにその製造方法を提供する。
【解決手段】半導電性ゴムからなる弾性層と表面層からなり,表面層はポリ四フッ化エチレン樹脂微粉末を含有する樹脂層からなり,表面層のSPM法(走査型プローブ顕微鏡)で測定した硬度対応ピーク電圧値が−6.35V以下である半導電性ベルトとする。
(もっと読む)
エレベータベルト形成方法
例示的なエレベータベルト形成方法は、複数のテンション部材の各々が他のテンション部材とは別に個々にコーティングされるように、ジャケット材料の個々のコーティングを各テンション部材に適用するステップを含む。個々のコーティングの一部は、テンション部材を固定して所望の配列とし、エレベータベルトの外形状を構成する単一のジャケットを形成するように互いに接合される。 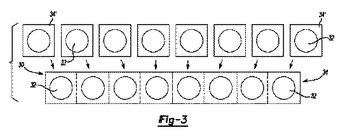 (もっと読む)
(もっと読む)
熱可塑性樹脂ベルト及びその製造方法
【課題】ベルト背面にフッ素系樹脂フィルムを強固に貼着することのできる熱可塑性樹脂ベルト及びその製造方法の提供。
【解決手段】熱可塑性樹脂によりベルト本体3を形成する。ベルト本体3の背面側に表面接着処理を施したフッ素系樹脂フィルム6を配置する。ベルト本体3及びフッ素系樹脂フィルム6を加温して、ベルト本体3を構成する熱可塑性樹脂の溶融粘度を105〜106poiseの範囲に設定する。ベルト本体3及びフッ素系樹脂フィルム6を一定時間加圧する。ベルト本体3及びフッ素系樹脂フィルム6を加圧したまま冷却する。ベルト本体3の背面にフッ素系樹脂フィルム6が貼着される。
(もっと読む)
プラスチックから複合材構成要素を製造するための方法、その方法に従って製造された複合材構成要素、およびそのような複合材構成要素の使用
本発明は、複合材構成要素(100)を製造するための方法であって、
1.1 少なくとも1層の裏当て層(114)および少なくとも1層の着色層(112)でできた装飾複合材(110)を製造するステップと、
1.2 少なくとも1層の外層(132;136)およびそれに接続された少なくとも1つのスペーサ(134)でできた構造複合材(130)を製造するステップと、
1.3 装飾複合材(110)と構造複合材(130)との間に接続層(120)を導入するステップと、
1.4 接続層(120)を硬化させながら、構造複合材(130)と装飾複合材(110)を接合するステップと
を含む方法に関する。 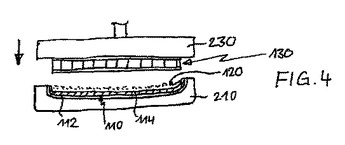 (もっと読む)
(もっと読む)
画像形成装置に用いられる多層弾性ベルト
【課題】本発明は、どのような硬さの表面層材料を用いても中間層として設けたゴムの弾性を損なわず、且つベルト表面の摩擦係数を上げない利点を有する多層弾性ベルトを提供する。
【解決手段】表面側から順に、離型性材料を含む表面層、弾性ゴム材料を含む弾性層、及び高強度樹脂材料を含む基材層の少なくとも三層から成る電子写真装置用多層弾性ベルトであって、該表面層が、凹凸面を持った金型面から転写された凹凸面を有していることを特徴とする電子写真装置用多層弾性ベルト、並びにその製造方法に関する。
(もっと読む)
画像形成装置に用いられる多層弾性ベルト
【課題】本発明は、転写ベルトとして良好な電気的特性を備え、各層における抵抗率の測定が単独で可能になることによって電気的特性品質の保証がしやすい多層弾性ベルトを提供する。
【解決手段】離型性材料を含む表面層及び弾性ゴム材料を含む弾性層の少なくとも二層から成る第1ベルトと、高強度樹脂材料を含む基材層から成る第2ベルトを別体で製造し、該第1ベルトの弾性層側と第2ベルトとを貼り合わせて成る電子写真装置用多層弾性ベルトであって、23℃、55%RHにおける第1ベルトの100V印加時の体積抵抗率(Ω・cm)の常用対数値V1と、23℃、55%RHにおける第2ベルトの100V印加時の体積抵抗率(Ω・cm)の常用対数値V2が、V1>V2を満たすことを特徴とする電子写真装置用多層弾性ベルト。
(もっと読む)
ローラーおよびその製造方法
【課題】各層間の結合性に優れ、接着剤およびアウタースリーブ内で発泡材を発泡させる発泡工程を不要とし、使用後に再び回収して再利用することができる材料を用いることで将来的に容易に再利用され、円柱形芯材の仮固定や所定の位置からのずれといった問題を回避し、熱膨張による形成方法や加熱溶融による接着法、共押出し成形法を使用することができるローラーおよびその製造方法を提供する。
【解決手段】ローラーは、円柱形芯材1と、熱可塑性ポリウレタン系樹脂の発泡に基づき形成され、前記円柱形芯材の外周に配置される発泡体チューブ2と、前記発泡体チューブ2と同じ樹脂で形成されて、前記発泡体チューブの外周に配置される非発泡体アウタースリーブ3とを備える。前記発泡体チューブ2は、前記発泡体チューブと同じ樹脂で形成される非発泡体インナースリーブを介して前記円柱形芯材1の外周に配置されてもよい。
(もっと読む)
樹脂製トレイ
【課題】 容易に剥離や脱落を起こらない防滑材が上部表面に形成された滑り難い載置面を有するトレイであって、かつトレイ自体も滑り難いという特性を有する樹脂製トレイ及びその製造方法を提供すること。
【解決手段】 トレイ表面部とトレイ底面部に複数の防滑部材を有しており、表面部の防滑部材と底面部の防滑部材が、結合部によって連結しており、結合部の水平断面積が該防滑部材の水平断面積のいずれよりも小さいことを特徴とする樹脂製トレイ、及び予め表面または表面および底面に形成させた防滑部材用の凹部と、表面の凹部の下表面から底面または底面に形成された凹部の上表面まで貫通して形成されている孔部を有するトレイ状成形体を形成させ、続いて射出成形によって防滑部材を形成させる樹脂製トレイの製造方法。
(もっと読む)
熱可塑性無端ベルトの製造装置、及び、熱可塑性無端ベルトの製造方法
【課題】ベルト用基材をほぼ均一な加熱温度で加熱加圧することのできる熱可塑性無端ベルトの製造装置及び熱可塑性無端ベルトの製造方法を提供する。
【解決手段】熱可塑性無端ベルト製造装置1は、熱可塑性を有するベルト用基材のベルト長さ方向に関する両端部が突き合わされた無端ベルトを製造するための装置である。熱可塑性無端ベルト製造装置1は、相対向して配置され、ベルト用基材20Aの突き合わせ部23Aを加熱するための1対の熱盤2と、突き合わせ部23Aのベルト長さ方向に関する両側部分を冷却する冷却部4、5と、1対の熱盤2の対向面10、11にそれぞれ接するように配置され、突き合わせ部23Aを加熱しつつ挟持押圧する1対の金型3とを備えている。1対の金型3は、冷却部4、5には接していない。
(もっと読む)
ポリウレタン尿素系
ある実施態様においては、ポリウレタン尿素用のパートAおよびパートB反応成分を含むポリウレタン尿素系;典型的な実施態様は、55〜75質量%のオリゴマーポリオール、3〜7質量%の芳香族ジアミン連鎖延長剤および0.1〜1.5質量%の反応性触媒を含むパートAを提供し、パートBは、1〜15質量%の短鎖芳香族ジイソシアネート、および短鎖芳香族ジイソシアネートとジオールの反応生成物である5〜35質量%の芳香族ジイソシアネートプレポリマーを含む。上記ポリウレタン尿素系は、第2の短鎖芳香族ジイソシアネートと第2の芳香族ジイソシアネートプレポリマーを含むエラストマー表面活性化剤をさらに含み得、第2ジイソシアネートの少なくとも1種は、パートBのジイソシアネートの少なくとも1種と同じである。 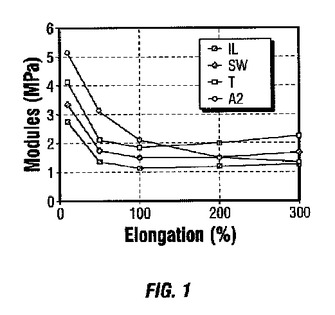 (もっと読む)
(もっと読む)
改良されたバルーンカフ付き気管切開チューブの製造方法。
互いに異なる領域において壁厚が互いに異なるバルーンの作製方法が提供される。この方法は、熱可塑性ポリマーから成る原料チューブを使用する。前記原料チューブは、非対称的なモールド内に配置される。非対称的なモールド内で、前記チューブを、前記チューブの材料を軟化させるのに十分な温度に予熱した後、チューブが長さ方向に収縮することを可能にしながら、前記チューブをガスで膨張させて不均一に伸張させる。このことによりバルーンが形成される。このようにして作製されたバルーンは、互いに異なる領域において互いに異なる厚さを有し、上側領域が約15μmないし約30μmの壁厚を有し、下側領域が約5μmないし約15μmの壁厚を有する。 (もっと読む)
エアーマットの成形方法
本発明は、内部に充満された空気の圧を通じてクッションがなされるようにしたエアーマットの製作方法に関するものであり、具体的にはスラッシュ成形とローテーション成形を混用して、スラッシュ成形過程でクッション部の内部表面に形成されたスクラップを利用してローテーション成形過程で下板との接着がなされるようにすることによって、既存のスラッシュ成形で発生されるクッション部のスクラップが除去されて製品の品質を高めることができると共にクッション部と下板間の接着力を増大させることができるだけでなく、クッション部の厚さを薄くて均一に形成させることができる長所があるエアーマットの成形方法に関するものである。 (もっと読む)
ニアネットシェイプ製品の3D印刷
開示する方法は、セラミック−金属複合体のようなセラミック含有製品などのニアネットシェイプ成形製品の製造に関する。本方法は、構築材料及びバインダーの混合物を形成し、この混合物を表面上に堆積させて混合物の層を形成することを包含する。次に、活性化剤流体を層の少なくとも1つの選択された領域に施してバインダーを構築材料に結合させて形成されたパターンを得る。これらの工程を繰り返して多孔質白地を形成し、これを熱処理して約30%〜約70%の多孔度を有する多孔質素地プリフォームを得ることができる。次に、素地に溶融金属のような溶融材料を含浸させる。構築材料がSiCである場合には、用いる溶融金属はSiであり、SiC−Si複合体が生成する。 (もっと読む)
三次元物体の層状製造方法
本発明は、三次元物体の層状製造方法に関する。該方法は、キャリア上又は選択位置で既に圧密化された層上に粉末材料又は液体材料の層を作製する第1の工程と、層の選択位置への集束フォトンビーム又は集束粒子ビーム(8’)の選択的方向付けから成る第2の工程とから成る。第2の工程において、フォトンビーム又は粒子ビームは、層へ衝突する間に材料の吸収性の変化を誘起するように選択される。第2の工程の完了後、材料が、形成される物体の断面に相当する層の位置で均質に圧密化されるように、層を電磁放射線(18’)で照射する第3の工程を実行する。 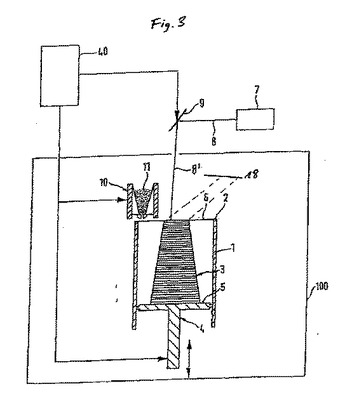 (もっと読む)
(もっと読む)
1 - 20 / 52
[ Back to top ]