
Fターム[4F213AH33]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 用途物品 (1,467) | 電気電子装置(←電子部品) (229)
Fターム[4F213AH33]の下位に属するFターム
送配電(←プラグ、コネクタ) (8)
プリント配線基板(←銅張積層板) (2)
封入電子部品(←ICカード)
磁気テープ、磁気ディスク、磁気カード
音響機器(←拡声器コーン) (1)
通信機器(←アンテナ) (1)
電気電子装置用のパネル、ケース (3)
Fターム[4F213AH33]に分類される特許
41 - 60 / 214
精密機器を囲う粘土質材料で得られる立体造形からなる保護カバー
【課題】精密機器を囲う粘土質材料で得られる立体造形を持つ保護カバー
【解決手段】加工可能な歪の少ない粘土質板状の代表的な樹脂などを使用して精密機器の機能部分を避ける様にして精密機器の表面を囲みこみ包む形状にすることで、精密機器と密着した立体構造を作りだし、これを乾燥させる事で得られる雌型構造を作り出し、着脱可能な状態にする事で得られる立体構造体となり、これをそのまま使用する事で、型を必要とせず素材の弾力で保護性を持ち、精密機器の操作性を損なわない3徳を有する保護カバーとなる。精密機器だけでなく、およそ保護カバーを必要とする物には、同様の手法で作ることができる。
(もっと読む)
パターン形成装置、パターン形成方法、デバイス製造装置、及びデバイス製造方法

【課題】 テンプレートを用いることなく基板に凹凸状のパターンを形成することができるパターン形成装置を提供することを目的とする。
【解決装置】 基板(FB)の表面に凹凸状のパターンを形成するパターン形成装置(10)において、パターンに対応するパターン情報に基づいて、基板(FB)の表面に供給された硬化性材料(R)を押圧する押圧部(11)と、押圧部(11)によって押圧された硬化性材料(R)に所定のエネルギーを付与し、該硬化性材料(R)を硬化させる硬化部(16)とを備える。
(もっと読む)
無端帯状体の製造方法
【課題】無端帯状体を製造する場合に、円筒状の芯体の加熱時の温度ムラを低減し、無端帯状体の電気抵抗のムラを低減すること。
【解決手段】
円筒形状の芯体(1)の表面に皮膜形成樹脂溶液(6)を塗布する工程と、前記芯体(1)の軸方向を中心にして回転させて、前記芯体(1)に塗布された皮膜形成樹脂溶液(6)を乾燥させる工程と、前記芯体(1)の軸方向の一端側に、一端側からの風を遮蔽する遮蔽部材(16)を設ける工程と、前記遮蔽部材(16)が設けられた前記芯体(1)に対して、前記一端側から熱風を吹き出す送風手段(23)を有する加熱炉(21)に入れて加熱して、前記皮膜形成樹脂(6)が固化された無端帯状体(B)を製造する工程と、を有する無端帯状体(B)の製造方法。
(もっと読む)
ハードコート積層体の製造方法
【課題】打ち抜き加工を施すにもかかわらずハードコート層のクラックの発生を防止できる上に表面硬度を高くできるハードコート積層体の製造方法を提供する。
【解決手段】本発明のハードコート積層体1の製造方法は、未硬化塗膜をゲル分率が10質量%を超えかつ70質量%以下になるように予備硬化させて、半硬化状態のハードコート層を形成する予備硬化工程と、半硬化状態のハードコート層の基材11と反対側の面に保護フィルム20を貼合して半硬化積層体を得る半硬化積層体作製工程と、前記半硬化積層体を打ち抜き加工する打ち抜き工程と、打ち抜き加工した半硬化積層体の半硬化状態のハードコート層を、ゲル分率が75質量%を超えかつ100質量%以下になるように完全硬化させてハードコート層13を形成する本硬化工程とを有する。
(もっと読む)
電子写真用弾性ローラの製造方法
【課題】寸法精度、特には振れの小さいローコストな電子写真用弾性ローラの製造方法を提供する。
【解決手段】
軸芯体の両端部を鉛直方向に把持固定し中心軸の傾きを補正し、環状スリットを有する環状塗工ヘッドを用いて、軸芯体を鉛直方向に移動させ環状スリットから未硬化の弾性層材料を吐出して軸芯体外周上に塗工し硬化させる電子写真用弾性ローラの製造方法において、
前記吐出塗工前に、軸芯体の中心軸を基点座標として軸芯体の長手方向における最大振れ座標を検出する軸芯体振れ座標検出工程;
前記吐出塗工時に、環状塗工ヘッドの中心位置を基点座標から最大振れ座標の方向に一定の割合で移動し、最大振れ座標を検出した軸芯体の長手方向位置に環状塗工ヘッドが到達した後は環状塗工ヘッドの中心位置を基点座標の方向に一定の割合で移動する塗工時環状塗工ヘッド位置補正工程;
を有する方法。
(もっと読む)
定着ベルト用基体及びその製造方法、定着ベルト及びその製造方法、並びに、定着装置
【課題】経時における静電オフセットの発生を防止して耐久性をいっそう向上させた定着ベルト用基体を低コストで提供する提供する。
【解決手段】ポリイミドで構成されたシートαの両端部α11,α21の互いに異なる面に設けられた薄肉部α1,α2同士を接合して形成したポリイミド円筒体βを有する定着ベルト用基体10において、前記ポリイミド円筒体βの外表面に、3〜10μm厚の導電性塗膜εが設けられているものとする。
(もっと読む)
耐熱性樹脂ベルトの製造方法
【課題】高温に加熱しても接着力の低下が少なく、また、190℃での接合部の強度が高く、しかも、画像形成装置に応用した場合に、該接合部に起因する画像への影響がない耐熱性無端ベルトを製造する方法を提供する。
【解決手段】
耐熱性樹脂シートの両端にそれぞれ傾斜状薄肉部を形成する傾斜状薄肉部形成工程、前記傾斜状薄肉部の傾斜面に接着剤組成物をスクリーン印刷法により塗布する接着剤塗布工程、傾斜面同士を貼り合わせる貼り合せ工程、及び、接着剤組成物を硬化させる接着剤硬化工程をこの順に有する耐熱性樹脂ベルト製造方法において、前記接着剤組成物として、固形成分中に酸化鉄(III)6.5〜9.9重量%を含有する付加重合型シリコーン系接着剤組成物を用い、付加重合型シリコーン系接着剤組成物の硬化前の23℃での粘度を50Pa・s以上100Pa・s以下とし、接着剤組成物の硬化後の引張試験での切断時伸びを、250%以上とする。
(もっと読む)
導電性ポリイミドベルトの製造方法
【課題】カーボンブラックの分散が良く、電気抵抗値のバラツキが小さく、カーボンブラックの添加量が少なくても、所望の電気抵抗(表面抵抗)を有する導電性ポリイミドベルトを得ることができ、更に、カーボンブラックの添加量を少なくすることができるため、ベルト自体の機械的強度の低下を抑制することが可能な導電性ポリイミドベルトの製造方法を提供する。
【解決手段】カーボンブラックを溶媒に分散させた分散液に、テトラカルボン酸二無水物又はその誘導体とジアミン成分を溶解し、重合させたカーボンブラック分散ポリアミド酸溶液を原料とする導電性ポリイミドベルトの製造方法において、前記分散液を調整するにあたり、カチオン型又は両性型界面活性剤存在下で分散させ、前記分散液中の前記界面活性剤の含有量が、2.5重量%以上であることを特徴とする導電性ポリイミドベルトの製造方法。
(もっと読む)
超音波接合方法及びその装置
【課題】 ポリアリレートを主体とする難成形性のマトリックス樹脂にカーボンブラック等の導電性フィラーを分散させてなる組成物のような難成形性樹脂からエンドレスベルトを製造する方法及び装置を提供する。
【解決手段】 導電性フィラーを含有する樹脂フィルムからエンドレスベルトを製造する装置は、(a) 平坦な上面21aに円環状溝22を有し回転する第一の超音波ホーン21と、円環状溝22に係合して従動するロール24と、第一の超音波ホーン21の接線方向に可動な搬送台26とを具備する超音波溶接溶断装置と、(b) 平坦な上面41aを有する当接台41及び第二の超音波ホーン42を具備する超音波装置とを具備する。回転する第一の超音波ホーン21の円環状溝22と従動ロール24との間に樹脂フィルムFの突出部を通して樹脂フィルムFの突出部を線状に超音波溶接するとともに溶断した後、超音波溶断部を平坦化する。
(もっと読む)
繊維強化複合材料成形品の製造方法
【課題】繊維強化複合材料の板状体と熱可塑性樹脂とが良好に密着して一体化した繊維強化複合材料成形品を生産性よく製造する。
【解決手段】繊維強化複合材料からなり、少なくとも一方の面11aが凹凸状に形成された板状体11を成形する板状体成形工程と、凹凸状に形成された面11aに熱可塑性樹脂12を射出成形して、板状体11と熱可塑性樹脂12とを一体化させる射出成形工程とを有し、板状体成形工程では、板状体11の成形と凹凸状の形成とを一括に行う。
(もっと読む)
現像ローラの製造方法
【課題】
長期の使用によっても樹脂表面層が破断しにくい現像ローラを提供する。
【解決手段】
導電性軸体、ゴム弾性層およびポリウレタン樹脂を含有する膜厚が5μm以上20μm以下の樹脂表面層を有する現像ローラの製造方法であって、
(1)ゴム弾性層の表面に、体積平均粒子径が50〜400nmの金属酸化物の粒子を0.10mg/cm2以上1.00mg/cm2以下の密度で付着させる工程と、(2)該粒子を付着させた該ゴム弾性層の表面に、樹脂表面層の原料組成物を含む塗料を塗工し、硬化させて該樹脂表面層を形成する工程とを有することを特徴とする現像ローラの製造方法。
(もっと読む)
フィラー、およびポリマーを含有する平膜の製造方法
【課題】
本発明は、フィラー、およびポリマーを含有する平膜であって、および両面が平滑な膜の製造方法を提供することを課題とする。
【解決手段】
フィラー、およびポリマーを含有する平膜の製造方法であって、
工程1:フィラー、ポリマー、および溶媒を含有する塗料組成物を、第1の基材の片面上、および第2の基材の片面上に、それぞれ塗布すること、
工程2:前記塗布された組成物から前記溶媒を蒸発させることによって、前記塗料組成物から、自立可能かつ可塑変形可能な塗膜を形成させること、および
工程3:第1の基材の表面上に形成された塗膜と第2の基材の表面上に形成された塗膜とを、各基材とは反対側の面が接触するように貼り合わせること
を含む方法。
(もっと読む)
シームレスベルトの製造方法
【課題】体積抵抗が均一で、且つ、表面の平滑な電子写真用の円筒状エンドレスベルトの製造方法を提供すること。
【解決手段】ポリエーテルエーテルケトンと導電性無機フィラーとを含有する熱可塑性樹脂組成物から押出成形により中空円筒状チューブを取得し、該チューブの表面温度が該熱可塑性樹脂組成物の融点(Tm)−55℃以上の状態で引落率2.5以上50以下となるように該チューブを引き取って薄膜化し、該薄膜化チューブの表面温度がTm−55℃以上の状態で所定時間内にガラス転移温度(Tg)以下に冷却して薄膜化チューブを固化し、該固化させた薄膜化チューブを内型と外型とで挟圧した状態で所定の昇温速度でTgを超えTm未満の結晶化開始温度以下の温度に加熱することを特徴とする。
(もっと読む)
電子写真用弾性ローラの製造
【課題】薄くて硬い接着剤層を形成することで、接着剤層が削れてしまうのを防ぎ、ローラの外観不良を低減する。
【解決手段】接着剤層103を介して弾性層102が軸芯体101に接着している電子写真用弾性ローラの製造方法において、該軸芯体の外周に接着剤を塗布する工程と、該接着剤を紫外線照射により硬化し、接着剤層を形成する工程と、該接着剤層が形成された該軸芯体の周囲にリング状部材を装着する工程と、環状塗工ヘッドを用いて該接着剤層の外周上に液状ゴムを吐出塗布する工程と、塗布された該液状ゴムを加熱硬化し弾性層を形成する工程とを有し、該接着剤は少なくとも、エポキシ基を有するオルガノアルコキシシラン、光カチオン重合開始剤、およびビニル基を有するシランカップリング剤を含有し、形成された該接着剤層の厚さは10nm乃至100nmであることを特徴とする。
(もっと読む)
ベルト部材の製造方法、及びベルト部材
【課題】金型面の熱転写により周方向の筋目を形成しつつ、筋目の不十分な領域を無くして、クリーニングブレードによるクリーニング性能を安定して高く発揮できるベルト部材を提供する。
【解決手段】熱可塑性樹脂材料を厚さ100μm、周長800mmの円筒状に連続押し出し成形してチューブ材を形成する。その後、研磨工程でチューブ材を一方向に一定速度にて回転させつつ、#2000のラッピングテープに摺擦させて外周面に周方向の筋目を形成する。その後、熱転写工程を行って、周方向の筋目に仕上げた金型面に、加熱状態でチューブ材の外周面を押し付けて周方向の筋目を熱転写する。
(もっと読む)
導電性ローラーの再生方法
【課題】劣化した導電性ローラーをリサイクルし再利用できる導電性ローラーの再生方法を提供する。
【解決手段】所定の径を有すると共に、基材となるローラーシャフト31の周面31aに導電性を有する被覆層32を備える帯電ローラー3の再生方法であって、被覆層32を除去する除去工程と、上記除去工程の後、上記所定の径になるように被覆層32を再形成する被覆層形成工程とを有する手法を用いる。
(もっと読む)
光学的平滑ライト・ガイドの製作
ライト・ガイドの製作に関する実施形態を提供する。開示する実施形態の1つでは、 押し出し成型品を形成するために、熱可塑性ポリマーをダイを通じて押し出すステップと、押し出し成型品を1つ以上の固定寸法に加工するステップと、押し出し成型品に圧力を加えている間、押し出し成型品の面を軟化または溶融するために、この押し出し成型品の面を、加熱モールド面と接触状態に維持するステップとを備えている。 (もっと読む)
フェロエレクトレット2層および多層コンポジットおよびその製造方法
本発明は:第1ポリマーフィルム(1)の少なくとも1つの第1表面を構造化し、高さのある外形を形成し、工程a)で形成された第1ポリマーフィルム上の構造化表面に少なくとも1つの第2ポリマーフィルム(5,1’)を適用し、ポリマーフィルム(1,1’5)を接着してポリマーフィルムコンポジットを与え、空隙(4,4’)を形成し、工程c)で形成された空隙(4,4’)の内側表面に反対電荷を用いて帯電させることによって、規定の空隙を有する2層または多層フェロエレクトレットを製造する方法に関するものである。さらに、本発明は、前記方法によって任意に製造され、少なくとも2つのポリマーフィルムは一方が他方の上に配置され、互いに接着されて成り、ここでポリマーフィルム間に空隙が形成される、フェロエレクトレット多層コンポジットに関する。前記フェロエレクトレット多層コンポジットを備える圧電素子も開示する。 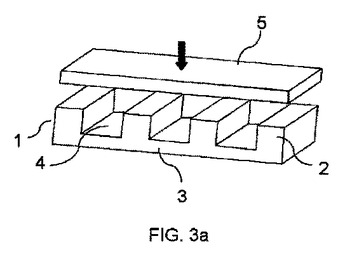 (もっと読む)
(もっと読む)
フェロエレクトレット多層複合材料および平行管状チャンネルを有するフェロエレクトレット多層複合材料の製造方法
本発明は、順に重ねられて一緒に結合された少なくとも2つのポリマーフィルムを含んでなるフェロエレクトレット多層複合材料(1)であって、ポリマーフィルムの間にボイドが形成され、ボイドが管状の特に平行なチャンネルである、フェロエレクトレット多層複合材料に関する。本発明は更に、平行な管状チャンネルを有するフェロエレクトレット多層複合材料の製造方法、および前記フェロエレクトレット多層複合材料の製造方法を実施するための装置に関する。前記フェロエレクトレット多層複合材料を含んでなる圧電素子も開示する。 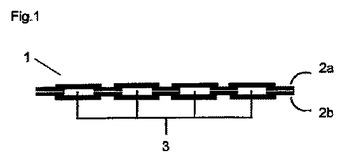 (もっと読む)
(もっと読む)
導電性ポリウレタンベルト及びその製造方法
【課題】1×108Ω以下のベルト表面抵抗率(Ω)を安定して実現でき、外観が優れる搬送用導電性ポリウレタンベルト及びその製造方法を提供すること。
【解決手段】カーボン系又は金属系の導電性フィラーを配合した熱可塑性ポリウレタン樹脂を用い、成形手段によって長尺状のベルト4を成形し、その成形後に、前記長尺状のベルト表面又は表面及び裏面に、赤外線照射装置3から赤外線を照射して加熱処理し、好ましくは、前記加熱処理による樹脂表面最高温度が、100〜150℃の範囲であることを特徴とする。
(もっと読む)
41 - 60 / 214
[ Back to top ]