
Fターム[4K018CA11]の内容
Fターム[4K018CA11]の下位に属するFターム
装置及びその操業方法 (506)
Fターム[4K018CA11]に分類される特許
21 - 40 / 850
真空バルブ用接点の製造方法
【課題】この発明の真空バルブ用接点の製造方法は、内部のポアが少なく密度の高い真空バルブ用接点を得る。
【解決手段】この発明に係る真空バルブ用接点の製造方法は、圧粉体を成形する圧粉体成形工程と、この圧粉体を焼結して板状のCrスケルトン1を形成するスケルトン形成工程と、このCrスケルトン1を板厚中央部で二分割に切断して切断面を形成する分割切断工程と、前記切断面の中央部にCu板2を載置する載置工程と、Cu板2を加熱して溶融したCuをCrスケルトン1の内部に浸透させる溶浸工程とを備えたものである。
(もっと読む)
耐摩耗性材料
【課題】ホウ化アルミニウムを含む、耐摩耗性材料、金属コーティング、粉末材料、ワイヤー材料、又は冶金製品を提供する。
【解決手段】マトリックス材料の硬度を増大し、その耐摩耗性を改善するための硬質相材料を提供する。硬質材料はAlB8-16構造を有するホウ化アルミニウム材料である。ホウ化アルミニウム硬質相は、粒子状ホウ化アルミニウムをマトリックス材料と混合、マトリックス材料からのホウ化アルミニウムの析出を介してマトリックス材料に組み込んでもよい。ホウ化アルミニウム硬質相を含む材料を硬質耐摩耗性材料を提供するために、コーティング用途に用いてもよい。冶金生成物の硬度及び耐摩耗性を改善するために、ホウ化アルミニウム硬質相を冶金生成物に組み込んでもよい。
(もっと読む)
磁気部品の製造方法

【課題】磁化容易軸制御に必要な印加磁場を低減しつつ透磁率を向上させ、磁性粒子の酸化の影響を軽減して高性能化した磁気部品を提供する。
【解決手段】乾式法を用いてパラジウムを含む非磁性材料で磁性粒子を被覆する工程と、非磁性材料で被覆された磁性粒子を、回転磁場、加熱、および振動下でプレスする工程とを含む磁気部品の製造方法である。パラジウムを含む非磁性材料で被覆された磁性粒子を含み、周波数100kHz時の透磁率が150を超えて200以下であり、印加磁場800kA/m時の飽和磁束密度が2.20Tを超えて2.45T以下である、磁気部品である。
(もっと読む)
焼結合金の製造方法
【課題】バレル処理により表面粗さを効率よく下げることができる焼結合金の製造方法を提供することを目的とする。
【解決手段】原料粉末を加圧して圧粉体を形成し、この圧粉体を焼結してなる焼結合金に焼入れ処理S31を施す焼結部品の製造方法において、前記焼入れ処理S21の前に第1バレル処理S2により焼結合金1の表面の凸部を除去すると共に表面の気孔を小さくし、、前記焼入れ処理S21の後にバレルを用いた精密仕上げS42により表面を平滑化する。このように焼入れ処理S21の前の比較的柔らかい状態で第1バレル処理S2を行うことにより焼結合金1の表面の凸部を除去すると共に表面の気孔を小さくし、焼入れ処理S31の後にバレルによる精密仕上げS42により焼結合金の表面を滑らかに加工して平滑化することができる。
(もっと読む)
多孔質焼結体
【課題】機械的強度が高く、かつ、通電発熱性を有し、抵抗発熱体として好適に使用可能であること。
【解決手段】多孔質焼結体1は、アルミニウム粉2と、黒鉛粉3と、陶磁器用の粘土粉4と、木粉5と、これら原料が比重の違いによって移動が生じない量の水及び/またはバインダ6とを混合してなる焼結原料混合物7を圧力を加えて成形し、1000℃〜1200℃の範囲内で焼結して5%〜50%の範囲内の空隙を有する成型体としてなる通電によって成型体が発熱するものである。
(もっと読む)
多孔質発熱体
【課題】機械的強度が高く、かつ、通電発熱性を有し、抵抗発熱体として使用可能であること。
【解決手段】多孔質発熱体1は、アルミニウム粉2と、黒鉛粉3と、蛙目粘土粉4と、木粉5と、これら原料が比重の違いによって移動が生じない量の水及び/またはバインダ6とを混合してなる焼結原料混合物7を圧力を加えて成形し、1000℃〜1200℃の範囲内で焼結して5%〜50%の範囲内の空隙を有し、通電によって発熱する成型体を形成してなるものである。
(もっと読む)
アルミニウム−炭化珪素質複合体とその製造方法
【課題】パワーモジュール用ベース板として好適なアルミニウム−炭化珪素質複合体を提供すること。
【解決手段】
アルミニウム粉末、又はアルミニウムを90質量%以上含むアルミニウム合金粉末との混合粉末を含む金属粉末20体積%〜40体積%と、平均粒径が10μm〜350μmの炭化珪素を95体積%以上含有するセラミックス粉末60体積%〜80体積%との混合粉末を金属粉末の融点未満の温度で加圧成形し、加圧成形時に最終的に穴加工を行う箇所に融点が成形温度以上である金属、若しくは融点が成形温度以上である金属にセラミックスを含有するセラミックス−金属複合体を配置した板状のアルミニウム−炭化珪素質複合体で、板状のアルミニウム−炭化珪素質複合体の金属、若しくは融点が成形温度以上である金属にセラミックスを含有するセラミックス−金属複合体部分を機械加工し、穴部を形成した板状のアルミニウム−炭化珪素質複合体。
(もっと読む)
圧粉成形体の加工用工具および加工方法
【課題】グリーン加工による孔あけ加工時の、圧粉成形体に発生するコバ欠けの発生を極力抑え、機械部品の製造コストの低減化を実現可能な圧粉成形体の加工用工具と加工方法を提供する。
【解決手段】加工用工具101は、その前端側に略円柱状の切刃部102を有し、切刃部102の前端部には切刃131・131が形成され、切刃部102の前端部は、前端側から後端側へ向かうにつれて拡径し、所定の先端角度θを有するテーパ面に形成され、テーパ面は、その前端の形状がホーニングを施すことなく尖鋭に形成されるとともに、先端角度θが50°以上90°以下となるように形成され、加工用工具101は、圧粉成形体Wへの孔あけ加工時において、テーパ面の後端側端部が、圧粉成形体Wの「抜け際領域w3」を通過する際に、切削送りが0.05[mm/rev]以下とされる。
(もっと読む)
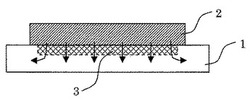
アルミニウム多孔体の製造方法
【課題】樹脂成形体とりわけ三次元網目構造を有する多孔質樹脂成形体の表面にアルミニウムをめっきするに際し、電流値を高くして効率よくアルミニウムめっき膜を形成する方法を提供することを目的とする。
【解決手段】表面に導電層2を形成することにより導電化された樹脂成形体1にアルミニウムを溶融塩浴中で電気めっきしてアルミニウムめっき層3を形成するアルミニウム多孔体の製造方法であって、陽極がアルミニウムエキスパンドメタルからなり、該陽極の表面積が樹脂成形体の表面積の1.3倍以上であることを特徴とするアルミニウム多孔体の製造方法。
(もっと読む)
焼結部品及びその製造方法
【課題】焼き入れ検査を簡単に行うことができるとともに検査精度を向上させることができる焼結部品及びその製造方法焼結部品及びその製造方法を提供する。
【解決手段】焼結部品は、金型により粉末成形体2を加圧成形する加圧成形工程、前記粉末成形体2を焼結して焼結体を得る焼結工程、及び前記焼結体の所定箇所を焼き入れ処理する焼き入れ工程を経て製造される。前記加圧成形工程において、前記焼き入れ処理による変色の許容範囲を示す目印、又は前記焼き入れ工程後に焼き入れ深さを測定するために切断する切断箇所を示す目印となる目印部10が、前記金型により加圧成形されている。
(もっと読む)
焼結軸受及びこれを備えた流体動圧軸受装置
【課題】焼結軸受に粗大な気孔が形成されることを防止し、潤滑不良や動圧作用の低下を防止する。
【解決手段】焼結金属の原料に、主成分金属(Cu)と低融点金属(Sn)とからなる部分合金化粉を含む金属粉末を用いる。これにより、Snが焼結金属に均一に拡散されるため、Snの偏析を防止できる。また、部分合金化粉は、微細な粒子を簡単に製造できるため、焼結金属の組織を微細化できると共に、Snの溶融による気孔も微細化できる。以上により、表面開孔を微細化して最大径を100μm以下とすることが可能となる。
(もっと読む)
オイルシール部材及びその製造方法
【課題】オイルの内部侵入を効果的に抑制し得る焼結金属製のオイルシール部材を特段のコスト増を招くことなく量産可能とする。
【解決手段】可変バルブタイミング機構100を構成するロータ101とハウジング103の間に形成される油圧室106を液密的に区画する焼結金属製のオイルシール部材1である。オイルシール部材1は、軸受用の焼結金属材料で形成され、ロータ101の回転方向で対峙する互いに平行な一対の側面4,4と、両側面4,4の間を周回する複数面からなり、そのうちの一つがハウジング103の内径面と摺動する周回面とを備える。周回面は、凹凸状の上面2、ハウジング103と摺動する下面3、一対の端面5,5、及び一対の傾斜面6,6からなる。このオイルシール部材1は、一対の側面4,4及び周回面が、何れも成形面とされ、さらに詳しくは、成形金型摺動により形成された摺動痕Sを有する成形面とされる。
(もっと読む)
圧粉磁心の製造方法、コア部品及びコイル部品
【課題】安定したエッチングレートを確保しつつ、環境的な負荷並びに設備的及び人的な負担を最小限に抑えることができる圧粉磁心の製造方法を提供する。
【解決手段】絶縁物で被覆処理された金属磁性粉末又は合金磁性粉末を所望の形状の金型内に充填する工程、金型内に充填された金属磁性粉末又は合金磁性粉末を加圧成形して圧粉磁心を得る工程、得られた圧粉磁心の表面であって前記金型との摺動面の一部又は全面を非強酸からなるエッチング剤により化学的に除去する第1除去工程、及び前記第1除去工程で用いたエッチング剤よりも化学的除去性能が劣るエッチング剤により前記金型との摺動面の一部又は全面を化学的に除去する第2除去工程を含む圧粉磁心の製造方法。
(もっと読む)
リアクトル用コアとその製造方法およびリアクトル
【課題】直流重畳特性の改善を実現できるリアクトル用コアとその製造方法およびリアクトルを提供する。
【解決手段】絶縁被膜で覆った金属磁性粒子を加圧成形してなるリアクトル用コアMで、前記金属磁性粒子が次の構成を備える。(1)平均粒径が1μm以上70μm以下であること。(2)粒径の標準偏差(σ)と平均粒径(μ)との比である変動係数Cv(σ/μ)が0.40以下であること。(3)円形度が0.8以上1.0以下であること。ここで、円形度は、無作為に抽出した1000個以上の金属磁性粒子について断面を顕微鏡で観察し、各金属磁性粒子の面積および外周長さを算出し、以下の式により求めた値の平均値である。
円形度=4π×金属磁性粒子の面積/金属磁性粒子の外周長さの2乗
(もっと読む)
ルテニウム合金焼結体ターゲットの製造方法
【課題】成膜の品質を向上させるルテニウム合金スパッタリングターゲットを提供する。
【解決手段】ルテニウム粉末とルテニウムよりも酸化力が強い金属粉末との混合粉末を焼結して得られるルテニウム合金焼結体ターゲットであって、ガス成分を除くターゲットの純度が99.95wt%以上であり、ルテニウムよりも酸化物を作りやすい金属を5at%〜60at%含有し、相対密度が99%以上、不純物である酸素含有量が1000ppm以下であることを特徴とするルテニウム合金スパッタリングターゲットであり、ターゲット中に存在する酸素を低減させて、スパッタ時のアーキングやパーティクルの発生を少なくし、焼結密度を向上させてターゲットの強度を高め、さらにSi半導体へ微量添加されているB及びPの組成変動を防止するために、ターゲット中のB及びP不純物の量を厳しく制限する。
(もっと読む)
R−T−B系永久磁石の製造方法
【課題】HDDR法を用いて良好な角型性と高い保磁力を有するR−T−B系永久磁石を提供する。
【解決手段】 50%体積中心粒径が1μm以上10μm未満であり、R2T14B相を含むR−T−B系合金(RはNdおよび/またはPrを50原子%以上含む希土類元素、TはFe、またはFeとCo)の粉末を用意する。この粉末を成型して圧粉体を作製する。圧粉体を250℃以上600℃以下の温度の水素雰囲気中で熱処理を施す第一熱処理工程と、圧粉体に対し、650℃以上1000℃以下の水素雰囲気中で熱処理を施す第二熱処理工程と、圧粉体に対し、650℃以上1000℃以下の真空または不活性雰囲気中で熱処理を施す第三熱処理工程とを実行する。第一熱処理工程終了時から第二熱処理工程の開始時までの昇温は、真空または不活性雰囲気中で行う。
(もっと読む)
R−T−B系永久磁石の製造方法
【課題】HDDR法を用いて良好な角型性と高い保磁力を有するR−T−B系永久磁石を提供する。
【解決手段】50%体積中心粒径が1μm以上10μm未満であり、R2T14B相を含むR−T−B系合金粉末(RはNdおよび/またはPrを50原子%以上含む希土類元素、TはFe、またはFeとCo)と、粒径75μm未満のR’(R’はNd、Pr、Dy、Tbから選ばれる1種以上)、またはR’−M系合金(MはAl、Ga、Cu、Co、Ni、Cr、Fe、Si、Geから選ばれる1種以上)の粉末との混合粉末の圧粉体を200℃以上600℃以下の水素雰囲気中で熱処理を施す第一熱処理工程と、圧粉体に対し水素雰囲気中で650℃以上1000℃以下の温度で熱処理を施す第二熱処理工程と、真空または不活性雰囲気中で圧粉体に対し650℃以上1000℃以下の温度で熱処理を施す第三熱処理工程とを実行する。
(もっと読む)
刃先交換型切削チップおよびそれを用いた切削加工方法、ならびに刃先交換型切削チップの製造方法
【課題】切削性能、耐熱亀裂性、および寸法精度に優れた刃先交換型切削チップを提供する。
【解決手段】本発明の刃先交換型切削チップは、少なくとも基材を含むものであって、該基材は、8.5〜12.5質量%の鉄系金属と、0.28〜1.13質量%のTaと、不可避不純物とを含み、かつ残部がWCである超硬合金からなり、該超硬合金の組織中のWC粒子は、0.8〜2μmの平均粒子径であり、基材の抗磁力をHC(kA/m)とし、基材に含まれるCoの質量%をMCo(質量%)とすると、下記式(I)を満たし、かつ超硬合金の組織中にTaを主成分とする相が析出していないことを特徴とする。
−1.2×MCo+31.7≧HC≧−1.2×MCo+27.2 ・・・(I)
(もっと読む)
タングステン陰極材料
【課題】
W−ThO2合金からなる陰極材料の代替材料となる、放射性元素であるトリウムを含まないタングステン合金からなる陰極材料を提供する。
【解決手段】TIG、プラズマ溶射、プラズマ切断、放電加工、放電灯等に使用される放電陰極材料として用いられるタングステン陰極材料に希土類酸化物粒子とタングステン炭化物を微細分散させることで、希土類酸化物の還元と拡散を促進し、陰極表面への希土類元素の供給を確保し放電特性を向上させる。
(もっと読む)
基材表面に耐食性合金皮膜を形成させる方法
【課題】めっき法以外の方法によって、スズと鉄とタングステンからなる耐食性の三元合金皮膜を基材上に形成させる方法を提供すること。
【解決手段】本発明は、基材表面にスズ、鉄及びタングステンからなる耐食性合金皮膜を形成させる方法であって、
スズ、鉄及びタングステンの金属粉末を混合し、圧縮成形することによって、スパッタリングターゲットを形成する工程Aと、
真空チャンバー内に前記基材と前記スパッタリングターゲットとを対向させ、スパッタリング法によってスズ、鉄及びタングステンからなる合金皮膜を形成する工程Bとを有し、
前記金属粉末は、タングステンの質量を1とした場合、スズの質量は5以上7以下であり、鉄の質量は2以上4以下である、ことを特徴とする方法に関する。耐食性合金皮膜の結晶構造は、アモルファスである。
(もっと読む)
21 - 40 / 850
[ Back to top ]