
Fターム[4K018KA03]の内容
粉末冶金 (46,959) | 製造された合金、製品の用途、性質 (5,491) | 機械、構造部材 (732) | 摺動部材 (351) | 軸受 (193)
Fターム[4K018KA03]に分類される特許
21 - 40 / 193
台金に固着した構成の焼結摺動部材及びその製造方法
【課題】 従来の、台金に固着した構成の焼結摺動部材は、鉛青銅等が多く使われてきたが、鉛が環境に悪影響を与える。ここで鉛を含まないこと、境界潤滑条件下で焼付きせず長寿命であること、良好な接合が得られること、硬度が低くないこと、強度低下がないことを満たす焼結摺動部材が求められている。
【解決手段】 Fe:20〜45%、Mo:7〜15%、S:0.5〜1.5%、Cu:35〜65%、Sn:3〜8%、および不可避不純物の組成で、気孔率が5〜20%の合金が、鋼、銅、または銅合金の台金に固着して一体化している焼結摺動部材とする。
(もっと読む)
焼結軸受
【課題】 軸受すきまへ潤滑油を逐次給油するという焼結軸受本来の特性を損なうことなく、高い油膜圧力を確保することができる焼結軸受を提供する。
【解決手段】 軸受部材2の内部の空孔3に、潤滑油、未硬化状態の熱硬化性樹脂、硬化剤、および、必要な添加剤を含む潤滑剤を保有させる。熱硬化性樹脂は、熱硬化性アクリル樹脂とし、潤滑剤中に重量比で5〜80重量%含ませ、硬化開始温度を40〜150℃とする。また、潤滑剤に含まれる潤滑油は、エステル系とする。
(もっと読む)
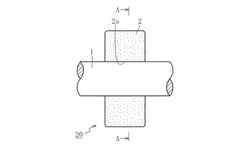
潤滑油を含む粉末冶金ベアリングを一体にバッグモールディングしたファン枠体構造及びその製造方法

【課題】製造コストを引き下げ、ベアリングとファン枠体との同心度を改善することができる潤滑油を含む粉末冶金ベアリングを一体にバッグモールディングしたファン枠体構造及びその製造方法を提供する。
【解決手段】ファン枠体2の構造及びその製造方法において、ファン枠体2の構造は、潤滑油を含む粉末冶金ベアリング1、ファン枠体2からなり、潤滑油を含む粉末冶金ベアリング1は第一端面11、第二端面12、貫通孔13を備え、該貫通孔13は第一、二端面11、12に通じ、前記ファン枠体2は底台21を備え、底台21は上方へと軸筒22を延伸し、前記軸筒22は中空貫通孔23内に第一ブロッキング部24及び第二ブロッキング部25を備え、前記潤滑油を含む粉末冶金ベアリング1は中空貫通孔23内に設置され、射出成型により潤滑油を含む粉末冶金ベアリング1とファン枠体2とを一体にバッグモールディングされる。
(もっと読む)
摺動材料
【課題】耐焼付き性および機械的強度を両立できる摺動材料を提供すること。
【解決手段】銅系焼結合金を基材とし、硫化マンガンを含有する摺動材料であって、前記硫化マンガンの原料粉末には、粒子径が4〜6μmの範囲にある粒子が重量基準で50%以上含まれており、前記原料粉末の粒子径の最大径が12μm以下であることを特徴とする摺動材料。
(もっと読む)
銅系摺動材料
【課題】 連続焼結法にて作製されるCu合金層中のBi相の粗大化を抑制し、耐疲労性に優れた銅系摺動材料を提供する。
【解決手段】 Cu合金層には、Biを10〜30質量%及び無機化合物を0.5〜5質量%含有している。そして、無機化合物の平均粒径を1〜5μmで、Bi比重に対して70〜130%の比重とすることにより、Cu合金粉末表面のBi相に無機化合物が埋収し、液相となったBiに無機化合物が凝集することなく分散するため、Cu合金粉末同士が十分に焼結する温度まで、液相となったBiをCu合金粉末内に留めることが可能となる。その結果、Biの液相が拡がらなくなり、その後、圧延、焼結を繰返すことにより、Bi相を微細に分散させたCu合金層を得ることができる。
(もっと読む)
複層軸受
【課題】鉛類を含まない樹脂組成物を用い、高面圧条件において、動摩擦係数や耐摩耗特性などに優れ、さらに安定した摺動特性を有する複層軸受を提供する。
【解決手段】金属基材2と、該金属基材2の一方の表面に形成された多孔質層と、該多孔質層に含浸被覆された樹脂組成物4とからなる複層軸受1であって、上記多孔質層は多角形状の軟質金属粉末3(銅−錫合金粉末)の焼結層であり、上記樹脂組成物4は、PTFE樹脂と、炭素繊維4aと、カルシウム化合物とを含む樹脂組成物4である。
(もっと読む)
焼結含油軸受及びその製造方法
【課題】摺動面への潤滑油の供給量を確保しつつ、この摺動面での油圧を保持し易くする。
【解決手段】銅が10〜50重量%、低融点金属が0.1〜5重量%含有する鉄銅系材料を用いた焼結含油軸受であって、内部に微細気孔を有する多孔質鉄粉を含む原料粉末が焼結されており、内部に形成される気孔は、そのうちの45%以上が円換算径で0.003mm以下の気孔とされ、20%以下が円換算径で0.007mm以上の気孔とされている。
(もっと読む)
すべり軸受及び黄銅ポーラス体とその製造方法
【課題】黄銅製のポーラス軸受を低コストで提供する。
【解決手段】混合工程(S1)では、黄銅切粉に滑剤を添加して、粉体用の混合器で混合する。加圧成形工程(S2)では、この混合物を、加圧成型機(プレス)で圧縮成形して、グリーン体2を作製する。圧力は400MPa程度に設定する。焼結工程(S3)では、グリーン体2を、連続開放炉(メッシュベルト式マッフル焼結炉)を用いて大気雰囲気下で焼結する。焼結温度は880〜940℃の範囲内に設定する。切削工程(S4)では、焼結体3の穴あけ加工、外周切削加工などを行う。
(もっと読む)
鉄銅系焼結摺動部材およびその製造方法
【課題】鉄系の割合が高く低コストかつ耐荷重能が高いとともに、銅系の割合が低くても高速回転域にも対応できる鉄銅系焼結摺動部材を提供する。
【解決手段】鉄と炭素との反応相Dを含むバックメタル層11と、このバックメタル層11の表面を覆うように設けられ、バックメタル層11よりも銅Aの割合が高い表層12部とを備え、遊離黒鉛Bが分散している鉄銅系焼結摺動部材10であり、銅を5〜50重量%、融点が焼結温度以下である低融点金属を0.1〜5重量%、黒鉛を0.5〜5重量%含有し、残部が鉄および不可避不純物からなる。
(もっと読む)
複層摺動部材
【課題】硫黄等を含む極圧添加剤を含有する潤滑油を使用する場合でも、硫化腐食の進行を抑えることができると共に、青銅系銅合金と同等の摺動性能を発揮する多孔質金属焼結層を備えた複層摺動部材を提供する。
【解決手段】鋼板からなる裏金と、該裏金の表面に一体に形成された金属焼結部材からなる多孔質金属焼結層と、該多孔質金属焼結層の孔隙及び表面に充填被覆された樹脂組成物からなる滑り層とを具備した複層摺動部材であって、該多孔質金属焼結層は、Ni:21〜35質量%、Sn:3〜12質量%、P:0.4〜1.35質量%、残部Cuからなる複層摺動部材等。前記裏金を、Cuメッキ又はNiメッキが施された鋼板とすることができる。
(もっと読む)
焼結金属軸受の製造方法
【課題】軸方向寸法を高精度に制御することのできる焼結金属軸受の製造方法を提供する。
【解決手段】圧粉成形工程S2において、ダイとコアピン、および下パンチとで区画形成される充填空間に原料粉末を充填した後、充填状態の原料粉末の重量を測定する。判定部にて、測定した重量と、予め設定しておいた狙い重量との差を算出すると共に、重量差が寸法公差に基づき定まる所定の範囲内に収まっているか否かを判定する。重量差が上述の所定範囲から外れていると判定された場合、重量差に応じて下パンチを上昇あるいは下降させることで充填量の調整を行う。充填量の調整を行った後に充填状態の原料粉末の重量を再度測定し、この再測定重量と狙い重量との差が所定の範囲内に収まるまで充填量調整と重量測定とを繰り返す。重量差が所定範囲内に収まっていると判定された場合、充填量を維持した状態で上パンチによる加圧成形を行い、成形体を成形する。
(もっと読む)
焼結軸受、及び焼結体のサイジング装置、並びに焼結軸受のサイジング方法
【課題】断面形状が非真円形状をなす外周面形状を有する焼結軸受等の焼結体に対しも高精度なサイジングを行うことで、当該外周面形状を有しつつも、高い寸法精度が確保された焼結体を提供する。
【解決手段】断面形状が非真円形状をなす外周面形状を有する焼結軸受Wを収容する収容孔2を有するダイ3と、収容孔2に収容される焼結軸受Wの内周面に挿入されるコア軸4と、収容孔2に収容される焼結軸受Wを上下方向から押圧する上パンチ5及び下パンチ6を備えた焼結軸受のサイジング装置1であって、ダイ3は、固定部7と可動押圧部8とを備え、可動押圧部8が、収容孔2を形成すると共に、円周方向で複数に分割され、各分割部分の移動により収容孔2を拡縮させるように構成されている。
(もっと読む)
焼結金属軸受、およびこの軸受を備えた流体動圧軸受装置
【課題】摩耗性に優れ、かつ他部材との接着性にも優れた焼結金属軸受を提供する。
【解決手段】軸受スリーブ8の原料粉末に、Cu粉末とSUS粉末とを主成分とするものを使用する。ここで使用するSUS粉末は、このSUS粉末中に含まれる比較的粒径の小さい微小な粉末、具体的には、45μm以下の微小粉末のSUS粉末全体に占める割合を20mass%以下としたものである。これは、例えば適当な分級手段により、上記範囲に属する微小粉末の一部あるいは全部を除去することにより得られる。
(もっと読む)
中空鋼ボール、およびその製造方法ならびにそれを用いたベアリングボール
【課題】安価な酸化鉄を原料として得ることが可能な、ベアリングボールとして好適な中空鋼ボール、およびその製造方法、ならびにそれを用いたベアリングボールを提供する。
【解決手段】有機物質からなる球形の芯材の表面に酸化鉄を塗布した後、これを加熱して芯材を消失させかつ酸化鉄を還元し、得られた中空鉄ボールに浸炭処理を施してCを0.1〜2.0質量%含有する中空鋼ボールを製造する。
(もっと読む)
Cu基焼結摺動部材
【課題】高負荷な使用環境下で使用可能なCu基焼結摺動部材を提供することを目的とする。
【解決手段】5〜30質量%のNiと、5〜20質量%のSnと、0.1〜1.2質量%のPとを含有し、残部がCu及び不可避不純物からなる時効硬化したCu基焼結部材であって、金属組織の粒界に前記Niと前記Pと前記Snの濃度が前記焼結合金全体における前記Niと前記Pと前記Snの平均濃度よりも高い合金相を存在させることで耐摩耗性が優れるため、高価な硬質粒子を必要とせず低コストであり、高負荷な環境下で使用可能なCu基焼結摺動部材を得ることができる。
また、固体潤滑剤として、黒鉛、フッ化黒鉛、二硫化モリブデン、二硫化タングステン、窒化ホウ素、フッ化カルシウム、タルク、珪酸マグネシウム鉱物粉末のうち少なくとも1種類以上を0.3〜10質量%含有させる事で、さらに優れた耐摩耗性を得ることができる。
(もっと読む)
軸受スリーブの製造方法及び流体軸受装置
【課題】焼結素材の軸方向両端部における内径寸法差を低減して回転精度を向上することのできる動圧軸受の製造方法を提供する。
【解決手段】焼結工程で形成された焼結素材11を、ダイ13および一対のパンチ14、15を用いてサイジングすることにより、軸部材2に外挿され、内周面が軸部材2の外周面との間にラジアル軸受隙間を形成する円筒状の軸受スリーブの製造方法である。サイジング工程において、一方のパンチ14からの加圧力で焼結素材11をダイ13に圧入した後、他方のパンチ15を一方のパンチ14側に移動させることで、焼結素材11を軸方向に圧縮する。
(もっと読む)
鉄系焼結摺動部材及びその製造方法
【課題】その組織中に遊離セメンタイトの析出が無く、摩擦摩耗等の摺動特性に優れた鉄系焼結摺動部材及びその製造方法を提供する。
【解決手段】主成分をなす鉄粉末に対し、マンガン4〜6質量%と鉄3〜5質量%と残部銅から成る合金粉末3〜20質量%及び炭素粉末1〜5質量%をそれぞれ配合し、混合して混合粉末を形成したのち、該混合粉末を金型に装填して所望の形状の圧粉体を成形し、この圧粉体を中性もしくは還元性雰囲気に調整した加熱炉内で1000〜1100℃の温度で90分間焼結する。
(もっと読む)
焼結金属製軸受およびその製造方法
【課題】低コストに製造可能としつつも、高い耐摩耗性および摺動性を発揮することのできる焼結金属製軸受を提供する。
【解決手段】本発明に係る焼結金属製軸受は、Fe系組織中にCu組織が分散した焼結金属製軸受であって、Fe系組織が重量比でCu組織の10倍以上含まれると共に、Cu組織が粒状組織として残っている。この焼結金属製軸受は、例えばCu粉末と、重量比でCu粉末の10倍以上のFe系粉末とを少なくとも含む原料粉末を圧縮成形し、然る後、この圧縮成形体をCuの融点未満の温度で焼結することにより製作される。
(もっと読む)
軸受鋼
新規な軸受鋼組成と軸受を形成する方法を提供する。軸受鋼組成は、炭素0.4から0.8重量%、窒素0.1から0.2重量%、クロム12から18重量%、モリブデン0.7から1.3重量%、シリコン0.3から1重量%、マンガン0.2から0.8重量%、及び鉄78から86.3重量%からなる。 (もっと読む)
焼結含油軸受およびこの軸受に含浸して使用される潤滑流体
【課題】高温腐食環境下においても優れた耐食性を有する焼結含油軸受を提供する。
【解決手段】焼結含油軸受11は、ステンレス鋼組織と硫化マンガン組織とを有する焼結金属で形成され、その内部気孔には所定の組成を有する潤滑油を含浸してなる。ここで、潤滑油はエステル系合成油を基油とし、かつ、少なくとも防錆剤としてのスルホン酸金属塩を含有する。
(もっと読む)
21 - 40 / 193
[ Back to top ]