
Fターム[4K024BC04]の内容
電気メッキ方法、物品 (25,708) | 被メッキ物の形状 (1,573) | 中空体 (107)
Fターム[4K024BC04]の下位に属するFターム
管 (45)
Fターム[4K024BC04]に分類される特許
1 - 20 / 62
物品をめっきするための装置
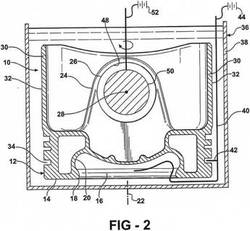
【課題】めっき槽からのコーティングで物品をめっきするための装置および方法を提供する。
【解決手段】めっき処理において少なくとも1つの適合可能なアノード(40)を利用して物品(10)にめっきを塗布する方法および装置を提供する。コーティングされる物品の領域のおおよその形状に適合するように、アノードに適切なワイヤまたは他の材料が成形される。アノードは電源(44)によって駆動され、物品はカソードとして機能する。アノードおよび物品は、両方ともめっき槽(38)に浸漬される。物品およびアノードは、物品の中心軸(22)を中心に互いに対して回転される。アノードと物品との間の相対的な移動によって、アノードを通過する物品の選択領域に均一なめっきが塗布される。別のアノード(50)を物品に対して固定して設け、他のアノードと同時に物品の別個の選択領域をめっきすることができる。
(もっと読む)
突起版胴の製造方法

【課題】表面に多数の突起を有する突起版胴を容易かつ簡易に製造する。
【解決手段】突起版胴の製造方法は、表面に銅層2を有するブランク版胴35Aを準備する工程と、ブランク版胴35Aの表面の銅層2全域に感光材3を塗布する工程と、感光材3を露光しかつ現像して突起35aに対応する部分にレジスト4を形成する工程とを備えている。ブランク版胴35Aの表面の銅層2に対して第1のエッチングを施して銅層2に突起35aを形成し、その後突起35a上からレジスト4を除去する。突起35aに対して再度第2のエッチングを施して、突起35aの先端部35bの垂直断面形状を湾曲させる。その後銅層全域にクロムメッキを施してクロムメッキ層5を形成する。
(もっと読む)
フロントフォーク
【課題】 アウターチューブにめっきが施されるフロントフォークの改良に関し、倒立型に設定したときアウターチューブの車体側の端面にバリが発生することを防止する。
【解決手段】 アウターチューブ1の車体側開口部は、筒状に形成されると共にその端面10が水平に形成されてなり、内周がシール3を介してキャップ部材2外周と密接するシール部11と、このシール部11と上記端面10との間に形成される入口部12とを備え、この入口部12の内周が上記シール部11にかけて徐々に縮径されて端面10側の隙間形成面4及びシール部11側のシール用傾斜面5を形成し、上記アウターチューブ1の両端開口をマスキング部材6で密栓しながらめっきを施すとき、上記隙間形成面4における端面10側の端部4aと上記マスキング部材6の側面とが接触せず、上記隙間形成面4上に隙間Aを形成する。
(もっと読む)
バルブ・管継手等の銅合金製配管器材のカドミウム溶出防止方法とこれを用いた銅合金製配管器材並びに皮膜形成剤
【課題】カドミウムを含有する銅合金を再利用して銅合金製配管器材を設けることができ、この銅合金製配管器材からのカドミウムの溶出を抑制できるバルブ・管継手等の銅合金製配管器材のカドミウム溶出防止方法及びその銅合金製配管器材を提供する。
【解決手段】カドミウムが固溶した銅合金製配管器材の少なくとも接液部を、カドミウムよりも貴な金属を含有する金属塩水溶液内に浸漬させ、この配管器材の接液部表層のカドミウムを貴な金属と置換させてカドミウムの溶出を抑制したバルブ・管継手等の銅合金製配管器材のカドミウム溶出防止方法である。
(もっと読む)
内燃機関のシリンダ製造方法及び内燃機関のシリンダ
【課題】シリンダ内周面における潤滑油の保持性を高めてシリンダ内周面とピストンとのフリクションを低減すると共に、シリンダの生産性を向上すること。
【解決手段】ピストン11が収容されるボア12を画成するシリンダ内周面13にめっき皮膜14が形成された内燃機関のシリンダ製造方法であって、シリンダ内周面13にボーリング加工を施して複数本の線状のボーリング加工凸部29Aを形成し、次に、シリンダ内周面13にめっき処理を施して、ボーリング加工凸部29Aに沿ってめっき用金属が粒成長するめっき凸部31Aとこのめっき凸部間のめっき凹部31Bとを備えるめっき層31を形成し、次に、めっき凹部31Bを残すようにめっき凸部31Aをホーニング加工してめっき皮膜33を形成し、このめっき皮膜に平滑なプラトー面28を形成すると共に、めっき凹部31Bを、不規則に延び且つ潤滑油35を保持可能なオイルポケット27として機能させる。
(もっと読む)
めっき前処理方法及び該方法に使用する装置
【課題】油膜不純物が表面に残存したアルミニウム合金、特に脱脂後のシリンダボア内周面に油膜不純物が残存したワークであっても良好なめっき密着性を確保し、めっき品質の向上を実現可能なめっき前処理方法及び該方法に使用する装置を提供することを目的とする。
【解決手段】硬質粒子を懸濁させたエッチング液を流速100〜150cm/秒で流動させてアルミニウム合金のエッチングを行うエッチング前期工程と、前記エッチング前期工程の後、前記エッチング液を流速10〜50cm/秒で流動させてエッチングを行うエッチング後期工程とを含むアルミニウム合金のめっき前処理方法を提供する。
(もっと読む)
アルミニウム構造体の製造方法およびアルミニウム構造体
【課題】三次元網目構造を有する多孔質樹脂成形体であっても、その表面へのアルミニウムのめっきを可能としてアルミニウム構造体を形成することが可能な方法、および特に大面積のアルミニウム多孔体を得ることが可能な方法を目的とする。
【解決手段】樹脂成形体の表面に金、銀、白金、ロジウム、ルテニウム及びパラジウムからなる群より選択される1種以上の貴金属からなる導電層を形成する導電化工程と、導電化された樹脂成形体にアルミニウムを溶融塩浴中でめっきするめっき工程とを備えるアルミニウム構造体の製造方法とした。金属層として1μm〜100μmの厚さのアルミニウム層を有するアルミニウム構造体であって、該金属層はアルミニウムの純度が90.0%以上、金、銀、白金、ロジウム、ルテニウム及びパラジウムの合計量が0.01%以上10%以下、残部不可避不純物からなるアルミニウム構造体を得ることができる。
(もっと読む)
金属充填微細構造体の製造方法
【課題】絶縁性基材に設けられた微細孔への金属の充填率が高く、かつ、金属充填に伴う残留応力によって微細構造体に反りが発生することを防止することができる金属充填微細構造体の製造方法を提供する。
【解決手段】絶縁性基材に設けられた貫通孔101,102等の平均開孔径が10〜5000nmであり、平均深さが10〜1000μmであり、前記貫通孔の密度が1×106〜1×1010個/mm2である絶縁性基材に、前記貫通孔への金属の仮想充填率が100%よりも大きくなるように、電解めっき処理により前記貫通孔へ金属を充填する工程、絶縁性基材の表面に付着した金属を研磨処理により除去する工程を有し、前記貫通孔内部に充填される金属の結晶粒子径と、前記絶縁性基材の表面に付着する金属の結晶粒子径と、の差が20nm以下となるように前記電解めっき処理を実施することを特徴とする金属充填微細構造体の製造方法。
(もっと読む)
アルミニウム合金製シリンダブロックの作製方法及びアルミニウム合金製シリンダブロック
【課題】 基材との良好な密着性と摺動相手への低い攻撃性を満足しながら、低摩擦性を満足するアルミニウム合金製シリンダブロックの作製方法及びアルミニウム合金製シリンダブロックを提供することを目的とする。
【解決手段】 平均粒径4.5〜5.5μmのSiCを含むめっき液を用いてめっき膜を内径表面に形成してなるアルミニウム合金製シリンダブロックの作製方法であって、前記内径表面付近でのめっき液の流速が120cm/秒以上、電流密度が10A/dm2以下の条件で電気めっきを行う成膜前期工程と、前記成膜前期工程の後に、めっき液の流速が80〜120cm/秒、電流密度が10A/dm2以上の条件で電気めっきを行う成膜後期工程とを含む、アルミニウム合金製シリンダブロックの作製方法を提供する。
(もっと読む)
ロール用メッキ装置
【課題】ロールの周面へのメッキを均一な厚さに施すことができるロール用メッキ装置を提供する。
【解決手段】メッキ対象のロールRの両端をチャックする一対のロールチャック2と、メッキ液Lを貯留しこのメッキ液LにロールRを浸漬させるメッキ槽3と、上記メッキ槽3内に設けられ、上記ロールチャック2に外嵌するよう対向配設され、ロール端部へのメッキ電流の集中を抑制する一対のメッキ電流遮蔽器5とを備えるロール用メッキ装置1であって、上記メッキ電流遮蔽器5が、上記ロールチャック2の軸方向に移動可能に吊設されており、上記ロールチャック2に外嵌するロール端面被覆板10と、このロール端面被覆板10の対向面側に立設され、切欠領域を有する帯状のロール周面端部被覆板11とを備えることを特徴とする。
(もっと読む)
シリンダブロックのめっき処理装置
【課題】シール位置の位置精度が高く、シリンダブロックの固定およびシール治具の保持を簡便な動作で可能な低廉な構造を備え、エンジン小型化に柔軟に対応可能なシリンダブロックのめっき処理装置を提案する。
【解決手段】めっき処理装置1は、シリンダブロック101を載置自在な載置台3と、シリンダ内周面103との間に環状の処理液流路4を形成する筒状電極6と、筒状電極6の自由端部に設けられたシール治具7と、シリンダ内周面103の他方側の開口端をシール可能な拡張状態に伸縮可能な拡張シール部材31と、シール治具7に着脱自在に接続され拡張シール部材31を拡張状態に作動させるエアジョイント9と、載置台3とともにシリンダブロック101を挟み込んで保持する上治具8と、エアジョイント9とシール治具7とを連結するときに位置調整を行うコイルスプリング33と、を備えたことを特徴とする。
(もっと読む)
シリンダバレル内面の表面処理装置及びその表面処理方法
【課題】表面処理を均一化することができるシリンダバレル内面の表面処理技術を提供することを課題とする。
【解決手段】表面処理装置10は、ガスケット面42が上になるようにしてシリンダブロック27を支えると共にシリンダバレル43の下部開口44を塞ぐパレット31と、このパレット31に設けられ処理液の一部を排出する第1の排液通路45と、シリンダバレル43の上部開口52に繋がる凹部53を有しシリンダバレル43の上部開口52を覆うカバー部材32と、カバー部材32に取付けられ処理液を凹部53の壁55に向かって噴射する処理液噴射孔56を有するノズル57と、カバー部材32に設けられ処理液の残部を排出する第2の排液通路33とからなる。
【効果】シリンダバレル内面の上部と下部との温度差を低減させることができ、表面処理を均一にすることができる。
(もっと読む)
搬送ローラーの製造方法及び円筒軸の製造方法
【課題】金属の板材から略円筒状の搬送ローラー又は円筒軸を形成した場合であっても、一対の端部が互いに接する接続部での腐食の発生を防止できる搬送ローラーの製造方法及び円筒軸の製造方法を提供すること。
【解決手段】本発明は、シート状の記録媒体上に情報を記録する印刷装置に設けられ、記録媒体を搬送する搬送ローラーの製造方法であって、板材を曲げて略円筒状の円筒部材を形成する工程S1と、板材の一対の端部が互いに接する接続部を電解めっきによって被覆するめっき工程S3とを有するという方法を採用する。
(もっと読む)
ボールバルブ用ボールとそのめっき処理方法並びにボールバルブ
【課題】有害物質の溶出を抑えつつ、摺動性とシール性とを両立させながら耐摩耗性を向上させ、耐塩素性や耐脱亜鉛腐食性を向上させたボールバルブ用ボールとそのめっき処置方法並びにボールバルブを提供する。
【解決手段】このボールバルブ用ボールは、銅又は銅合金製のボール弁体の素地2の被覆面3に、0.5μm<膜厚≦3μmとしたSnNi合金めっき層4を設けられている。ボールバルブ用ボールのめっき処理方法は、ボール弁体を治具に取付け、このボール弁体をSnNi合金めっき処理液を収容した容器内に浸漬させ、次いで、当該ボール弁体とめっき処理液に通電してボール弁体の素地の被覆面にSnNi合金めっき処理を施すようにする。ボールバルブは、流入口と流出口を有するボデー内にSnNi合金めっき処理を施したボール弁体をボールシートを介して内蔵し、このボール弁体をステムを介して回動自在に設けたものである。
(もっと読む)
構造部材およびその製造方法
【課題】凹凸表面を有する構造部材の製造を容易にするとともに、その表面が摩耗した場合でも凹凸表面を維持することのできる構造部材およびその製造方法を提供する。
【解決手段】本発明の構造部材10の製造方法は、金属基材11の表面11aに、断面形状が略三角形の溝12を連続して多数個形成する工程Aと、溝12上に、メッキにより、溝12の断面形状に沿って一様な厚みをなし、かつ、材質の異なる第一の金属膜14と第二の金属膜15を交互に積層してメッキ多層膜13を形成する工程Bと、を有することを特徴とする。また、本発明の構造部材10は、金属基材11の表面11aに形成された断面形状が略三角形の連続する溝12上に、溝12の断面形状に沿って一様な厚みをなし、かつ、材質の異なる第一の金属膜14と第二の金属膜15を交互に積層されてなるメッキ多層膜13が設けられたことを特徴とする。
(もっと読む)
円筒袋状ワークのめっき処理用治具
【課題】人手を要しなくても陰極棒の接触位置が変更されて円筒袋状ワークの表面に接点跡が残ることのないめっき処理用治具を提供する。
【解決手段】本発明に係る筒袋状ワークのめっき処理用治具1は、円筒袋状ワークWの内方に差し入れられ円筒袋状ワークの軸心方向を回転軸として回転可能な陰電極21を有し、陰電極は、円筒袋状ワークの内面に当接することにより円筒袋状ワークを保持して円筒袋状ワークを回転可能に形成され、かつ円筒袋状ワークを保持したときに円筒袋状ワークを常に陰極とするための接点部34を有する。
(もっと読む)
多気筒シリンダブロックのめっき前処理装置及び方法
【課題】複数のシリンダのシリンダ内周面に均一なめっき前処理を施すことができること。
【解決手段】複数のシリンダを備える多気筒シリンダブロックの各シリンダにおけるシリンダ内周面の一端側をシールして、このシリンダ内周面に処理液を導き、このシリンダ内周面に対向配置された電極の作用で、このシリンダ内周面をめっき前処理する多気筒シリンダブロックのめっき前処理装置(電解エッチング処理装置72、陽極酸化処理装置73)であって、シリンダブロック及び電極へ電気を供給する電源装置92、93と、シリンダ内周面と電極間へ処理液を送液する送液ポンプを84、87との少なくとも一方が、シリンダ毎に設置されたものである。
(もっと読む)
シリンダブロックのめっき前処理装置及び方法
【課題】作業環境への反応ガスの放出を抑制できると共に、シリンダ内周面と電極間の隙間流路に反応ガスが滞留することを抑制して通電不良等の不具合を防止できること。
【解決手段】シリンダブロック1におけるシリンダ2のシリンダ内周面3の一端部をシール治具13がシールして、シリンダ内周面に処理液を導き、このシリンダ内周面に対向配置された電極12の作用で、シリンダ内周面をめっき前処理するシリンダブロックのめっき前処理装置であって、シリンダ内周面3と電極12間に隙間流路27が形成され、電極に電極内流路12Aが形成され、隙間流路27が、シール治具13に最も接近して設けられたスリット26を経て電極内流路12Aに連通され、隙間流路27内をシール治具13へ向かって流れる処理液が、スリット26を経て電極内流路12Aへ流出可能に構成されたものである。
(もっと読む)
シリンダブロックめっき処理装置の電極構造
【課題】シリンダブロックのシリンダ内へ電極が挿入または退出する場合であっても、流路を形成する電極周りのシール性を確保できること。
【解決手段】シリンダブロックのシリンダにおけるシリンダ内周面のクランクケース面側端部をシール治具13によりシールして、シリンダ内周面に処理液を導き、このシリンダ内周面に対向配置された電極12の作用で、シリンダ内周面をめっき前処理またはめっき処理するシリンダブロックめっき処理装置であって、電極12と、この電極を支持する電極支持部20と、これらの電極及び電極支持部と共に処理液のための流路を形成する流路構成ブロック66とが一体化されて、電極をシリンダ内へ挿入または退出するよう電極用シリンダ17によって移動可能に構成されたものである。
(もっと読む)
シリンダブロックめっき処理装置のシール構造
【課題】シリンダ内周面の一端側付近に障害物が存在している複雑な形状のシリンダブロックであっても、シール治具のシール精度を確保して、シリンダ内周面を確実にシールできること。
【解決手段】シリンダブロック1におけるシリンダ2のシリンダ内周面3のクランクケース面5側端部をシール治具13がシールして、シリンダ内周面に処理液を導き、このシリンダ内周面をめっき前処理またはめっき処理するシリンダブロックめっき処理装置であって、シール治具13が電極12の先端に設置され、このシール治具のシール部材33を作動させるエアジョイント15がシール治具13と分離して配置され、電極12及びシール治具が、シリンダ内周面3のヘッド面4側端部からシリンダ2内へ挿入され、エアジョイント15がシリンダブロック1のクランクケース面5側から挿入されて、シール治具13と結合可能に構成されたものである。
(もっと読む)
1 - 20 / 62
[ Back to top ]