
Fターム[4K024BC05]の内容
電気メッキ方法、物品 (25,708) | 被メッキ物の形状 (1,573) | 中空体 (107) | 管 (45)
Fターム[4K024BC05]に分類される特許
1 - 20 / 45
部分めっき工法
長尺物の内面めっき用の補助電極
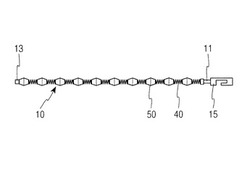
【課題】屈曲した管状物品にも挿入が容易で、管状物品の内面のめっきを良好に行うことのできる、安価な長尺物の内面めっき用の補助電極を提供する。
【解決手段】管状物品20の内面に電気めっきを施すために管状物品の内部に挿入されて使用される補助電極10において、補助電極10は、線状の補助陽極11と、補助陽極に取付けられる補助電極スペーサ50と補助電極バネ部材40から構成される。補助電極スペーサ50は、非導電性材料で形成されるとともに、外形の中央部が外径方向に張り出したそろばん玉状、球状又は楕円球状で形成され、中心部に中心孔51が形成される。補助電極バネ部材40は、非導電性材料で形成されるとともに、コイル状に形成される。補助電極スペーサ50と補助電極バネ部材40は、補助陽極11に交互に挿入される。
(もっと読む)
袋状微細管のメッキ膜形成方法及びメッキ膜形成システム

【課題】 袋状の微細管の内壁面に対しても、貫通孔を設けることなく均一なメッキ膜を形成することが可能な方法及びシステムを提供する。
【解決手段】 本方法は、真空雰囲気内に配置された微細管にプラズマを照射することにより、内外壁面の不純物を除去するプラズマ洗浄工程と、不純物が除去され内空間に空気が残留していない状態の真空雰囲気内の微細管を脱脂液に浸漬させ、真空雰囲気を大気圧雰囲気に置換することにより、微細管の内空間の全体に脱脂液を注入し、微細管の内壁及び外壁の脱脂処理を行う脱脂工程とを含む。本方法は、さらに、脱脂された微細管の少なくとも内空間に空気が入らないようにしながら脱脂液を洗浄液に置換し、微細管を洗浄する脱脂液洗浄工程と、洗浄された微細管の少なくとも内空間に空気が入らないようにしながら洗浄液をメッキ液に置換し、微細管にパルスリバース電気メッキ処理を行うメッキ工程と、を含む。
(もっと読む)
長尺物の内面めっき用の補助電極
【課題】屈曲したフィラーパイプにも挿入が容易で、フィラーパイプの内面のめっきを良好に行うことのできる、安価な長尺物の内面めっき用補助電極を提供する。
【解決手段】フィラーパイプ20に電気めっきを行うときに、フィラーパイプ20の内部に挿入されて使用される補助電極10において、補助電極10は、線状の可撓性を有する導電体で形成される補助陽極11と補助電極スペーサ12から構成される。補助電極スペーサ12は、非導電性で球状又は楕円球状のスペーサ球状部13と、複数のスペーサ球状部13を、紐状に連結する可撓性のスペーサ連結部14から長尺状に形成される。複数の補助電極スペーサ12が補助陽極11の周囲に巻き付けられるとともに、補助陽極11がフィラーパイプ20の内面に接触しないで、且つ、スペーサ球状部13同士が重なり合わない密度で巻き付けられる。
(もっと読む)
燃料蒸気に対する耐食性を有するパイプ製造用めっき鋼板、そのめっき鋼板を用いたパイプ及び給油パイプ
【課題】ガソリン、軽油、バイオエタノール、バイオディーゼル燃料などの燃料蒸気に対する耐食性を有するパイプ製造用めっき鋼板、パイプ及び給油パイプを提供する。
【解決手段】鋼板の表面にZn、Co及びMoを含有するめっき層を有しており、前記めっき層中におけるZnに対するCoの組成割合が、0.2〜4.0at%(原子濃度)とすることを特徴とする、燃料蒸気に対する耐食性を有するパイプ製造用めっき鋼板。
鋼板からなるパイプの内面に、Zn、Co及びMoを含有するめっき層を有していることを特徴とする、燃料蒸気に対する耐食性を有するパイプ。
燃料を燃料タンク23に給油するための給油パイプ20であって、燃料が通過する太径パイプ部21と、太径パイプ部の上部と下部とを通気する細径パイプ部22とを有し、少なくとも太径パイプ部の内面に、Znに対するCoの組成割合が、0.2〜4.0at%であるZn、Co及びMoを含有するめっき層を有している給油パイプ。
(もっと読む)
アルミニウム材の亜鉛めっき方法
【課題】アルミニウム材に対し、密着性の高い亜鉛めっき皮膜を形成する。
【解決手段】 アルミニウム材に対し、苛性洗浄によって表層部の深さ1〜10μmの部分を除去する前処理を行い、その後、亜鉛めっき液中に浸漬したアルミニウム材を、25m/min以上の速度で相対的に移動させながら電気めっきをする。アルミニウム材の一例として、熱交換器用チューブ(2)または熱交換器用ヘッダーパイプ(4)を挙げることができる。
(もっと読む)
内面めっき方法及び内面めっき用補助極
【課題】管状被めっき物、特に大きく屈曲した管状被めっき物にも適用可能で、管内面に良好にめっきが施せる方法並びにそれに使用して好適な補助極を提供する。
【解決手段】めっき液にパイプ1を浸漬して電気めっきを施す場合において、パイプ1内には可撓性を有する線状の補助陽極21が挿通され、その補助陽極21の外周には合成樹脂糸を編んだ筒状網スペーサ22を嵌装して、パイプ1の内面と補助陽極21とが非接触状態となるようにした。
(もっと読む)
太陽電池および太陽電池を製造する方法
油井管用のねじ継手
【課題】従来よりも容易に製造でき、優れた耐焼付き性を有する油井管用のねじ継手を提供する。
【解決手段】インテグラル型のねじ継手は、第1油井管の端部に形成されるボックス3と、第2油井管の端部に形成され、ボックス3に挿入されるピン2とを備える。ボックス3の内面は、複数の雌ねじ31が形成される雌ねじ部と、内面メタルシール部とを含む。ピン2の外面は、複数の雄ねじ21が形成された雄ねじ部と、内面メタルシール部に対応する外面メタルシール部とを含む。ピン2の雄ねじ部及び外面メタルシール部上には、筆めっき法によりめっき層が形成される。
(もっと読む)
円筒部材の表面処理装置
【課題】切換え作業工数の短縮を図ることができる円筒部材の表面処理装置を提供することを課題とする。
【解決手段】旋回手段35は、昇降ロッド36の下端に設けられているリンク部材38と、リンク部材38の下端にリンク軸41を介して回転自在に設けられている旋回部材42と、旋回部材42の一端に設けられカバー部材32を保持するカバー保持部材43と、カバー保持部材43に設けられ端部に接続ピン44を有する接続部45と、リンク部材38から水平方向に延ばされ端部に支持軸46を有する水平バー47と、支持軸46に設けられ進退ロッド48を介して接続ピン44を押し引きする旋回シリンダ51とからなる。
【効果】ノズルの切換え作業が正面向き作業になるので、ノズル等の交換を容易に行うことができ、切換え作業工数の短縮を図ることができる
(もっと読む)
細管内壁のめっき方法
【課題】微小な内径で且つアスペクト比が大きい細管の内壁に均一なめっき皮膜を形成する方法を提供する。
【解決手段】細管10の内壁10aへの接触を防止する非導電性部材14が外周面に固定されている電極線12を前記細管10内に挿入し、前記細管10内壁と前記電極線12との間隙にめっき液を満たした状態で前記電極線12を前記細管10の管軸方向に往復移動させると共に前記めっき液を前記電極線12と同じ方向に交互に流動させる。そして、前記電極線12を+極、前記細管10を−極として直流電流を流して細管10の内壁10aにめっき皮膜を形成する。
(もっと読む)
伝熱管および該伝熱管を用いた熱交換器
【課題】 銅管表面に形成される防食層の膜厚を最適化することにより、伝熱管および熱交換器の防食能力の最適化を図る。
【解決手段】 銅管1′の外表面に、スズまたはスズ合金からなり、膜厚dが3μm〜500μmの防食層3を形成して、結露水によって侵食されることがなくなるようにするとともに、防食層3の膜厚dの最適化を図ることができるようにする。
(もっと読む)
ゴルフシャフト、ゴルフクラブおよびゴルフシャフトの製造方法
【課題】金属製のゴルフシャフトの表面にニッケルメッキ層+クロムメッキ層を形成し、その上に塗装を行う構成において、高い塗装強度を確保する。
【解決手段】ゴルフクラブ用の金属製シャフト201の表面にニッケルメッキ層とクロムメッキ層を形成し(図2(B))、その後にショットピーニング処理により表面を粗面化する。この際、粗面化された表面の表面粗さRaを0.1μm〜0.3μmの範囲とする。こうすることで、メッキの金属光沢感を維持するのと同時に、塗装した部分の塗装強度を高くすることができる。
(もっと読む)
多重巻鋼管
【課題】多重巻鋼管を製造する過程で、ロウ付けに必要な銅を過不足なく供給することができ、鋼管の表面に銅の再凝固が生じず、また、鋼管シーム部に良好なフィレットが形成されるようにする。
【解決手段】鋼板は、銅めっきの膜厚をt1とする一方の面と、銅めっきの膜厚をt2とする他方の面とを有し、前記一方の面の銅めっきの膜厚(t2)よりも前記他方の面の銅めっきの膜厚(t1)の方を薄くし、かつ、前記一方の面が多重巻鋼管の外側面になるように管状に成形する。
(もっと読む)
湿式表面処理方法および湿式表面処理装置
【課題】被処理物の湿式表面処理に適した湿式表面処理方法および湿式表面処理装置を提供する。
【解決手段】湿式表面処理方法は、1つまたは複数の開口部を通じて液体の出入りが可能な被処理物(管状物6)を回転軸7に固定した状態で、湿式表面処理している最中、または湿式表面処理をする前もしくは後に、回転軸7を回転させることで被処理物を重力方向に、または重力方向に対して斜めに回転させる。湿式表面処理装置(電解めっき処理装置1)は、その回転中心軸が重力方向に対して垂直または斜めの位置関係にある回転軸7と、回転軸7を回転させる回転駆動部8と、回転軸7の周面に配置され、回転軸7と共に回転するばね性または可撓性を有する棒状のめっき用陽極2と、回転軸7の周面に配置され回転軸7と共に回転する陰極治具9と、回転軸7とは離れた位置に配置され回転しない第2のめっき用陽極10と、を有する。
(もっと読む)
半導体単結晶製造用の排気部材
【課題】たとえ炉内のドーパント、ドーパント酸化物、アモルファスの排気管への流入が長期間続いたとしても、排気部材の内部表面への固着、アモルファス層の形成という現象を抑制することで、多大な工数を要する清掃作業を回避して、清掃作業を簡易かつ短時間で終了できる方法を提供する。
【解決手段】排気管20等の排気部材の被処理面が、鉄鋼材料で構成されたものにおいて、排気部材の被処理面に、鉄よりも化学的活性度の高いクロムでメッキ処理、ないしは、フッ素樹脂添加無電解ニッケルメッキ処理を施す。
(もっと読む)
熱交換器用パイプの防錆方法及び熱交換器用パイプ並びに熱交換器の防錆方法及び熱交換器
【課題】外周面にめっき皮膜が形成されたU字状のパイプの開口端部にリターンベンドを何等のおそれなく溶接できる熱交換器用パイプの防錆方法を提供することを目的とする。
【解決手段】熱交換器に用いる金属製のU字状のパイプ10をめっき液16に浸漬して、パイプ10の外周面に防錆用のめっき皮膜を形成する際に、パイプ10の開口端部10aであって、前記熱交換器内で隣接するU字状のパイプと接続する金属製のリターンベンドの端部が溶接される溶接部分の外周面及びパイプ10の内周面をめっき液と接触しないように、めっき液16の液面からパイプ10の開口端部10aを突出させて、パイプ10をめっき液16に浸漬することを特徴とする。
(もっと読む)
自動車高圧配管用高張力鋼管
【課題】 低合金で抗張力が800〜1800N/mm2の特性を有し、かつ耐繰返し耐内圧疲労特性に優れ、噴射圧が直噴式ガソリンエンジンの場合においては、12〜20MPaを超える内圧繰返し疲労限応力を確保できる高抗張力を有する溶接鋼管または電縫鋼管であって、腐食性流体による繰り返しの接触に対して、十分な耐食性を示す自動車高圧配管用高張力鋼管を提供する。
【解決手段】 固溶化処理後にオーステンパー処理が施された低合金高張力鋼のAM鋼(焼鈍マルテンサイト鋼:C 0.1〜0.6wt%、Si 1.5wt%、Mn 1.5wt%等)、若しくはBF鋼(ベイニテックフェライト鋼:C 0.1〜0.6wt%、Si 1.5wt%、Mn 1.5wt%等)からなるTRIP鋼板(低合金変態誘起塑性型強度鋼板)製の電縫鋼管または溶接鋼管であって、その内周面にNiめっきが施されていることを特徴とする。
(もっと読む)
パラジウム含有メッキ液およびその使用
【課題】パラジウム含有電気メッキ液および多孔性金属支持体上のパラジウムもしくはパラジウム合金皮膜を提供するための方法が提供される。
【解決手段】パラジウム含有電気メッキ液が、約2g/Lないし約200g/Lの硫酸パラジウム中のパラジウム、約10g/Lないし約200g/Lの反応性導電性塩、約10g/Lないし約150g/Lの錯化剤、および、電気メッキ液に約9ないし約12のpHをもたらすのに十分な緩衝剤、を含むことを特徴とする。
(もっと読む)
ニッケル電気めっき膜およびその製法
【課題】伸び率が8%以上と高いニッケル電気めっき膜およびその製法を提供する。
【解決手段】めっき浴における硫酸ニッケル(六水和物)と塩化ニッケル(六水和物)との混合比〔硫酸ニッケル(六水和物)/塩化ニッケル(六水和物)〕をg/L基準で250/50〜190/110の範囲内に設定することにより、形成されるニッケル電気めっき膜を、ビッカース硬さが210以下、平均結晶粒径が2.5μm以上、X線回折により求められる(111)面1のピーク強度〔A〕と(200)面2のピーク強度〔B〕の比〔A/B〕が3以上、伸び率が8%以上のニッケル電気めっき膜にする。
(もっと読む)
1 - 20 / 45
[ Back to top ]