
Fターム[4K031AB02]の内容
溶射又は鋳込みによる被覆 (8,522) | 溶射被膜 (1,526) | 層の数 (730) | 単一層 (414)
Fターム[4K031AB02]に分類される特許
161 - 180 / 414
基材の表面層形成方法
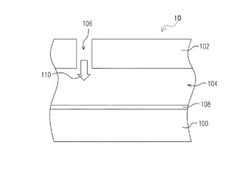
【課題】基材の表面層形成方法を提供することを目的とする。
【解決手段】基材の表面層形成方法は、穴を有するモールド10を提供する工程と、少なくともモールド10の穴104内の一部に表面層108を形成する工程と、基材をモールドする工程とを備えるものである。このうち表面層108は、例えば、金属材料又はセラミックス材料を含む。モールド10は、例えば、上モールド102、下モールド100、及び少なくとも一つの開口106を含む。
(もっと読む)
シール構造

【課題】厚いアブレーダブル皮膜を得られ、それによりシール性能を向上させ得るシール構造を提供する。
【解決手段】回転軸3の周面からリング状に突出し、軸線方向Lに沿って少なくとも1個設けられたフィン5と、フィン5に対向する環状のシール面19を有し、シール面19にアブレーダブル材を溶射したアブレーダブル層25が形成されているシール部材9と、を備えるシール構造1であって、シール面19の軸線方向L端部に半径方向Kに傾斜したテーパ部21が備えられていることを特徴とする。
(もっと読む)
セラミックス溶射部材及びその製造方法ならびにセラミックス溶射部材用研磨メディア
【解決手段】基材表面にセラミックス溶射膜が形成され、かつこの溶射膜表面のスプラットが除去されてなることを特徴とするセラミックス溶射部材。
【効果】本発明は、耐プラズマ性を高めるために溶射した部材からのウエハへのパーティクル汚染レベルを低減するとともに半導体製造等のハロゲンプラズマを使ったプロセスでの安定した生産を可能にする。
(もっと読む)
鋳包み用鋳鉄部材並びにその製造方法及び鋳包み用シリンダライナ
【課題】鋳鉄製の内燃機関のシリンダライナ等を、アルミニウム合金等で鋳包む際の、相互の界面での密着性をより安定させ、且つ、従来と比してより製造コストの低い製品の提供を目的とする。
【解決手段】上記課題を達成するため、粗化した外周壁面を備える円筒形状の鋳包み用鋳鉄部材であって、当該外周壁面は、周方向に高速回転する円筒形状の鋳鉄部材の当該外周壁面に、溶融金属の溶滴を衝突させ瞬間凝固した溶滴スプラッシュを付着させて形成した複数の突起部で粗化した溶射被膜を備えることを特徴とする鋳包み用の鋳鉄部材を採用する。そして、その前記突起部は、針状、海綿形状、板状形状の溶滴スプラッシュ形状を含んで構成されたものである。
(もっと読む)
溶融金属めっき用浴中ロール
【課題】長期間の使用においてもロール表面へドロスが付着せず、鋼板品質を維持することができる溶融金属めっきライン、特に溶融亜鉛めっきラインにて使用する浴中ロールを提供する。
【解決手段】ロール母材表面に連続する凹凸を設けた溶融金属めっき用浴中ロールにおいて、前記凹凸のピッチPが1mm以上10mm以下、かつ前記凹凸の底部の深さtがピッチPの1/2以下で0.2mm以上5mm以下、断面視で頂部の曲率半径Rが0.1mm以上、底部の曲率半径R’が下式(a)を満たし、かつ前記頂部の曲線部と前記底部の曲線部とを接続する隣り合う直線部のなす角度θが90°以上であることを特徴とする溶融金属めっき用浴中ロール。
1.5R≦R’≦P2/(8t)−R+t/2 (a)
(もっと読む)
セラミックス溶射皮膜とその製造法
【課題】セラミックス粉末を使用して溶射によりセラミックス皮膜を製造する場合、プラズマ溶射を用いた場合は、フレーム温度が15000℃から30000℃にもなる。また従来のフレーム溶射はフレーム温度が2200℃から3400℃になり粉末が容易に溶融し、また昇華、分解することにより、溶射粉末と異なる変態した皮膜、組成が変わる皮膜となる。低温で溶射することにより要求を満足する機能性を有する優れた皮膜を得る安価な方法を提供する。
【解決手段】 従来のフレーム溶射と異なり、ガンの燃焼室の後に、溶射粉末と燃焼ガスを供給ノズルから
フレームの軸に向けて燃焼ガスとスラリー状溶射微粉末を噴射し、燃焼室に導入の酸素量と供給ノズルから導入する燃焼ガスとの容量を調整してフレーム中に存在するセラミックス微粉末の温度を制御し、また燃焼生成ガスにより加速して、要求機能特性と密着性を有する皮膜を形成したことを特徴とする。
(もっと読む)
酸化ガドニウム溶射皮膜とその製造法
【課題】酸化ガドニウム粉末とアナターゼ型チタニア粉末を使用して溶射によりセラミックス皮膜を製造する場合、プラズマ溶射を用いた場合は、フレーム温度が15000℃から30000℃にもなる。また従来のフレーム溶射はフレーム温度が2200℃から3400℃になり粉末が容易に溶融し、また昇華、分解することにより、溶射粉末と異なる変態した皮膜、組成が変わる皮膜となる。低温で溶射することにより要求を満足する蛍光性と光触媒によう洗浄性を有する優れた溶射皮膜を得る安価な方法を提供する。
【解決手段】 従来のフレーム溶射と異なり、ガンの燃焼室の後に、溶射粉末と燃焼ガスを供給ノズルからフレームの軸に向けて燃焼ガスとスラリー状溶射微粉末を噴射し、燃焼室に導入の酸素量と供給ノズルから導入する燃焼ガスとの容量を調整してフレーム中に存在するセラミックス微粉末の温度を制御し、また燃焼生成ガスにより加速して、要求蛍光性と高温での密着性、および光触媒による洗浄性を有する溶射皮膜を形成したことを特徴とする。
(もっと読む)
連続鋳造用鋳型
【課題】鋳型本体の内側表面に、優れた耐食性、耐溶着性、及び耐摩耗性を有する溶射皮膜が形成された連続鋳造用鋳型を提供する。
【解決手段】鋳型本体10の内側表面に溶射皮膜11が形成された連続鋳造用鋳型において、溶射皮膜11を形成する微粉末Aは、W:15質量%以上30質量%以下、B:2質量%以上4質量%以下、Si:2.5質量%以上4.5質量%以下、Cr:0又は0を超え8質量%以下、熱伝導率の低下防止材:0又は0を超え10質量%以下、及び残部NiからなるW系自溶性合金の金属マトリックスを含む。
(もっと読む)
遮熱コーティング系の施工方法
基材の被覆方法は、14〜20重量%のCr、5〜8重量%のAl、8〜12重量%のCo、3〜7重量%のTa、0.1〜0.6重量%のHf、0.1〜0.5重量%のY、約1重量%以下のSi、0.005〜0.020重量%のZr、0.04〜0.08重量%のC、0.01〜0.02重量%のBを含み、残部はニッケル(Ni)及び不可避不純物である、レニウムを実質的に含まないボンドコート組成物の内側ボンドコート層を、基材上に堆積させる工程と、内側ボンドコート層を覆うアルミニウム含有層を形成する工程と、適宜、アルミニウム含有層を覆う遮熱コーティング組成物を堆積させる工程とを含む。 (もっと読む)
黒色酸化イットリウム溶射皮膜の形成方法および黒色酸化イットリウム溶射皮膜被覆部材
【課題】白色のY2O3溶射粉末材料を用いて、黒色の酸化イットリウム溶射皮膜を形成するための技術を提案する。
【解決手段】白色の溶射用Y2O3粉末材料を用い、プラズマ・ジェット発生用作動ガスとして、Ar、Heなどの不活性ガス中に水素ガスを添加した混合ガスによるプラズマ溶射法によって、プラズマ熱源中に含まれる原子状の水素が有する強い還元作用で、Y2O3粉末の酸素の一部が消失したY2O3−xの黒色粒子に変化させて、基材表面に、黒色酸化イットリウム溶射皮膜を形成する。
(もっと読む)
圧縮機用耐食性保護被覆
耐食性および耐摩耗性の多層被覆は、海上環境における圧縮機の作動を保護する。被覆は、熱溶射されたサーメット層と、有機物を主成分とするシーラント層とを含む。  (もっと読む)
(もっと読む)
ガラス管製造装置
【課題】溶融ガラスからの揮発性成分が耐火物と反応して形成される高粘性の異質ガラスが、成形スリーブに巻き付けた溶融ガラス上に滴下することを防ぐ。
【解決手段】本発明のガラス管製造装置は、マッフル天井12の内壁面12aを白金または白金合金からなる被覆材13で被覆し、溶融ガラスG1からの揮発性成分がマッフル天井12の耐火物と直接接触しないので、揮発性成分がマッフル天井12の耐火物と反応することがなくなり、成形スリーブ11に巻き付けた溶融ガラスG1上に異質ガラスの滴下が無くなる。溶融ガラスG1からの揮発性成分は被覆材13の表面に付着しても反応はせず、粘度の低い融液状なので、マッフル天井12内壁面12aの下り勾配に沿って被覆材13表面をマッフルの側方部14、15に向かって流れ落ちる。
(もっと読む)
超電導高周波加速空洞の製造方法および超電導高周波加速空洞
【課題】溶接によるビード線がない超電導高周波加速空洞を手間や時間を要することなく低コストで製造する。
【解決手段】本発明に係る超電導高周波加速空洞の製造方法は、荷電粒子ビーム軸に沿い、両端側のビームポート33a,33aに連接するアイリス部30a,30aと中間を赤道部31a,31bとで構成する、高周波加速に適用される加速空洞胴体32を、超電導材料によって製造する超電導高周波加速空洞の製造方法において、前記超電導材料にバルジ加工を行って前記加速空洞胴体32を得る第1工程と、第1工程によって得た前記加速空洞胴体32の表面外側に良熱伝導材を被着させる第2工程とを備える製造方法である。
(もっと読む)
光触媒機能皮膜の形成方法
【課題】大気中かつ常温で簡単に施工でき、大面積で複雑形状の基材表面にも耐久性のある皮膜を形成可能で、しかも光触媒機能を十分に発揮可能な光触媒機能皮膜の形成方法を提供する。
【解決手段】原料粉であるアナターゼ型の二酸化チタンの粒子11がルチル型に変態するのを制御しながら、低温度の溶射フレーム29を用いて、基材12上に二酸化チタンの粒子11の高速溶射を行い、前記二酸化チタンの粒子のアナターゼ型を維持しながら積層する光触媒機能皮膜の形成方法において、原料粉であるアナターゼ型の二酸化チタンの粒子を、水及び有機系溶液のいずれか一方又は双方中に混入し、この混合液を溶射フレーム29の投入前に霧化して、この霧状粒子を溶射する。
(もっと読む)
摺動部材ならびに摺動部材の製造方法
【課題】基材から表面層が剥離するおそれを少なくすることのできる摺動部材および摺動部材の製造方法の提供。
【解決手段】摺動部材は、基材と、非多孔質な表面層と、樹脂層とを備えている。表面層は、基材の表面に金属粉末を溶射することによって、凹凸状に形成されている。樹脂層は、表面層を被覆している。
(もっと読む)
プラズマ処理容器内部材及びその製造方法
【課題】 本発明は、大気プラズマ溶射法で、気孔率が5%未満のY2O3の溶射膜を備えたプラズマ処理容器内部材と、その製造方法を提供する。
【解決手段】 本発明のプラズマ処理容器内部材の製造方法は、複数組のアノード101とカソード102を溶射方向に延びる中心軸aの周囲に配置し、各アノード101とカソード102間に発生するプラズマ流を収束器110で合流させて前記中心軸上の先端に開口する1のノズル120から大気中に放射するプラズマ溶射装置100を用い、該プラズマ溶射装置100の前記中心軸a上で粉末投入パイプ115からY2O3の粉末状素材を供給する。複数のアノードとカソードにより高温のプラズマを生成し、中心軸後方からY2O3の粉末状素材を供給するため、高温で低粘性の溶融粒子となり、基材の表面に気孔率5%未満の溶射皮膜を形成することができる。
(もっと読む)
溶射用マスキング治具
【課題】溶射中に開口部内面に堆積する溶射粒子や溶射皮膜の一部が脱落することを効果的に防止でき、かつ溶射後に開口部内面に堆積した溶射皮膜を容易に剥離することのできる溶射用マスキング治具を提供する。
【解決手段】溶射用マスキング治具10は、シリンダブロック(被溶射部材)20のシリンダボア(孔部)21の内壁面21aに金属溶射する際に、端面20aを覆うように配設され、シリンダボア21に対応する開口部11を有する。開口部11の内面11aが、鋼材よりも金属溶射の溶射材料が付着し難い難付着材料よりなり、かつ、凹凸形状とされている。溶射用マスキング治具10自体の材質を難付着材料(カーボン、真鍮、PTFE等)としたり、あるいは難付着材料(DLC等)よりなる処理膜を開口部11の内面11aに形成したりすることができる。
(もっと読む)
ウエハ
【解決手段】基板の最表層に希土類酸化物溶射膜を有することを特徴とするウエハの提供。
【効果】プラズマエッチング装置、プラズマ成膜装置のクリーニング、安定化時に半導体ウエハの減肉を防ぐことができ、膜硬度が高いため、ダミーウエハとして用いた場合、その寿命を向上させることができるウエハ。
(もっと読む)
機能性セラミックスの製造方法、及び該方法で製造された機能性セラミックス
【課題】第3元素を平衡状態では不可能なほど大量にドープすることにより性能を向上させたセラミックス系電気・電子材料の膜又はバルク体を十分に速い速度で製造できる方法を提供する。
【解決手段】溶射法を用いた急冷凝固により第3元素を強制固溶させる方法により、従来技術では第2相の析出により不可能とされていた多量の第3元素をドープした機能性セラミックス材料の膜およびバルク体を、十分に速い速度で形成することができ、得られる機能性セラミックスは、第3元素の大量ドープによる導電率の向上や熱伝導率の低減が容易に達成できる。
(もっと読む)
溶射皮膜形成方法及び溶射皮膜形成装置
【課題】作業時間及び使用する溶射用材料の増加を抑制しつつ、円形の穴の軸方向端部の膜厚を他の部位と同等とする。
【解決手段】溶射ガン5をシリンダボア3に対し回転させつつ軸方向に移動させた状態で、ボア内面3aに溶射皮膜7を形成する。その際、吸引装置49によりシリンダボア3内の空気を吸引してシリンダボア3内に空気を流し、溶射皮膜7への異物の巻き込みを防止する。シリンダボア3内での空気流速は、吸引側の軸方向端部の所定領域Aで速くなる傾向にあり、この速い流速やボア形状などの影響により溶射皮膜7が薄くなりがちな所定領域Aでの溶射用材料であるワイヤ11の溶射ガン5への供給速度を、他の部位より速くする。これにより、所定領域Aでの溶射皮膜7の膜厚を厚くして全体の膜厚を均一化する。
(もっと読む)
161 - 180 / 414
[ Back to top ]