
Fターム[4L036AA01]の内容
糸、糸又はロープの機械的な仕上げ (18,618) | 装置等 (291) | 装置、部品 (289)
Fターム[4L036AA01]に分類される特許
201 - 220 / 289
染色安定性及び分繊性に優れた分繊用ポリエステルマルチフィラメントの製造方法
【課題】 直接紡糸延伸法により染色安定性(均染性)及び分繊性に優れた分繊用ポリエステルマルチフィラメントを製造する方法を提供する。
【解決手段】 直接紡糸延伸法により分繊用ポリエステルマルチフィラメントを製造するに当たり、紡糸引き取りローラーを加熱ローラーとなし、かつ該ローラーを加熱・保温機能を有するボックスで囲い、当該ボックスの中の雰囲気温度を50℃以上100℃未満にコントロールした状態で紡出糸を加熱し、そのまま前記紡糸引取ローラーと延伸ローラーとの間で延伸し、熱セットした後に巻き取ることにより、目的とする分繊用ポリエステルマルチフィラメントを製造する。
(もっと読む)
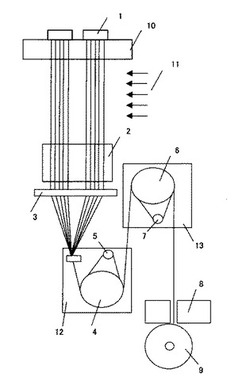
糸状部材の供給装置及び開繊装置

【課題】 繊維束を含む糸状部材を電気的センサーを用いることなく一定の張力を与えて送り出す糸状部材の供給装置を提供することにある。
【解決手段】 繊維束2の走行方向に揺動自在に軸支されたアーム9を設け、このアーム9の揺動で、繊維束2を挟持する一対の回転ローラ7とベルト18(摩擦駆動面)の圧接力を変化させて、繊維束2の撓みが小さいときは圧接力を強くし、この反対に撓みが大きいときは圧接力を小さくして、繊維束を一定の張力で走行させる。
(もっと読む)
スタッファーボックスけん縮機およびけん縮方法
本発明は、スタッファーボックスけん縮機およびけん縮方法に関するものであり、本発明のスタッファーボックスけん縮機は、1対のはさみローラー、前記1対のはさみローラーの出口端部に隣接している1対のドクターブレード、前記1対のドクターブレードに隣接するスタッファーボックス通路を有するスタッファーボックスであって、前記スタッファーボックス通路は少なくとも60ロックウェルC−スケール(Rc)硬度を有する硬い材料からなる表面を有するスタッファーボックス、および前記通路内に位置するフラッパーを含む。 (もっと読む)
ポリトリメチレンテレフタレート系特殊捲縮糸およびその製造方法
【課題】繊維の断面変形やダメージを小さくし、織物または編物において、フカツキがなく、ソフト性と高い伸縮性、さらに高品位の表面特性などの効果を発揮する特殊捲縮糸を提供する。
【解決手段】2種類のポリエステル成分がサイド−バイ−サイド型、または偏心鞘芯型に貼り合わされた単糸群からなる複合繊維を含む特殊捲縮糸であって、単糸を構成する少なくとも一方の成分がポリトリメチレンテレフタレートを主体としたポリエステル成分(A)であり、下記(1)〜(4)の特性を満足する捲縮糸であることを特徴とする特殊捲縮糸。(1)伸度が20%以上50%以下、(2)伸縮復元率(CR)が20%以上80%以下、(3)捲縮発現伸長率(TR)が20%以上80%以下、(4)捲縮糸の単糸の断面変形度の変化率が0%以上10%以下
(もっと読む)
撚り止め装置
本発明は、糸をガイドするための撚り止め装置であって、撚り止めローラ(1)と軸(2)とを有しており、該軸(2)が撚り止めローラ(1)に対して相対回動不能に結合された保持端部(2.1)と、軸受するための軸受端部(2.2)とを有している。撚り止めローラは、ジグザグ状の糸走行ガイド(19)を形成するための、軸方向に重なり合う複数のウエブ(4)を備えた2つのセラミックディスク(3.1,3.2)によって形成されている形式のものに関する。一方では、撚り止めローラの軸受部の高い耐用年数を保証し、他方では摩耗部分のための一般的な交換可能性を保証するために、本発明によれば、軸の軸受端部が軸受ブシュ(5)内に回転可能に軸受けされていて、組み付けられた軸を有する軸受ブシュ(5)と撚り止めローラとが、1つの構造ユニットとしてローラ支持体(7)に解除可能に結合されている。  (もっと読む)
(もっと読む)
形状保持体およびその製造方法
【課題】 結束材のみならず、被服材料や手芸材料としても広く利用でき、被服などにおいては見栄えが悪くなるというような悪影響を与えたりせずに使用できるような形状保持体を提供する。
【解決手段】 芯材11と鞘糸とからなる形状保持体1であり、芯材11は線状またはテープ状の塑性変形性プラスチック材料からなり、鞘糸は内側被覆糸12と外側被覆糸13とからなり、内側被覆糸12および外側被覆糸13が捲縮嵩高加工糸であり、それぞれ1500T/m以上の撚数で芯材11に巻付けられて、芯材11を被覆していることを特徴とする。
(もっと読む)
均一染色性に優れた分割型複合繊維およびその製造方法
【課題】 従来技術では成し得なかった均一染色性に優れた分割型複合繊維およびその製造方法を提供する。更に詳しくは、ソフト性、易分割性、低温染色性に優れ、天然繊維との複合加工が可能な分割型複合繊維および、該複合繊維の製造に際して、糸切れが少なく工程的に安定した製糸性が得られる製造方法を提供する。
【解決手段】 ポリ乳酸を主成分とするポリエステルAと、ポリトリメチレンテレフタレートを主成分とするポリエステルBとからなる分割型複合繊維であって、以下の(A)〜(C)の要件を満足することを特徴とする分割型複合繊維。
(A)ポリエステルA:ポリエステルBの複合重量比が15:85〜80:20
(B)複合繊維の長手繊度変動率が5%以下
(C)複合繊維の長手湿熱収縮変動率が5%以下
(もっと読む)
製糸ローラ及びその製造方法
【課題】製糸ローラ上に複合セラミックスからなる高硬度な、耐摩耗性に優れた均一厚さの皮膜を形成する。
【解決手段】無水クロム酸水溶液に少なくともSiO2からなる微粒子を加えて調整したスラリーを製糸ローラの接糸面に塗布した後、これを500〜600℃に加熱して複合セラミックス(酸化珪素−酸化クロム、又は酸化珪素−酸化アルミニウム−酸化クロム)からなる多孔質皮膜を形成する第1処理に引き続いて、無水クロム酸水溶液を含浸又はスプレーした後に500〜600℃に加熱する第2処理を繰返し行うことによって酸化クロムを析出させ、更に、第3処理として第2処理の途中と最後において製糸ローラの接糸面に対して表面研磨仕上げを施すことを特徴とする製糸ローラとその製造方法。
(もっと読む)
コアヤーン製造装置
【課題】芯繊維を弾性糸とするコアヤーンを製造するコアヤーン製造装置において、糸入れの成功率を向上させる。
【解決手段】四線式のドラフト装置100と、弾性糸供給装置200と、ドラフト装置100への弾性糸3の突入位置Pを定めるガイドパイプ10と、ガイドパイプ10内より突入位置Pに向けて弾性糸3を飛ばすエアーサッカー6と、を備える、コアヤーン製造装置1であって、ガイドパイプ10の出口10aの形状を、鞘繊維2の送出方向Dsで長手となる楕円形状とした。
(もっと読む)
コアヤーン製造装置
【課題】CSY製造装置とCFY製造装置とが、それぞれ専用装置となっており、汎用性が損なわれるものとなっている。
【解決手段】コアヤーンの鞘繊維9をドラフトするドラフト装置100と、コアヤーンの芯繊維を供給する芯繊維供給装置1と、を備える、コアヤーン製造装置であって、芯繊維供給装置1は、ドラフト装置100の上方位置で、芯繊維供給装置1における芯繊維の送出経路が、機台正面側に対して前低後高となるように構成されると共に、芯繊維供給装置1のベースフレーム10の後上部には、CSY用パッケージ3を支持し弾性糸4を巻き出すCSY用巻出し装置2と、芯繊維供給装置1の後方に配置されるCFY用パッケージ13から引き出されるフィラメントヤーン14を案内するCFY用糸ガイド12と、が備えられる。
(もっと読む)
ポリエステル繊維の製造方法
【課題】高強度のポリエステル繊維の製造方法、あるいは、1種類のポリマーで嵩高性に優れ、力学特性に優れたポリエステル混繊糸の製造方法を提供すること。
【解決手段】ポリエステルを紡糸口金より吐出し紡糸するに際して、紡出糸条を、雰囲気温度が(ポリエステルの融点−100℃)〜300℃である加熱装置を通過させた後、雰囲気温度が0〜50℃である冷却装置を通過させて高強度のポリエステル繊維を得る、さらには、このポリエステル繊維を紡糸混繊糸の1成分として用いて、ポリエステル繊維からなる紡糸混繊糸を得る。
(もっと読む)
芯繊維供給装置
【課題】従来のコアヤーン製造装置に備える芯繊維の供給装置においては、芯繊維の供給に係る各種機構(モジュール)が、芯繊維供給装置のベースフレームに直接取り付けられる構成であり、各種機構の着脱や交換が意図されていなかった。
【解決手段】芯繊維供給装置1は、芯繊維の供給に係る各モジュール(CSY用送出し装置2、CSY用パッケージ3、ヤーンフィーラー5、CSY用エアーサッカー6、クランプカッター7、ノズルパイプ8、テンサー11、CFY用糸ガイド12、CFY用エアーサッカー16)と、前記各モジュールが取り付けられるベースフレーム10と、を備え、前記各モジュールは、それぞれ個別のユニットとして、前記ベースフレームに取付自在に構成される。
(もっと読む)
クランプカッター
【課題】芯繊維供給装置のクランプカッターにおいて、カッターとクランプの駆動タイミングの精度調整が困難だった。
【解決手段】支持フレーム71と、第一移動体73および第二移動体74と、第二移動体を進退移動させるエアシリンダ78と、第一移動体73を付勢する圧縮スプリング77と、第二移動体74に固定される可動刃74cと、第一移動体73および第二移動体74の前記送出経路の下流側に配置され支持フレーム71に固定される固定刃75と、を備え、第一移動体73の突出部73cおよび第二移動体74に形成されるクランプ面74cにより芯繊維を挟み込むクランプを構成し、可動刃74cおよび固定刃75により前記芯繊維を切断するカッターを構成すると共に、第二移動体74が従動用付勢手段の付勢力に逆らって第一移動体73を押し込む位置にあるとき、可動刃74cと固定刃75とが閉じられる。
(もっと読む)
ポリエチレンナフタレート繊維の製造方法
【課題】高強度のポリエチレンナフタレート繊維を安定して紡糸、延伸できる製造方法を提供すること。
【解決手段】ポリエチレンナフタレートを主成分とする高分子を溶融紡糸して得た繊維を、表面平均温度が170〜190℃であって、該表面の温度の最大偏差が7℃以下である予熱ローラーにて1.50〜2.50秒間予熱した後に、延伸することを特徴とする。さらには延伸する工程が多段延伸であり、1段目の延伸倍率が4.5〜6.0倍であること、紡糸速度が450〜1200m/分であること、巻取速度が2500m/分以上であることや、延伸後の繊維の単糸繊度が4.0〜8.0dtexであり、総繊度が560〜2200dtexであることが好ましい。また、使用する予熱ローラーが熱媒封入式ジャケットローラーであることや、予熱ローラーの直径が150〜250mmであることが好ましい。
(もっと読む)
合成繊維製造用糸道規制部材およびその製造方法ならびに合成繊維の製造方法
【課題】 従来の糸道規制部材に比べて糸−糸道規制部材間の低摩擦性、さらに長期間の耐摩耗性が一層向上し、かつ表面の微細突起が殆どない糸道規制部材を提供すること、さらに該糸道規制部材を用いて、長期的に毛羽、糸切れの少ない安定した合成繊維の製造方法を提供すること。
【解決する手段】金属製の母材の表面に炭化クロム合金(Cr23C6)を含有したクロム化合物を電気めっきしたクロムめっき層を被覆形成した糸道規制部材であって、該クロムめっき層表面に存在する最長軸の一辺が5μm以上の微細突起物が、糸道規制部材の少なくとも糸条走行範囲内の表面1センチ四方当たり、1個以下であることを特徴とする合成繊維製造用糸道規制部材であり、該糸道規制部材を用いた合成繊維の製造方法。
(もっと読む)
ヤーン、特に合成多ストランドヤーンの機械的処理方法及び装置、並び該方法で製造されたヤーン
天然綿の触感特性と同様な触感特性をもつヤーンを製造するために、連続した多ストランド合成ヤーン(F)は特に空気紡織処理で製造される。ヤーンは研摩処理又は他の機械的処理によって、連続したストランドの何本かを破断してヤーンの本体から突起する短繊維を作ることによって処理される。 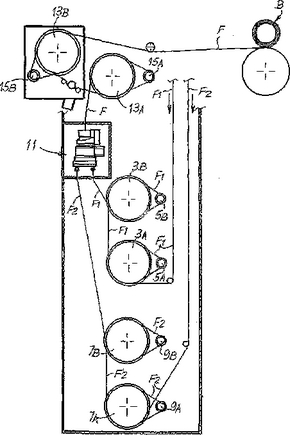 (もっと読む)
(もっと読む)
繊維機械
【課題】
自動玉揚装置を有する巻取装置を備えた繊維機械において、コンパクトで且つ保守・管理の容易な構成を提供する。
【解決手段】
巻取時に糸を綾振るトラバース装置6と、クレードル40を回動させるクレードルリフティング部7と、満巻パッケージ3bの取り出しのための一対の取出し用凹部8と、が巻取管3の巻取時における回転中心3cよりも作業用通路120側に配置されている。満巻パッケージ3bをその巻取位置から一対の取出し用凹部8へと転動させる一対の転がり案内面9がクレードル40を構成する一対のクレードルアーム4の対向する面に設けられている。
(もっと読む)
合成繊維の紡糸直接延伸装置および方法
【課題】延伸ロール表面の付着物堆積を抑制し、糸切れや毛羽の発生を解消することで、
稼働率の向上が可能でかつ生産効率を改善した合成繊維の製造方法を提供する。
【解決手段】溶融紡糸した合成繊維糸条を未延伸糸引取りロール2を介して複数段の延伸ロール3、9〜11に導き、該延伸ロールで多段に延伸、熱処理し、連続して巻き取る合成繊維の紡糸直接延伸装置において、第1延伸ロール3の前に、円錐状に旋回するセパレーターロール1を設け、延伸ロール上の糸条を延伸ロール回転軸方向にトラバースさせることを特徴とする合成繊維の紡糸直接延伸方法。
(もっと読む)
コード処理機のオーブン装置
【課題】 伝動ベルト用心線であるコードを接着処理液に浸漬した後に乾燥処理するオーブン装置において、コンパクトで熱効率の良い構成を提供する。
【解決手段】 オーブン本体11は細長い形状とされ、その長手方向一端側及び他端側には、熱風を滞留させる入気側チャンバー12及び排気側チャンバー13をそれぞれ備える。また、未加熱処理のコード2を前記オーブン本体11内に入れて、リターンロール23・24により折り返させながら本体11の長手方向に沿って走行させ、その後、装置外へ排出させるコード走行部14と、を備える。前記入気側チャンバー12に上側から供給されて滞留した熱風(白抜き矢印)は、その流れ方向を変えて本体11の長手方向に沿って流れ、前記本体11内を走行する前記コード2と平行に流動した後、前記排気側チャンバー13に滞留させ、更に流れ方向を上向きに変えて排気側へ流れる。
(もっと読む)
星糸を製造するための方法及び交絡ノズル
本新発明は、糸処理通路を備えたエアノズルを用いて、撚目の規則正しい細い星糸を製造するための交絡ノズル及び方法に関する。糸処理通路と交差する方向から噴射空気を吹き込む。それによって、噴射空気は、撚目を作るための二重の渦を糸搬送方向と糸搬送方向の反対方向にそれぞれ一つずつ形成する。そのために、糸処理通路の流入領域の噴射空気が、糸道の長手方向に対して短い空気渦流化室内で二つの強い定常的な、繊維の束によって殆ど乱されない渦流に変換されることを提案する。最大で0.5mm又は糸道の幅(B)の5%〜22%の大きさで糸道の長手方向の壁面から張り出す形の小さい空気渦流化室にも関わらず、撚目の規則性を大幅に改善することができる。更に、噴射空気の圧力に応じて、堅い、或いは再び解ける緩い撚目を作ることが可能である。  (もっと読む)
(もっと読む)
201 - 220 / 289
[ Back to top ]