
国際特許分類[B05B12/00]の内容
処理操作;運輸 (1,245,546) | 霧化または噴霧一般;液体または他の流動性材料の表面への適用一般 (41,198) | 霧化装置;噴霧装置;ノズル (8,080) | 噴霧システムにおける放出制御手段の配置または特殊な適合 (354)
国際特許分類[B05B12/00]の下位に属する分類
放出時間制御または放出シーケンス制御のためのもの (38)
放出される液体または他の流動性材料,包囲媒体または標的の状態に応答するもの (102)
複数の液体または流動性材料の中から選んだ1つを単一の噴霧排出口に供給するためのもの (85)
国際特許分類[B05B12/00]に分類される特許
11 - 20 / 129
塗装装置用エジェクタおよび塗装装置
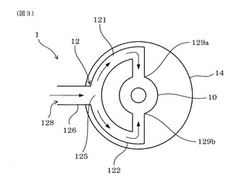
【課題】エジェクタ内部における塗料の付着、堆積を低減することが可能な塗装装置用エジェクタを提供する。
【解決手段】エジェクタ1は、吸引室10と、吸引室10内に第1流体としてのエアを噴射し負圧を発生させるノズル11と、カートリッジ方式の塗装装置5から吸引した第2流体としてのエアを吸引室10内に導く吸引流路12と、吸引室10内に流入した第1流体および第2流体を排気するディフューザ13とを有する。吸引流路12は、第1吸引流路121と第2吸引流路122とを有する。吸引室10の壁面には、第1吸引流路121に連通する第1吸引出口129a、第2吸引流路122に連通する第2吸引出口129b対向して配置されている。
(もっと読む)
塗装ロボット及び塗装システム

【課題】塗装ブースを小型化することが可能な塗装ロボット及び塗装システムを提供する。また、ケーブルを覆うケーブル保護部材を省略することが可能な塗装ロボット及び塗装システムを提供する。
【解決手段】 塗装ロボット50は、塗装ブース20の側壁22に固定される固定部62と、固定部62に対して旋回可能に設けられる旋回部64と、旋回部64に設けられるアーム66と、アーム66の先端部に設けられる塗装ガン68と、を備え、側壁22に固定される固定部62の固定面120に、ケーブル92a、92bを引き込むケーブル引込部112a、112bが設けられる。
(もっと読む)
ランダムオービタル器具によるロボット式表面前処理
【課題】ランダムオービタル器具によるロボット式表面前処理を提供すること。
【解決手段】装置が、任意の軌道運動でバッキングパッドを移動させる表面前処理器具と、器具に連結された第1のボールジョイントと、第1のボールジョイントに連結された第2のボールジョイントと、器具を表面に押し付けるために、第2のボールジョイントに連結されたロボットエンドエフェクタとを備える。
(もっと読む)
曲面塗装装置
【課題】曲率が一定でない曲面の塗装面に対しても均一な厚みの塗膜が得られる曲面塗装装置を提供する。
【解決手段】曲面塗装装置100は、高速で塗料の吐出と吐出停止が切り替え可能で、且つ塗料の吐出時間と吐出停止時間の制御可能なノズル2と、ノズル2が取り付けられ、該ノズル2の塗料吐出口を被塗物1の塗装面に対向するように該ノズルの移動可能なロボットアーム4と、ロボットアーム4を制御するロボットコントローラ5と、ノズル2の塗料吐出時間と吐出停止時間の制御可能なノズル駆動回路7と、ロボットコントローラ5及びノズル駆動回路7を制御する主制御装置6とを備え、主制御装置6は、被塗物1の表面を仮想の三次元マトリクス面によって多数の微小塗面12に分解し、各微小塗面に対してノズル2の塗料吐出口が対向するようにロボットコントローラ5を制御すると共に、ノズル2が対向する微小塗面12の面積に応じた塗料の量を吐出するようにノズル駆動回路7を制御する。これにより、曲面の塗装面に対する塗膜の厚みを均一にする。
(もっと読む)
静電塗装装置およびアース状態検査方法
【課題】アース状態を検査するための専用装置を用いずに、短時間でアース状態を検査することができる静電塗装装置およびアース状態検査方法を提供する。
【解決手段】被塗物2に塗料を噴霧する塗装ガン3と、該塗装ガン3を変位可能に支持するロボットアーム4と、塗装ガン3に印加する高電圧を発生させるとともに、塗装ガン3と被塗物2との間で生じる放電電流を検出することにより、発生させる高電圧を調整する高電圧発生装置9と、を備える静電塗装装置1であって、塗装ガン3により、被塗物2に向けて塗料を噴霧していない状態において、塗装ガン3から被塗物2に向けて電界を形成して、該被塗物2に電荷を帯電させるとともに、高電圧発生装置9により、該高電圧発生装置9により塗装ガン3に高電圧を印加していない状態において、被塗物2に帯電した電荷により、塗装ガン3と被塗物2との間で生じる放電電流を検出する。
(もっと読む)
スプレー塗装シミュレートシステム
【課題】塗料の噴射圧や広がりがそれぞれ異なる多様な塗料ノズルに対応したスプレー塗装をシミュレートすることができるスプレー塗装シミュレートシステムを提供すること。
【解決手段】3次元画像を表示するための3次元表示装置10と、3次元画像が表す被塗物を3次元に視認するために利用者に装着される3次元視認装置11と、3次元視認装置11の位置および姿勢から見た被塗物を表す3次元画像を表示させるように3次元表示装置10を制御する表示制御装置12と、被塗物を擬似的に塗装するための擬似塗装装置13とを備え、表示制御装置12は、塗料ノズルに対応する塗布パターンを格納しておき、擬似塗装装置13によって擬似的な塗装が行われている間、擬似的な塗装が行われている時間と、塗料ノズルに対応する塗布パターンと、擬似塗装装置13の位置および姿勢とに基づいて、塗装された被塗物を表すよう3次元画像を生成する。
(もっと読む)
静電塗装装置
【課題】塗装ガンとロボットアームに対して、簡易な構成の高電圧発生装置により、それぞれ異なる電圧で静電高電圧を印加することができる静電塗装装置を提供する。
【解決手段】高電圧発生装置9は、高電圧出力端子22g・22hを備える、電圧を昇圧するための電圧昇圧部22と、入力端子37aと、接地端子37cと、入力端子37aと接地端子37cを接続する抵抗体38と、該抵抗体38の入力端子37aと接地端子37cの中間位置に接点を形成する接点部39あるいは可動接点部48と、を備える抵抗部37と、を備え、高電圧出力端子22gを、塗装ガン3に接続し、高電圧出力端子22hを、抵抗部37の入力端子37aに接続するとともに、抵抗部37の出力端子37bあるいは可動接点部48を、ロボットアーム4に接続する。
(もっと読む)
塗装システム
【課題】本体と、該本体に対して揺動可能に連結された部材とを有する被塗装物に対して、効率よく塗装を施す。
【解決手段】塗装システムは、下流側の自動車車体14のボンネット22及びトランク26に対して塗装を施す第1塗装ロボット16a、16bと、ボンネット22及びトランク26を開閉するためのオープナーロボット18と、上流側の自動車車体14aの乗員室ドア24a〜24dに対して塗装を施す第2塗装ロボット16c、16dとを有する。第1塗装ロボット16a、16bによる自動車車体14のボンネット22の内側への塗装作業が終了した後、オープナーロボット18が自動車車体14のボンネット22を閉止する。この閉止の間、第1塗装ロボット16a、16bは、自動車車体14のBピラー40a、40bに対して塗装を施す。
(もっと読む)
塗装ガン、及び、その塗装ガンを用いた塗装方法
【課題】マスキング処理を不要化し得る塗装ガン及び塗装方法を提供する。
【解決手段】ガン先端部1aをガン基体部1bに対して回転軸芯Q周りでの駆動回転操作が可能な状態に連結し、被塗物に向けて塗料を噴出させる塗料ノズル2a〜2dを回転軸芯Qから偏心させた位置でガン先端部1aに取り付ける。そして、被塗物における塗装禁止部の周囲部位を塗装する際には、回転軸芯Qが塗装禁止部の中心に対して直交する位置にガン先端部1aを位置させ、かつ、その位置でガン先端部1aを回転軸芯Q周りで駆動回転させて塗料噴出状態にある塗料ノズル2a〜2dを回転軸芯Q周りで円弧状に回転移動させる。
(もっと読む)
ドライアイスブラスト式清掃装置
【課題】鉄道車両の台車などの大型の被清掃物であってもドライアイスブラスト式清掃によって清掃が可能且つ省スペース化が可能なドライアイスブラスト式清掃装置の提供。
【解決手段】液化炭酸ガスから粒子状のドライアイス(ショット材)を生成して噴射可能な噴射ノズル20を採用することで、ドライアイス状態ではなく液化炭酸ガスでの保管が可能である。また、ロボットアームの採用により、ドライアイスブラスト式清掃による被清掃物の清掃を自動化でき、更なる省スペース化、清掃員の安全性確保およびショット材消費量低減が可能となる。また、大型の被清掃物や複雑形状の被清掃物に対してドライアイスブラストをくまなく噴射できる。さらに、清掃に必要な粒子状のドライアイスの必要量に応じて可搬式の液化炭酸ガスボンベの数量を調節することで液化炭酸ガス貯蔵部30の液化炭酸ガス貯蔵量を調節でき、更なる省スペース化が可能となる。
(もっと読む)
11 - 20 / 129
[ Back to top ]