
国際特許分類[B21B37/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 金属圧延機またはそれで製造した製品に特に適用される制御装置または方法 (1,210)
国際特許分類[B21B37/00]の下位に属する分類
厚さ,幅,直径またはその他横断寸法の制御 (186)
帯材,薄板材または板材の圧延中の平坦度または形状の制御 (174)
ロールの速度または駆動モーター制御 (32)
張力制御;圧下力制御 (55)
伸び率制御 (10)
ロール圧下力制御;ロール間隙制御 (51)
帯材,薄板材または板材のためのキャンバーまたはステアリング制御,例.曲がりくねりを防ぐもの (19)
長さ制御 (2)
後端制御;前端制御 (11)
温度制御,例.ロールまたは製品の冷却または加熱によるもの (110)
管圧延の制御 (18)
国際特許分類[B21B37/00]に分類される特許
81 - 90 / 542
圧延方法
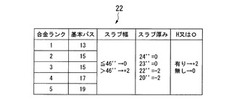
【課題】本発明は、スラブの材料強度とスラブ厚とスラブ幅の数値データを基にパス数と各パスの圧下量を規定できるので、容易かつ簡便に圧延時のパススケジュールの管理ができる技術の提供を目的とする。
【解決手段】本発明は、スラブを複数回の圧延のパスにより所望の板厚とする場合、スラブの材料強度とスラブ厚とスラブ幅の数値データを基に、予め設定しておいたデータテーブルの材料強度、スラブ厚、スラブ幅の値に合わせて総パス数を確定し、少なくとも最終回のパスを含めた品質確定用の指定パスを全てのパスのうち後半に規定し、全てのパスのうち、指定パスを除いた残りの管理パスについて、管理パスの全てのパスの圧下量の変化状態を以下の(1)式で示される2次関数に近似するように各パスの圧下量を調整することを特徴とする。y=Ax2+Bx+C…(1)(ただし、Aは−の任意数)
(もっと読む)
圧延装置の制御方法

【課題】被圧延材・作業ロールにスリップ及び傷を発生させず、ロール開放、閉め込みを行う。
【解決手段】圧延装置の制御方法は、走行中の被圧延材1を上下から圧下して圧延する上下の作業ロールRs1、Rs2と、上下の作業ロールRs1、Rs2のギャップを制御するロールギャップ制御装置51、52を有する1台以上の圧延機3を備える圧延装置Sの制御方法であって、制御装置60が、被圧延材1を停止することなく、上下の作業ロールRs1、Rs2が被圧延材1に加える荷重を減少させる第1工程と、被圧延材1が弾性変形状態に到達した状態で、荷重を一定の状態に保持する第2工程と、圧延機3入側及び出側の被圧延材1の少なくとも張力および板速度のうちの何れかが等しい状態で、ロールギャップ制御装置51、52を用いて、作業ロールRs1、Rs2の被圧延材1に対しての閉め込み状態からの被圧延材1に対しての開放を行う第3工程とを含む。
(もっと読む)
圧延機の圧延荷重測定値補正方法及びその補正値を用いた板厚制御方法
【課題】高圧延荷重までの測定圧延荷重データを用いて圧延荷重測定器の測定した圧延荷重を補正する方法と、補正された値を用いて板厚推定精度を高めた圧延機の板厚制御方法を提供する。
【解決手段】ロードセル等の圧延荷重測定器を有する圧延機を、ロール対ロール若しくはロール対ストリップで少なくとも2水準以上の締め込みを行い、ミルストレッチ量と圧延荷重の関係をそれぞれ測定し、該ミルストレッチ量からロール変形の寄与分を差し引くことでロール以外の寄与分を分離してロール変形以外の変形特性を求める。次にこれらの複数水準で測定したロール以外の変形特性が一致する補正条件を求め、圧延荷重測定値の補正を行う。
(もっと読む)
熱間圧延における仕上温度制御装置
【課題】精度良く応答性に優れた、熱間圧延における仕上温度制御装置を提供することを課題とする。
【解決手段】トラッキング手段と、該トラッキング手段と各種実績計測手段を用いて、セクション毎の実績結果を収集して保存する、実績収集手段と、仕上入側温度を予測する仕上入側温度予測手段と、スタンド間スプレーの水量を設定するフィードフォワード制御手段と、スタンド間スプレーの設定を再設定するダイナミック修正手段と、温度モデルの補正係数を求める学習処理手段と、補正係数を格納する学習格納手段とを具備する。
(もっと読む)
板状製品の取り合わせ方法及び取り合わせ装置
【課題】多くの時間を要することなく中間製品の幅方向に配列する複数種の板状製品の組み合わせパターンを決定すること。
【解決手段】演算部105が、原板コイルの幅寸法及び長さ寸法に関する原板コイルデータと原板コイルから切り出す板状製品の幅寸法及び長さ寸法に関する注文データとを用いて、原板コイルの幅寸法と板状製品の幅寸法の総計との差分値が許容値以下となる、原板コイルの幅方向に配列された板状製品の組み合わせパターンを作成し、作成された板状製品の組み合わせパターンを原板コイルから切り出すために必要な原板コイルの長手方向の長さを算出し、作成された板状製品の組み合わせパターンと算出された原板コイルの長手方向の長さとを表示出力する。
(もっと読む)
連続式冷間圧延機における圧延形状制御方法
【課題】連続式冷間圧延機によって厚さ0.3mm以下の薄物鋼帯を圧延するに際して、鋼帯先端部の形状不良(耳伸び)を的確に抑止することができる連続式冷間圧延機における圧延形状制御方法を提供する。
【解決手段】連続式冷間圧延機によって厚さ0.3mm以下の鋼帯を圧延する場合に、ワークロール31〜35を組替えた後、最終スタンドのワークロール35での圧延距離の増加に従って、最終スタンドのワークロールベンダー45のベンディング力を増加させる。
(もっと読む)
熱延スケジュール作成装置、熱延スケジュール作成方法、及びコンピュータプログラム
【課題】 熱延スケジュールを作成するに際し、スラブの装入順と抽出順とが異なることを前提として、スラブの装入順と抽出順との双方を決定できるようにする。
【解決手段】 抽出順で隣接する2つのスラブの並びに関する幅・厚み移行規制制約式と、加熱炉12内で近隣する複数のスラブの並び順に関する炉内温度移行規制制約式と、装入順と圧延順との関係を拘束する装入順・圧延順関係制約式とを満足するように、所定のスラブの並び順と、スラブの抽出順との差を小さくすることを目的とする幅移行目的関数と、同一の加熱炉120内で近隣に配置されたスラブに対する入熱量の差を小さくすることを目的とする炉内温度移行目的関数と、同一の山11で上下に隣接している2つのスラブの組であって、積順と装入順とが逆順となる2つのスラブの組の数を小さくすることを目的とする山繰り負荷目的関数と、を最小にする計算を行って、抽出順と装入順とを同時に最適化する。
(もっと読む)
圧延機のルーパ張力制御方法および制御装置
【課題】スライディングモード制御における状態変数の次数を増やすことなく定常偏差をなくし、現場でのパラメータ調整や制御性能の解析等を容易に行うことの出来る圧延機のルーパ張力制御方法を提供すること。
【解決手段】スライディングモード制御器22における、ルーパ角度偏差と、ルーパ角速度偏差と、圧延材張力偏差と、ルーパトルク偏差にルーパトルク外乱を加えた値との関係を表す第一の一次方程式、及びルーパ角度偏差と、ルーパ角速度偏差と、圧延材張力偏差と、ミル速度偏差にミル速度外乱を加えた値との関係を表す第二の一次方程式からなる連立一次方程式に、外乱オブザーバ20によって推定された状態変数やルーパ角度偏差等の各種の状態変数を代入して、その成立状態を評価し、その結果に基づいて、ルーパトルク制御指令値およびミル速度制御指令値を求め、ルーパ装置18やミル駆動モータ24を制御した。
(もっと読む)
圧延材の冷却制御方法、及びこの冷却制御方法が適用された連続圧延機
【課題】圧延材の冷却時における変態発熱量を正確に予測できるような変態発熱予測モデルや温度予測モデルを構築し、係る予測モデルを用いた圧延材の冷却制御方法を提供する。
【解決手段】発明に係る冷却制御方法は、冷却時に圧延材Wに生じる変態発熱量を、フェライト変態率を用いて予測する変態発熱予測モデルと、予測された変態発熱量を用いて板温度を予測する温度予測モデルと、を用意しておき、取得した中間温度実績値を用いてフェライト変態率を求め、求めたフェライト変態率を用いた変態発熱予測モデルで、中間温度実績値を取得した位置より下流側にて発生する変態発熱量を予測すると共に、予測した変態発熱量を用いた温度予測モデルにより巻き取り温度の予測値を求め、巻き取り温度の予測値と目標値との差が所定の値以下となるように冷却手段3を制御する。
(もっと読む)
圧延材の冷却制御方法、及びこの冷却制御方法が適用された連続圧延機
【課題】圧延材の冷却時における変態発熱量を正確に予測できるような変態発熱予測モデルや温度予測モデルを構築し、係る予測モデルを用いた圧延材の冷却制御方法を提供する。
【解決手段】本発明の冷却制御方法は、冷却手段3による冷却で圧延材Wに生じる変態発熱量Qを予測する変態発熱予測モデルと、この変態発熱予測モデルが予測する変態発熱量Qを用いて圧延材Wの温度を予測する温度予測モデルとを用意しておき、変態発熱予測モデル及び温度予測モデルに用いられる変態発熱速度パラメータq及び熱伝達率パラメータkの値をカテゴリー毎に設定しておき、冷却対象である圧延材Wが属するカテゴリーでの変態発熱速度パラメータ及び熱伝達率パラメータkの設定値を用いつつ、変態発熱予測モデル及と温度予測モデルとを使用して、圧延材Wの巻き取り温度の予測値を求め、巻き取り温度の予測値と目標値との差が所定の値以下となるように、冷却手段3を制御する。
(もっと読む)
81 - 90 / 542
[ Back to top ]