
国際特許分類[B21B37/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 金属圧延機またはそれで製造した製品に特に適用される制御装置または方法 (1,210)
国際特許分類[B21B37/00]の下位に属する分類
厚さ,幅,直径またはその他横断寸法の制御 (186)
帯材,薄板材または板材の圧延中の平坦度または形状の制御 (174)
ロールの速度または駆動モーター制御 (32)
張力制御;圧下力制御 (55)
伸び率制御 (10)
ロール圧下力制御;ロール間隙制御 (51)
帯材,薄板材または板材のためのキャンバーまたはステアリング制御,例.曲がりくねりを防ぐもの (19)
長さ制御 (2)
後端制御;前端制御 (11)
温度制御,例.ロールまたは製品の冷却または加熱によるもの (110)
管圧延の制御 (18)
国際特許分類[B21B37/00]に分類される特許
41 - 50 / 542
コイル間接合点のトラッキング精度の維持管理方法
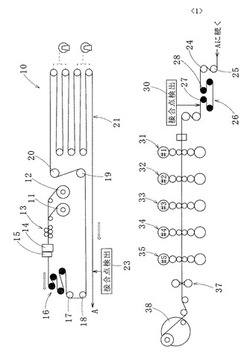
【課題】逐次メジャーリングロールの磨耗状況が監視でき、ロール交換の時期を正確に把握でき、突発的にラインを止めて補修を行うことなどがないコイル間接合点のトラッキング精度の維持管理方法を提供する。
【解決手段】先行するコイルと後行するコイルとの接合点が存在するマスキング領域を設定し、マスキング領域をコイルに当接して回転するメジャーリングロール27、28によって測定し、マスキング領域内にある接合点を検知手段23、30により検知して後続する鋼板処理設備に送るコイル間接合点のトラッキング精度の維持管理方法において、マスキング領域内の接合点の位置を検知して、メジャーリングロール27、28の交換時期を判定する。
(もっと読む)
鋼板の圧延制御方法、装置及びプログラム

【課題】次パスの圧下位置を求める式に含まれる学習項を効率的かつ精度良く求められるようにする。
【解決手段】当該パスのゲージメーター板厚Hgと実測板厚Hとを、所定の補正により冷間値又は熱間値に揃えた上で両者の差を求め、当該差に基づいて所定の演算式を用いて次パスの学習項を演算し、当該学習項を用いて次パスの圧下位置を求め、当該圧下位置に基づいて圧延する鋼板の圧延制御方法であって、前記所定の補正に用いられる係数が、鋼板の表面温度と板厚とから板厚温度分布、及び鋼種から変態開始温度をそれぞれ求め、板厚方向の部位毎に変態発生の可否を判断し、当該部位毎の熱膨張係数を求め、当該部位毎の熱膨張係数から板厚方向全体の熱膨張係数を求めたものである。
(もっと読む)
粗圧延機におけるホットバーの速度制御方法
【課題】圧延速度を低下させることなくテーブルローラの破損を防ぐことができるようにするための粗圧延機におけるホットバーの速度制御方法を提供する。
【解決手段】テーブルローラ2を構成する後面テーブル2aの各ロールのうち、圧延ロール1に最も近いNo.1ロールにホットバーが接触するときの接触速度は、該No.1ロールへの衝撃トルクが破断トルク未満となるように設定され、一点鎖線で示す従来法より低下させる。圧延ロール1への噛込速度はNo.1ロールへの接触速度と一致し、一点鎖線で示す従来法より増加する。ホットバーがNo.1ロールに達すると、破断トルク未満まで一気に加速させる。
(もっと読む)
間ピッチ制御方法、熱間圧延装置、および熱間圧延方法
【課題】被圧延材の加熱炉からの抽出タイミングが遅れた場合、該被圧延材を最適な間ピッチに近づけることのできる間ピッチ制御方法を提供する。
【解決手段】複数の加熱炉と、該加熱炉から抽出した被圧延材を搬送する搬送テーブルと、を備えた熱間圧延ラインで間ピッチを調整する方法であって、搬送テーブルは搬送速度が変更可能であり、熱間圧延ライン内で先行被圧延材の後端と後行被圧延材の先端とが衝突しないように予め間ピッチを時間又は距離で計画して被圧延材の加熱炉からの抽出時間を決定し、通常のときは、搬送テーブルが搬送可能な上限速度より低い設定速度で被圧延材を搬送する条件により抽出時間が決定され、被圧延材の抽出時間が決定された時間より遅れたときは、被圧延材を通常のときより速い速度で搬送テーブルを作動させて被圧延材を搬送することにより遅れを取り戻すものとする。
(もっと読む)
帯板の平坦度を制御する方法と、そのための制御システム
【課題】平坦度制御を行って帯板を圧延機で圧延する方法を提供すること。
【解決手段】圧延機は、アクチュエータで制御可能な複数のロールを備える。この方法は、帯板の平坦度に関する平坦度測定データを受信するステップ(S1)と、帯板の基準平坦度と平坦度測定データとの差として平坦度誤差を求めるステップ(S2)と、調整平坦度誤差を、平坦度誤差と、アクチュエータの配置の組み合わせに関する重みであって、閾値を下回る平坦度影響係数を与える重みとに基づいて求めるステップ(S3)と、制御ユニットの調整平坦度誤差を利用してアクチュエータを制御することにより、帯板の平坦度を制御するステップ(S4)とを含む。上記方法を実行するコンピュータプログラム製品及び制御システムが、更に本明細書において提示される。
(もっと読む)
プロセス制御の操作量プリセット方法
【課題】数式モデルによる予測と過去データとの類似性に応じた予測を切替えて使用する場合であっても、制御応答に急激な変化のない、安定した操作量設定を行うことができるプロセス制御の操作量プリセット方法を提供することを課題とする。
【解決手段】対象プロセスを表す数式モデルの入・出力値、および出力値と対象プロセスの実績値との誤差を収集するデータ収集ステップと、複数のデータを逐次蓄積するデータ蓄積ステップと、制御しようとする操業条件に対応した入力値と類似した入力値を有するデータを蓄積したデータ群から抽出したデータを用いて、前記数式モデルの出力誤差を予測する数式モデル誤差予測ステップと、前記数式モデルの出力誤差を加算あるいは乗算して、制御量の予測値とする制御量予測ステップと、前記制御量の予測値が所望の制御量と一致するように操作量を決定する操作量決定ステップとを有する。
(もっと読む)
金属板材の圧延機および圧延方法
【課題】上下作業ロールチョックの安定性と上下作業ロール間の開度を両立し、応答性が高く、圧延中の外乱に対しても板クラウン・形状制御範囲の大きい圧延機を提供する。
【解決手段】上下作業ロールにインクリースベンディング力を負荷する油圧シリンダーが、圧延機ハウジングの内側に突出したプロジェクトブロックに配備され、下作業ロール胴部に負荷される圧延方向力が、下クロスヘッドに配備された下プロジェクトブロックと下作業ロールチョックとの接触面によって支持され、上作業ロール胴部に負荷される圧延方向力が、前記プロジェクトブロックの上方に位置する圧延機ハウジングに配備された上クロスヘッドと上作業ロールチョックとの接触面によって支持され、上下作業ロールを、圧延する金属板材に対して平行な面内で相対的に交差させるペアクロス手段を配備する。
(もっと読む)
熱間圧延ラインにおける圧延材の上反り防止方法及び装置
【課題】材料の表面及び裏面が的確な温度差となるように加熱炉において加熱することができ、圧延機による圧延材の上反りを確実に防止することができる圧延材の上反り防止方法を提供する。
【解決手段】加熱炉1は、材料3の表面を加熱する上部ゾーン1gと、材料の裏面を加熱する下部ゾーン1hとを備えている。上部ゾーン及び前記下部ゾーンの各々は炉温・燃料流量制御装置20で加熱制御されている。炉温・燃料流量制御装置は、ゾーン1g,1h内の炉温を計測する温度センサ10の出力値に基づいてバーナ13に供給すべき燃料の流量を調整する炉温制御を行なうとともに、流量が、圧延材4の上反りが発生しやすい所定の流量閾値を超えたときに炉温制御を停止し、流量閾値より小さな一定の流量設定値となるように前記流量を調整する燃料流量制御を行なう。
(もっと読む)
制御装置及び制御方法
【課題】一方の測定器から他方の測定器へ切り替えられた場合においても、測定値を突然変化させることなく熱間圧延装置の制御を適切に継続する。
【解決手段】第1のプロセス値として測定するマルチゲージ123(第1の測定部)と、第2のプロセス値として測定する平坦度計127(第2の測定部)と、マルチゲージ123(第1の測定部)の異常を検出する異常検出部12と、プロセス情報を記憶するプロセス情報記憶部2と、第2のプロセス値を補正するための学習項Zを算出する学習項算出部13と、学習項Zを記憶する学習項記憶部3と、補正板幅値(補正プロセス値)を生成する補正部14と、異常が検出された時点以前における第1のプロセス値と、異常が検出された時点以降における補正板幅値(補正プロセス値)とを選択する選択部15と、選択されたプロセス値及び補正プロセス値に基づいて、圧延ラインの制御を行う機器制御部16とを備える。
(もっと読む)
冷間圧延機の板厚制御方法及び板厚制御装置
【課題】冷間連続圧延での走変時に、圧延機にトラブルが発生したり、圧延材が切れたりといった不都合が生じず、可及的速やかに、後行圧延材の板厚を所定のものにすることのできるロールギャップ量の制御方法及び制御装置を提供する。
【解決手段】本発明に係る走間板厚変更での板厚制御方法は、冷間圧延機での圧延であり且つ先行圧延材の後端部と後行圧延材の先端部の突き合わせ部が通過する際に実施される「走間板厚変更」の際に適用される板厚制御方法において、先行圧延材に対するロールギャップ量から後行圧延材に対するロールギャップ量へ変更する際の変更速度Vpを予め算出しておき、走間板厚変更においては、ロールギャップ量の変更速度をVp+αとしてロールギャップを変更し、実績圧延荷重を基にしたゲージメータ式から得られる出側板厚が目標板厚になった時点で、ロールギャップ量の変更操作を停止するものである。
(もっと読む)
41 - 50 / 542
[ Back to top ]