
国際特許分類[B21B37/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 金属圧延機またはそれで製造した製品に特に適用される制御装置または方法 (1,210)
国際特許分類[B21B37/00]の下位に属する分類
厚さ,幅,直径またはその他横断寸法の制御 (186)
帯材,薄板材または板材の圧延中の平坦度または形状の制御 (174)
ロールの速度または駆動モーター制御 (32)
張力制御;圧下力制御 (55)
伸び率制御 (10)
ロール圧下力制御;ロール間隙制御 (51)
帯材,薄板材または板材のためのキャンバーまたはステアリング制御,例.曲がりくねりを防ぐもの (19)
長さ制御 (2)
後端制御;前端制御 (11)
温度制御,例.ロールまたは製品の冷却または加熱によるもの (110)
管圧延の制御 (18)
国際特許分類[B21B37/00]に分類される特許
31 - 40 / 542
熱延鋼板の冷却方法
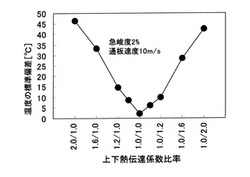
【課題】仕上圧延機で熱間圧延され、圧延方向に周期的に波高さが変動する波形状が形成された熱延鋼板を均一に冷却する。
【解決手段】予め、熱延鋼板の波形状の急峻度と熱延鋼板の通板速度を所定の値に揃えた条件下で求められた、熱延鋼板の上面側の上側冷却装置と熱延鋼板の下面側の下側冷却装置によって冷却される熱延鋼板の熱伝達特性に基づき、前記所定の冷却区間において、熱延鋼板の上面及び下面の平均熱伝達係数の比率である上下熱伝達係数比率を変更させ、その際に発生する熱延鋼板の圧延方向の温度の標準偏差と上下熱伝達係数比率との関係を線図で求め、さらに当該線図に基づいて温度の標準偏差が最小値となる上下熱伝達係数比率を導出する。前記導出された上下熱伝達係数比率の場合に前記所定の冷却区間における熱延鋼板の上面及び下面からの冷却抜熱量が等しいとして、当該上下熱伝達係数比率で熱延鋼板を冷却する。
(もっと読む)
圧延機でのキス圧延状態の判定方法

【課題】箔圧延を行っている圧延機でのキス圧延状態を確実に判定する方法を提供する。
【解決手段】本発明の圧延機でのキス圧延状態の判定方法は、圧延材Wを圧延するワークロール2を備えた圧延機1を用いて圧延を行っている際に、圧延材Wの圧延形状の差を圧延荷重の差で除した単位荷重変化当たりの形状変化Δεを算出すると共に、圧延材Wの板厚や材質による影響を考慮するための形状緩和係数αを求め、ワークロール2のたわみであるh・Δε/αを算出し、算出されたたわみh・Δε/αの分布曲線が、予め設定した曲線パターンとなる場合にキス圧延状態と判断する。
(もっと読む)
圧延機での板厚制御方法
【課題】ウエッジを有する圧延材において、薄い側の端部の板厚が目標値を下回ることを確実に防止しつつ板厚を制御する板厚制御方法を提供すること。
【解決手段】本発明の板厚制御方法は、ワークロール2,2を備えた圧延機4で圧延中の圧延材5に対する板厚制御方法であって、ワークロール2,2の幅方向両端における圧延荷重の差である圧延荷重差ΔPと、圧延材5の幅方向両端の板厚差であるウェッジ量ΔHWとを用いて、圧延材5の幅方向端部の板厚である板端の板厚hGを求める。次に、求めた板端の板厚hGとゲージメータ式とを基にして、ワークロール2,2のロールギャップsを求める。求めたロールギャップsを圧延機4に適用し圧延材5の板厚制御を行う。
(もっと読む)
鋼板の温度予測方法
【課題】鋼板表面の表面滞留水の状態の変化を考慮した鋼板温度の予測方法を提供することを目的とする。
【解決手段】
水冷と空冷を行う冷却装置3を用いて圧延材の巻き取り温度を制御する冷却制御方法において、冷却装置3内に設定された区間又は圧延材上に設定された区間ごとに、空冷状態にあるか水冷状態にあるかを判断する冷却状態判断工程と、判断された冷却状態に基づいて、設定された区間のうち板温度の予測対象となる対象区間における鋼板の表面と外部とを行き来する出入熱量を予測する熱量予測工程とを有する鋼板の温度予測方法を用いる。この鋼板の温度予測方法はさらに、鋼板の表面に滞留する表面滞留水の状態を判断する滞留水状態判断工程と、判断された表面滞留水の状態に応じて、鋼板の表面と外部とを行き来する出入熱量を修正する熱量修正工程と、修正された出入熱量に基づいて、板温度を予測する板温度予測工程とを有する。
(もっと読む)
冷却又は加熱される鋼板における変態率の算出方法、及び鋼板の変態率の制御方法
【課題】熱間圧延プロセスにおける加熱設備、搬送装置、冷却装置などにおいて、鋼板の変態率を確実に求める。
【解決手段】本発明に係る鋼板Wにおける変態率の算出方法は、冷却又は加熱される鋼板Wの表面と外部とを行き来する熱量を予測する熱量予測工程と、冷却又は加熱される鋼板Wに生じる変態に伴って発生する熱量を、当該鋼板Wの過冷却の度合い又は過加熱の度合いに応じて予測する変態熱量予測工程と、熱量予測工程及び変態熱量予測工程が予測した熱量を用いつつ、鋼板Wと外部との熱収支を計算し鋼板Wの板温度を予測する板温度予測工程と、板温度予測工程が予測した板温度予測値を基に、鋼板Wの変態率を予測する変態率予測工程と、板温度予測工程が予測した板温度の予測値と実績値との差が減少するように、変態率予測工程で算出された変態率を修正する変態率修正工程と、を有する。
(もっと読む)
圧延モデル最適化装置
【課題】隣接するモデルの予測値を段差なく接続できる圧延モデル最適化装置を提供する。
【解決手段】複数のモデルの境界を示す境界値を格納する境界値テーブル12と、境界値テーブルに格納されている境界値を圧延の実績値に応じて変更するモデル式接続境界値変更部21と、複数のモデルの優先順位を格納するモデル式優先順テーブル22と、入力された計算条件毎に、境界値テーブルから取得した境界値およびモデル式優先順テーブルから取得した優先順位に基づき圧延条件に適するモデルを決定する評価部11と、決定されたモデルに切り替えるモデル切替部13と、複数のモデルの各々について計算された予測値と実績値との差から学習係数を計算する学習計算部15と、モデル切替部によって切り替えられたモデルのモデル式および学習計算部によって計算された学習係数を用いて該モデルの予測値を計算するモデル計算部17を備える。
(もっと読む)
圧延材の捻転発生の検出方法、圧延材の捻転抑制方法及びこれらの方法が採用される圧延機
【課題】圧延材を正確に案内するというローラガイドの本来の機能を損なうことなく、圧延材の捻転状態を正確に判断する。
【解決手段】本発明の圧延材Wの捻転発生の検出方法は、外周面にカリバが形成された一対の圧延ロール10、10とこの圧延ロール10の上流側または下流側に設けられたガイドローラ13とを有する圧延機を用いて圧延材Wを圧延するに際して、ガイドローラ13を回転自在に支持する一対の軸支部14、14のそれぞれに、軸支部14に作用するラジアル荷重を計測する荷重計測手段15を設けておき、荷重計測手段15の結果に基づいて、圧延材Wの捻転を判定する。
(もっと読む)
熱間圧延機の張力制御装置および制御方法
【課題】鋼板温度の影響による板幅のバラツキを低減する張力制御装置および制御方法を提供する。
【解決手段】複数の圧延スタンド101を備え,スタンド間にルーパ11を備えた熱間圧延機を制御対象10とし、熱間圧延機を通過する鋼板103の張力を所望の値に制御する熱間圧延機の張力制御装置15において、張力指令値を格納する張力指令格納手段151と、鋼板の温度を計測する温度計13からの検出温度を取り込み、鋼板の目標温度と検出温度の偏差にしたがって張力指令値を補正する張力指令補正手段1101と、補正された張力指令値と検出した張力値の偏差に応じて熱間圧延機を調整する張力制御手段15を備えた熱間圧延機の張力制御装置。
(もっと読む)
金属帯の圧延ラインにおけるワークロールシフト圧延方法
【課題】熱間圧延ライン等の金属帯の圧延ラインにおける仕上圧延機等で被圧延材を圧延するに際し、逆クラウンの問題や、被圧延材の幅端部の厚みが過薄になったり過厚になったりする問題を解消するワークロールシフト圧延方法を提供する。
【解決手段】ワークロール19シフト圧延機のワークロールプロフィル目標値とワークロールプロフィル予測計算値から決まる評価関数を、被圧延材の幅端複数箇所の評価点について計算し、合計し、これをさらに圧延サイクルにて圧延予定の全被圧延材について合計した結果が、最小となるような圧延順ワークロールシフト位置を、圧延順ワークロールシフト位置として決定する。
(もっと読む)
熱間圧延ラインにおける圧延鋼板の仕上げ出側温度制御方法
【課題】速度保持制御の開始直後の搬送予測時間(所定の切板が仕上げ圧延機を通過する時間)を正確に把握し、速度保持制御の開始直後の圧延鋼板の仕上げ出側温度を高精度に制御する。
【解決手段】冷却装置12a〜12fで冷却しながら仕上げ圧延機10で仕上げ圧延される圧延鋼板11の仕上げ出側温度FDTを目標値に制御し、圧延鋼板の搬送速度が速い時に冷却能力が足りず、温度上昇を抑制するために加速を停止する速度保持制御を行なう熱間圧延ラインである。圧延鋼板を仮想的な切板P1〜P10に長手方向に複数分割し、切板毎に、圧延鋼板の実績仕上げ入側温度に基づいて冷却装置が最大の冷却能力を発揮するときの圧延鋼板の算出仕上げ出側温度を算出し、この算出仕上げ出側温度と目標とする仕上げ出側温度とを比較し、算出仕上げ出側温度が前記目標とする仕上げ出側温度を超えている所定の切板P10を、速度保持制御の開始直後の切板とする。
(もっと読む)
31 - 40 / 542
[ Back to top ]