
国際特許分類[B23K11/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296)
国際特許分類[B23K11/00]の下位に属する分類
加圧バツト溶接 (20)
フラッシュバツト溶接 (35)
ローラ型電極を用いるもの (100)
先行するサブクラスの1つに限定されないシーム溶接 (16)
スポット溶接;スティッチ溶接 (553)
プロジェクション溶接 (209)
溶接される材料の性質を考慮したもの (198)
抵抗加熱による切り離し (4)
そのための電源または制御回路 (525)
携帯可能な溶接装置 (3)
電極に関して特徴のあるもの (287)
予備処理 (27)
補助装置 (100)
国際特許分類[B23K11/00]に分類される特許
181 - 190 / 219
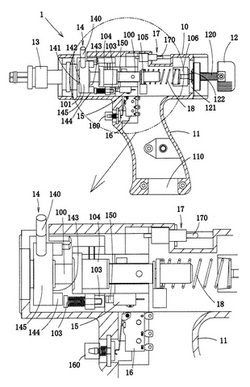
コンデンサ放電型スタッド溶接ガン及びこれを備えたポータブルコンデンサ放電型スタッド溶接機
【課題】
スタッドのサイズや種類に対する調整が正確且つ容易に行え、確実に溶接を行うことができるコンデンサ放電型スタッド溶接ガンを提供する。
【解決手段】
シリンダ(10)と、該シリンダの側部に連結した把持部(11)と、電極スライドロッド(100)と、溶接スイッチとを備え、前記シリンダは、スタッド(3)を保持するスタッド保持部(13)と、スタッドに対する加圧調整を行うためのバネ(18)と、バネ加圧量を調整するためのバネ圧力調整ノブ(12)とを備えたコンデンサ放電型スタッド溶接ガンにおいて、前記電極スライドロッドと連動し、且つ、スタッド材質に対応する複数の切換位置を有するバネ圧力切換レバー(14)を備え、該バネ圧力切換レバーの切換位置により、電極スライドロッドのバネ加圧量が段階的に切り換わる構成としたことを特徴とするコンデンサ放電型スタッド溶接ガンを、解決手段とする。
(もっと読む)
鉄道車両の外板・付帯物溶接接合方法とそれによる側構体

【課題】 外観、作業性、コストの面に有利な外板・付帯物溶接接合構造を実現できるようにする。
【解決手段】 外板3とそれの補強や内外装を目的とした骨1、2や開口枠、開口枠材42a、43aなどの付帯物とを溶接接合するのに、外板3とこれに当てがった付帯物1、2、42a、43aとの重合部につき、それら外板3および付帯物1、2、42a、43aの外面に露出する側の表面にある一方向に揃った研磨目に沿う方向にレーザ溶接4、45して、外板3および付帯物1、2、42a、43aを溶接接合することにより、上記の目的を達成する。
(もっと読む)
鋼板接合部材の製造方法
【課題】 窒化処理を施した部材を備えいてしかも耐食性の高い鋼板接合部材の製造方法を提供する。
【解決手段】 成形工程では、軟鋼板をプレス加工することによってアウターパネル2を形成する。窒化工程では、アウターパネル2に窒化処理を施して窒化層14を形成する。溶射工程では、窒化工程を経たアウターパネル2に金属溶射を行い、窒化層14の表面を金属被覆層15で覆う。加圧工程では、アウターパネル2のフランジ部12をスポット溶接ガン25の電極20で加圧し、窒化層14の空孔へ金属被覆層15の金属を押し込んで空孔から空気等を排出する。最後の接合工程では、アウターパネル2をレインフォースメント3等とスポット溶接により接合し、側部車体1を形成する。金属被覆層15で覆われた窒化層14の空孔に空気等は残存していないため、スポット溶接の際にブローホールは生じない。
(もっと読む)
リード板のスポット溶接方法
【課題】極めて簡単な構造としながら、散りの発生自体を確実に阻止する。
【解決手段】リード板のスポット溶接方法は、リード板4を溶接するベース金属3に向かって突出する凸部7をリード板4に設け、凸部7のあるリード板4を一対の電極10でベース金属3に押圧し、電極10でもってリード板4をベース金属3の表面に押圧し、この状態で一対の電極10間に通電してリード板4をベース金属3にスポット溶接する。さらに、この溶接方法は、電極10がリード板4を押圧する電極押圧位置8を凸部7から離して、凸部7を一対の電極10間に配設し、電極10でリード板4をベース金属3に押圧して、リード板4の電極押圧位置8をベース金属3に接触させ、この状態で一対の電極10間に通電して、リード板4をベース金属3に溶接する。
(もっと読む)
スタッド溶接装置
【課題】 パイプの内側面側から、パイプの内側面に対して径方向にスタッドを溶接することができるスタッド溶接装置を提供する。
【解決手段】 パイプ21が載置された作業台22と、作業者22上に載置されるパイプ21内に一方の開口から挿入される支持部材15と、支持部材15のパイプ21内に挿入される部位に支持され、パイプ21の内側面に径方向に沿うようにスタッド24を溶接する溶接具14と、支持部材15回動する回動軸16とを備え、溶接具14が、導通性を有する電流導通部材23と、電流導通部材23に取付けられてスタッド24を把持するスタッド把持部材25とを備えたスタッド溶接装置10を構成した。
(もっと読む)
リード線のスポット溶接装置およびこれを用いた加工装置
【課題】 リード線を電極に確実にかつ効率的にスポット溶接することができるスポット溶接装置、およびリード線のスポット溶接と曲げ加工を可能にする加工装置を提供する。
【解決手段】 金属からなる被溶接品に、リード線をスポット溶接するリード線のスポット溶接装置であって、前記リード線を整列して供給するリード線の供給部20a、22aと、前記被溶接品をスポット溶接位置に、被溶接品の向きを揃えて供給する被溶接品の供給部30、34と、前記リード線の供給部から供給されるリード線を支持するリード線の支持機構40a、および該リード線の支持機構の移動位置を制御して前記リード線をスポット溶接位置に位置決めする位置決め機構42a、50a、56、および前記リード線を前記被溶接品に溶接する溶接機構を備える前記リード線の溶接部とを具備することを特徴とする。
(もっと読む)
圧入接合方法及び圧入接合装置
【課題】 金属製要素部品を構成する部材同士の接合に関し、接合精度が高く信頼性に優れるとともに、製造容易で経済効果に優れかつ強度的にも優れた圧入接合方法及び圧入接合装置を提供することを課題とする。
【解決手段】 孔部3を有する第一の部材2と軸状の第二の部材4との接合において、第二の部材4を、上下移動可能に保持するとともに水平角度を位置決めし、第一の部材2の孔部3の周方向に対する第二の部材4の接合角度位置を定め、同時にこの第二の部材4の水平方向の位置決めを行い、第二の部材4に第二の電極8を接続して、第一の部材2の孔部3内に第二の部材4を所定の圧力で押圧するとともに、これら両部材間に通電して両者の接合部に電気抵抗熱を発生させ、第二の部材を上記孔部に圧入し、第二の部材の接合面部と上記孔部の内壁面部との接合部に接合界面を形成させ、かつこの接合を固相状態の接合としたことである。
(もっと読む)
蓄電装置と該蓄電装置の製造方法
【課題】 従来の溶接ではなく固相接合によって一又は複数の集電体リード部が外部接続用端子に確実に接続された蓄電装置とその製造方法を提供すること。
【解決手段】 本発明の蓄電装置製造方法は、負極集電体及び正極集電体を有するコア部分と該部分から外方に出ている一又は複数の負極集電体リード部及び正極集電体リード部とを有する電極体ユニットと、前記負極集電体リード部に接続した負極端子と、前記正極集電体リード部に接続した正極端子とを備える蓄電装置の製造方法であって、前記正負極の少なくとも一方において、前記一又は複数の集電体リード部14と端子12とを積層すること、その積層体11の少なくとも一部を積層方向に圧縮すること、および、該圧縮部分14a,12aを加熱することによって該圧縮部分において一又は複数の集電体リード部と端子とを固相接合により接続すること、を包含する。
(もっと読む)
ミキサー
【課題】複数の部材をスポット溶接して構成した高速回転するカッターの、スポット溶接を起点にした折れを防止すること。
【解決手段】複数の部材をスポット溶接して構成したカッターのスポット溶接部33を覆う座金31をカッターの上に載せ、座金31の上を袋ナット32で締付けてカッターを主軸22に固定することにより、袋ナット32を締付けると、カッター中央部の主軸22貫通穴周囲のスポット溶接部33は、上方を座金31で押え付けられるため、カッター回転時に刃先に強い衝撃がかかっても、スポット溶接部33には荷重が加わらないので、スポット溶接部33を起点にカッターが折れるのを防止することができる。
(もっと読む)
抵抗溶接構造
【課題】 溶接箇所の点検が容易で、溶接工程の異常や工程飛びを確認することのできる抵抗溶接構造を提供すること。
【解決手段】 2以上の金属板を電極間に挟み、その間に大電流を流し抵抗発熱を利用して溶接して一体化する抵抗溶接であって、一体化する被溶接材の何れか一方に延設部を形成したので、溶接箇所の点検を容易に実施でき、溶接工程の異常や工程飛びを確認することができる。
(もっと読む)
181 - 190 / 219
[ Back to top ]