
国際特許分類[B23K11/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296)
国際特許分類[B23K11/00]の下位に属する分類
加圧バツト溶接 (20)
フラッシュバツト溶接 (35)
ローラ型電極を用いるもの (100)
先行するサブクラスの1つに限定されないシーム溶接 (16)
スポット溶接;スティッチ溶接 (553)
プロジェクション溶接 (209)
溶接される材料の性質を考慮したもの (198)
抵抗加熱による切り離し (4)
そのための電源または制御回路 (525)
携帯可能な溶接装置 (3)
電極に関して特徴のあるもの (287)
予備処理 (27)
補助装置 (100)
国際特許分類[B23K11/00]に分類される特許
151 - 160 / 219
鋼材の金具溶接方法
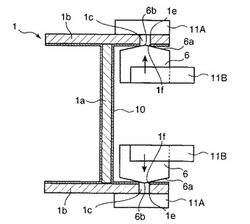
【課題】鋼材、特にH形鋼が変形(反り)を起こしにくいように金具を溶接することができる鋼材の金具溶接方法を提供する。
【解決手段】非導電性塗膜10が形成されたH形鋼1のフランジ部1bに金具6を抵抗溶接する方法であって、フランジ部1bに貫通孔1cを開け、貫通孔1cの一側の開口縁1eに一方の電極11Aを接触させ、非導電性塗膜が形成された貫通孔1cの他側の開口縁1fに、他方の電極11Bを接続した金具6を接触させて、金具6を貫通孔1cの他側の開口縁1fに加圧しながら通電することで、金具6をH形鋼1のフランジ部1bに抵抗溶接することで、抵抗溶接は瞬時にスポット状で熱が発生するだけであるから、H形鋼1が変形(反り)を起こしにくいように金具6を溶接することができる。
(もっと読む)
ネジ接続点の形成方法及び装置
本発明は、高圧流体により膨張される中空プロファイル(7)の周縁(34)にネジ接続点(1)を形成するための方法及び装置に関する。ハイドロフォーミングモールド(2)の中空プロファイル(7)には、内側にねじ山を有する孔(18)を備えるアタッチメント(17、31)が取り付けられ、次に中空プロファイル(7)には、孔(18)と整列して穴が形成される。本発明の目的は、単純かつ信頼性の高いプロセスで中空プロファイル(7)の周縁(34)に耐久性のあるネジ接続点(1)を形成することにある。これを達成するために、アタッチメント(17、31)を、ハイドロフォーミングモールド(2)と一体である電極(11、30)により、中空プロファイル(7)の方に前進させる。形成するネジ接続点(1)の近傍にアタッチメント(17、31)をモールドの逃げ部(5)に配置したら、前記アタッチメントは、電極(11、30)により中空プロファイル(7)に抵抗溶接される。  (もっと読む)
(もっと読む)
フィラメント溶接機

【課題】溶接後のフィラメントを一対のフィラメントサポートの外側で容易かつ適切に切断する。
【解決手段】フィラメント溶接機は、フィラメント109の一端を把持してフィラメント109を張力がかかった状態で一対のフィラメントサポート108に架け渡すフィラメントチャック3と、フィラメント109を一対のフィラメントサポート108に溶接する溶接ヘッド5と、フィラメントチャック3を溶接の完了後に上昇させる駆動手段4と、フィラメントチャック3の上昇と同時に、フィラメントチャック3とこのフィラメントチャック3に近い方のフィラメントサポート108との間に電圧を印加する電源8とを有する。
(もっと読む)
流体式トルクコンバータ及びその製造方法
本発明は、流体式トルクコンバータ(1)及びその製造方法に関する。組立てを容易にするために、タービン(37)が、トーショナルダンパ(17)に、複数の高温リベット(7)によってリベット締めされるか、又は溶接される。  (もっと読む)
(もっと読む)
抵抗溶接用高張力鋼板及びその接合方法
【課題】1180MPa級以上の高張力鋼板でありながら、抵抗溶接による接合部の接合強度を確保することができる抵抗溶接性に優れた高張力鋼板と、このような高張力鋼板の接合方法を提供すること。
【解決手段】C含有量を0.15〜0.25%、Si含有量を0.1〜2.5%とすると共に、Mn含有量を0.10〜1.0%の範囲内に制御する一方、Crを0.5〜3.5%添加し、さらにMn/(Mn+Cr)比を0.50未満とする。さらに好ましくは、不純物成分としてのP及びSをそれぞれ0.02質量%以下及び0.01質量%以下に抑えると共に、Ni:0.1〜3.0%、Cu:0.01〜3.0%、Al:0.001〜0.1%を添加する。
(もっと読む)
抵抗溶接方法
【課題】焼き戻しができない様態の抵抗溶接において、溶接対象物が焼き入れ状態にならない溶接方法を提供するものである。
【解決手段】本溶接を行う前に、溶接対象物(上部棒鋼1、下部棒鋼2)は、前余熱を用いて、予め所定の温度まで上昇することによって、溶接対象物(上部棒鋼1、下部棒鋼2)全体の熱量が増加し、冷めにくくなり、「焼き入れ状態」が少ない溶接方法となる。
また、径の異なる鋼棒(熱し易く冷めやすい鋼棒と、熱しにくく冷めにくい鋼棒)であると、前余熱によって双方の温度がほぼ同程度となり(均熱が取れ)、高強度の溶接が可能となる。
(もっと読む)
衝撃吸収能の大きな自動車部材
【課題】高強度のステンレス鋼板を素材とし、スポット溶接で形成されるナゲットの形状を制御することにより、衝撃吸収能に優れた自動車部材を得る。
【解決手段】C:0.15質量%以下,Si:1.0質量%以下,Mn:2.0質量%以下,Ni:6.0〜11.0質量%,Cr:16.0〜22.0質量%,N:0.20質量%以下を含むステンレス鋼板のスポット溶接で組み立てられた自動車部材である。スポット溶接で形成されたナゲットは、ステンレス鋼板の板厚tとの関係でD1=(0.6〜1.6)×tの厚みD1,D2=(3.0〜5.5)×tの径D2をもっている。溶接部は、好ましくは30体積%以上の割合でオーステナイト相を含む金属組織になっている。
(もっと読む)
筒製品
【課題】 短時間で接合することが可能で、かつ、良好な外観を有する円筒製品を提供する。
【解決手段】 第1筒12は、側面12aの少なくとも一部に円曲面領域を有し、その第1筒の円曲面領域に第2筒14の端面が抵抗溶接によって固定されている筒製品と、第2筒の端面が先細形状のリング状先端を有し、その先細形状のリング状先端が第1筒の側面の円曲面領域にリング状に抵抗溶接によって固定される筒製品の製造方法。
(もっと読む)
パネル構造体の接合方法
【課題】第1の中空パネルと第2の中空パネルとを中空パネルの片面側から両面を片面から、容易に、簡単に接合することにある。
【解決手段】第1のパネル、第2のパネルの第2の板は上面側の第1の板よりも相手側のパネル側に突出している。まず、第2の板同士の突き合わせ部を溶接または摩擦攪拌接合で接合する。溶接の器具、または摩擦攪拌接合回転工具50は上面側の板同士の間の隙間から挿入する。次に、接続材30を第2の板に重ね、溶接または、摩擦攪拌接合する。接続材30はリール300に巻かれており、回転しつつ、繰り出される。接続材30が第1のパネル,第2のパネルに接合されることによって、接続材30がリール300から繰り出される。これによって、中空パネルの両面を上方の面側から接合できる。
(もっと読む)
溶接方法
【課題】プロジェクションを潰す際に、潰れ量がばらつくことを抑制するプロジェクション溶接方法を提供する。
【解決手段】突起状のプロジェクション30cを備える第一部材30のプロジェクション30cと、第一部材30に対向する第二部材35bとを接触させ、接触面に電流を流すとともに、この接触面に対して垂直な圧力を加圧することで、プロジェクション30cを潰し、第一部材30と第二部材35bとを接合するプロジェクション溶接方法において、プロジェクション30cが所定量潰れた以降における、第二部材35bの第一部材に対する接近を抑制するストッパー30dを用いる。
(もっと読む)
151 - 160 / 219
[ Back to top ]