
国際特許分類[B23K11/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296)
国際特許分類[B23K11/00]の下位に属する分類
加圧バツト溶接 (20)
フラッシュバツト溶接 (35)
ローラ型電極を用いるもの (100)
先行するサブクラスの1つに限定されないシーム溶接 (16)
スポット溶接;スティッチ溶接 (553)
プロジェクション溶接 (209)
溶接される材料の性質を考慮したもの (198)
抵抗加熱による切り離し (4)
そのための電源または制御回路 (525)
携帯可能な溶接装置 (3)
電極に関して特徴のあるもの (287)
予備処理 (27)
補助装置 (100)
国際特許分類[B23K11/00]に分類される特許
161 - 170 / 219
スタッド溶接装置
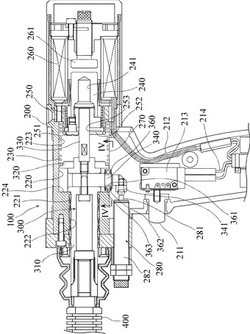
【課題】駆動主軸の軸方向動を阻害することなく、この駆動主軸300の軸周りの回転を適正に規制し、長期間安定した溶接作業が可能なスタッド溶接装置を提供する。
【解決手段】本体ハウジング200と、この本体ハウジング200内に所定の行程を軸方向移動可能に保持された駆動主軸300と、この駆動主軸300の先端側に連結固定され、スタッド保持チャック450が取り付けられるチャックアダプタ400と、このチャックアダプタ400に接続された給電ケーブル370と、を備えたスタッド溶接装置であって、上記駆動主軸300には、その側方に延出するガイド突起340が設けられ、このガイド突起340には、所定の回転軸心周りに自由回転する回転体362が支持されている一方、上記本体ハウジング200には、上記回転体362が接触転動するガイドスロット270が形成されている。
(もっと読む)
溶接打点の管理システム、プログラム、記録媒体

【課題】 スポット溶接の打点位置に、この溶接打点の位置を指し示すと共に当該溶接打点の管理番号が表示されたバルーンを効率的かつ正確に配置することができる溶接打点の管理システムを提供する。
【解決手段】 画像βには、溶接打点D1〜D6の打点位置及びバルーンBA1〜BA6が表示され(S201)、バルーンBA1,BA6が溶接打点D1,D6の打点位置に配置されると、配置された打点位置が画像β上で定義される座標値として認識される(S203)。システム本体13は、溶接打点D1,D6の座標値をデータベース14から読み出し(S205)、画像β上で定義される座標値に変換するための変形倍率Kを算出する(S207)。続いて、溶接打点D2〜D5の座標を変形倍率Kを用いて変換し(S209)、画像β上でバルーンBA2〜BA5を溶接打点D2〜D5にそれぞれ配置する(S211)。
(もっと読む)
組電池の接続板
【課題】無効電流の影響を少なくし、銅を主材質としながら安定した溶接を行え、取り扱い性、溶接の作業性の向上にも資するようにした組電池の接続板を提供する。
【解決手段】接続板10の本体に長手方向に延びるスリット12を形成し、このスリット12の終止する接続板10の本体の両端部に溶接時の瞬間的無効電流で溶断可能な細部14を形成することにより、閉じたスリットとする。
(もっと読む)
接合装置
【課題】高速で精度良く凹部の先端部で接合を行うこと。
【解決手段】錐体状の凹部23を有する凹部形成パネル21,21′に対して前記凹部23の先端部で接合される被接合パネル21,21′の凹部23の反対側の面に当接する電極42b,44bと、被接合パネル21,21′および凹部形成パネル21,21′を挟んで電極42b,44bと対向して配置された溶接用電極を有し、凹部23内に溶接用電極が進退可能に構成され、凹部形成パネル21,21′と被接合パネル21,21′を電極42b,44bと溶接用電極で挟んだ状態で溶接を行う浮動ガンチップ47であって、凹部23に対して進退する方向に垂直な面内で移動自在な浮動ガンチップ47とを備えた接合装置。
(もっと読む)
組電池における接続板の溶接方法
【課題】無効電流のばらつきによる溶接電流が影響を受けることをなくし、安定した溶接を行うことができるようにする。
【解決手段】溶接工程を予通電工程と本溶接工程に分け、予通電工程では。接続板を電池に本溶接を行う直前に、抵抗溶接機の電極で該接続板を前記電池セルに押し付け、本溶接に通電する電流よりも小さい電流を本溶接の通電時間よりも短い時間通電し、本溶接工程では、前記抵抗溶接機の電極での加圧を維持したまま、本溶接に必要な所定の大きさの電流を所定の時間通電し、該電極を前記電池セルに溶接する。
(もっと読む)
重ね継手の溶接方法
【課題】重ね継手を構成する複数の接合部間のギャップを解消又は極力低減して、高品質のレーザー溶接を可能とする重ね継手の溶接方法を提供する。
【解決手段】薄肉鋼板からなる二つの接合部1a,2aを重ね合わせて、帯状に延びる重ね合わせ部3を構成する。帯状重ね合わせ部3の複数箇所で前記接合部の厚み方向に圧接を施すことにより、帯状重ね合わせ部3の幅方向に長く延びる略長方形状の圧接部4を、帯状重ね合わせ部3の長手方向に沿って間隔を隔てながら複数個形成する。レーザービームの走査線が複数個の圧接部4の各々と交差するように走査させながら、レーザービームを帯状重ね合わせ部3に照射することにより、帯状重ね合わせ部3の長手方向のほぼ全体にわたって、レーザー溶接痕5が複数個の圧接部4の各々と交差するようなレーザー溶接を施す。こうして、二つの接合部1a,2aからなる重ね継手の溶接を完了する。
(もっと読む)
被覆鋼管の製造方法
【課題】鋼管の外面と被覆材の内面との間に形成される空間に残留する残留空気が減少され,防食能力の優れた被覆鋼管を提供する。
【解決手段】鋼管2の外面の少なくとも一部を全周に亘って複数の被覆材3〜7で被覆する際に,各被覆材3〜7のうちの1枚を鋼管2の外面に周方向に巻付ける度に,巻付けられた被覆材3〜7の外面に複数のベルト60を周方向に巻付けて結束し,巻付けられた被覆材3〜7を鋼管2の外面に緊締固定し,被覆材3〜7を鋼管2の外面に密着させてから溶接による1次仮付けを行う。
(もっと読む)
メソチューブ電極アタッチメント
成形された要素を表面に溶接することを可能にするために、成形された要素を、機構上にマウントされた別の要素の表面上に位置決めするための装置。絶縁取付け具が装置を機構上にマウントし、成形された要素を、溶接中に表面と接触して正確な位置に保持するためのクランプを位置決めするクランプ配置端部を有する延長部を位置決めする。クランプは、伝導性であり、溶接からの電流を絶縁取付け具に向け、クランプの向こうの成形された要素上での電流の通過を防止する。 (もっと読む)
部材接合方法、部材接合構造体および燃料タンク
【課題】プロジェクション溶接に適する突起を容易に形成することができる部材接合方法、部材接合構造体および燃料タンクを提供する。
【解決手段】燃料タンクの開口部を形成する鋼板2aに接合されるベース7は、鋼板を円環状に打ち抜いた部材をプレス加工することで製作される。このプレス加工時に、燃料ポンプユニットとの嵌合に必要な段部50を形成するための屈曲部34,35と共に、母材33の周縁部7aの近傍に湾曲部36を設けることで、該湾曲部36によって形成された突起部36aは、切削加工等を行うことなく略90度の鋭利な頂部を有することになる。前記突起部36aは、前記鋼板2aとベース7とを上側電極45および下側電極46に挟まれた所定の箇所に配置して通電加圧するプロジェクション溶接のプロジェクションとして作用し、その形状は、大径のリングプロジェクション溶接等に適している。
(もっと読む)
走間スポット溶接機
【課題】ロールフォーミングラインにおいて、シーム溶接機では、不可能であった。高速ラインスピードでの溶接、あるいは、短ピッチ溶接を可能とした、走間スポット溶接機を提供する。
【解決手段】ラインスピードと同期往復運転させる、スライドベースに、溶接ガンを複数並べたことを特徴とする。
(もっと読む)
161 - 170 / 219
[ Back to top ]