
国際特許分類[B23K11/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296)
国際特許分類[B23K11/00]の下位に属する分類
加圧バツト溶接 (20)
フラッシュバツト溶接 (35)
ローラ型電極を用いるもの (100)
先行するサブクラスの1つに限定されないシーム溶接 (16)
スポット溶接;スティッチ溶接 (553)
プロジェクション溶接 (209)
溶接される材料の性質を考慮したもの (198)
抵抗加熱による切り離し (4)
そのための電源または制御回路 (525)
携帯可能な溶接装置 (3)
電極に関して特徴のあるもの (287)
予備処理 (27)
補助装置 (100)
国際特許分類[B23K11/00]に分類される特許
61 - 70 / 219
スパークプラグの製造方法
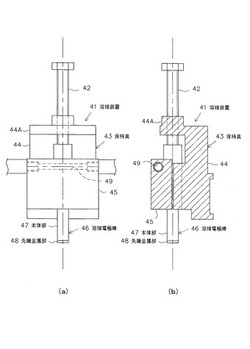
【課題】生産性を低下させることなく、電極溶接棒の破損を防止することができ、ひいてはスパークプラグの安定的な生産を可能とするスパークプラグの製造方法を提供する。
【解決手段】スパークプラグ1は、接地電極27と、接地電極27の先端部に接合される貴金属チップ32とを備える。接地電極27に貴金属チップ32を接合する接合工程においては、銅又は銀を含んでなる棒状の本体部47の一端に、融点が2000℃以上の貴金属材料からなる先端金属部48がロウ付けされてなる溶接電極棒46と、溶接電極棒46を保持する保持具43とを有する溶接装置41を用い、接地電極27の先端部に貴金属チップ32を配置した上で、貴金属チップ32を溶接電極棒46で加圧しつつ貴金属チップ32に通電することで、接地電極27に貴金属チップ32が抵抗溶接される。接合工程において、保持具46が水冷により冷却される。
(もっと読む)
被覆付き平板導電体の接合方法

【課題】 被覆付き平板導電体同士の接合方法を提供する。
【解決手段】 本発明になる被覆付き平板導電体同士の接合方法は、第1と第2の被覆付き平板導電体を予め被覆を剥離することなく重ね、この外側からバイパス導電体で挟持し、さらに一対の溶接電極で前記第1と第2の被覆付き平板導電体を挟持してこの溶接電極間に電流を流すことで被覆を溶融剥離することで前記平板導電体を接合する被覆付き平板導電体の接合方法であって、前記一対の溶接電極は前記バイパス導電体の外側から挟持して加圧しながら電流を流すことを特徴とするものである。
(もっと読む)
真空中抵抗溶接装置及び真空中抵抗溶接方法
【課題】 高真空度に保持された真空中で複数の被溶接物を順次溶接することにより、溶接効率を向上させること。
【解決手段】被溶接物Wを載置でき、互いに独立して上下に動ける下部電極チップ15Aを有する電極ユニット15を備え、真空チャンバ部5の外部で予め複数個の被溶接物を電極ユニットに載置し、その電極ユニットを真空チャンバ部内の支持部材19に搭載して、一括して複数個の被溶接物を真空チャンバ部内へ移送する。真空チャンバ部内が所定の真空度に達すると、電極ユニットを間欠的に移動させ、順次、被溶接物を上部溶接電極と下部溶接電極との間に移送し、抵抗溶接を行って真空気密封止する。真空チャンバ部内における複数の被溶接物をすべて抵抗溶接した後、真空中で気密封止された気密封止デバイスを電極ユニットによって一括して真空チャンバ部内から搬出する。
(もっと読む)
バスバーへの溶接構造、およびバスバーへの溶接方法
【課題】導体抵抗の増加による製品機能の低下を招くことなく、低コストにてバスバーへ導体を安定して溶接し、溶接品質を高めることが可能なバスバーへの溶接方法を提供すること。
【解決手段】電流が流される金属板からなるバスバー11に対して電線21の芯線23を溶接するバスバー11への溶接方法であって、バスバー11に、通電方向に沿うスリット31を形成して細片部32を形成する切断工程と、細片部32を、バスバー11の上面11a側へ打ち出して被溶接部12を形成する打ち出し工程と、被溶接部12に芯線23を配置させ、これら被溶接部12と芯線23との接触個所を加熱して溶接する溶接工程と、を含む。
(もっと読む)
車両の車体上部構造
【課題】車両の車体上部構造の各構成部品の組み付け作業が容易にできるようにする。
【解決手段】レールインナパネル30とルーフ12の側部とに架設されるガセットパネル39に第1貫通孔41を形成する。第1貫通孔41に挿通される溶接ガン45により、レールインナ、レールアウタパネル30,31の各上縁部とルーフ12の側縁部との互いのスポット溶接S8を可能にする。ルーフサイドレール11の内部に配置されるレール補強パネル33を設ける。レールインナパネル30に、車体2の幅方向で第1貫通孔41と互いに連通する第2貫通孔42を形成する。第1、第2貫通孔41,42に順次挿通される溶接ガン44により、レール補強パネル33とピラー補強パネル22との互いのスポット溶接S7を可能にする。車体2の前後方向でピラー補強パネル22の中途部と同位置のレールインナパネル30の部分に第2貫通孔42を形成する。
(もっと読む)
取付部材を被溶接部材へ固定する固定装置
【課題】スタッドボルトとナット部材とを包含し、狭い箇所であっても、取付部材を被溶接部材に容易に短時間で取付けることができる、高い作業効率の固定装置を提供する。
【解決手段】固定装置1は、ボルト部と被溶接部材26に溶接される溶接端部3とを有するスタッドボルト5と、スタッドボルトに螺合するナット部材7とから成り、ナット部材7は、溶接前にスタッドボルトに予め螺合した状態で連結され、且つ、スタッドボルトへ溶接電流が流れるように導電材料で形成されて、予めナット部材7がスタッドボルト5に連結された状態で被溶接部材に溶接することが可能であり、固定装置1が溶接された被溶接部材26上に取付部材19が配置され、ナット部材7が締め付け方向に回転されると取付部材が被溶接部材に固定される
(もっと読む)
被覆線接合装置および被覆線接合方法
【課題】 プリント配線板上の端子に被覆線を接合するのに好適な接合装置と接合方法を提供する。
【解決手段】 本発明になる被覆線接合装置は、被覆線をプリント配線板上に形成された被接合部に接合する被覆線接合装置であって、前記被覆線の被覆を溶融剥離するヒータチップと、前記被接合部と被覆剥離後の被覆線の芯線とを介して前記ヒータチップとの間に溶接電流を流す2つの溶接電極と、を備えたことを特徴とするものであり、また接合方法はこの接合装置を使用して被覆線の被覆を溶融剥離した後の芯線と被接合部とを介して2つの溶接電極とヒータチップとの間で溶接電流を流すことを特徴とするものである。
(もっと読む)
抵抗溶接方法及びその装置
【課題】3枚以上のワークが積層され、且つその最外に厚みが最も小さい最薄ワークが配置された積層体に対して抵抗溶接を施す際、前記最薄ワークと、該最薄ワークに隣接するワークとの間にナゲットを十分に成長させる。
【解決手段】抵抗溶接装置を構成する溶接ガン14は、溶接用電極としての下チップ32及び上チップ38と、加圧用部材としての加圧用ロッド46とを具備する。この中の上チップ38及び加圧用ロッド46は、溶接対象である積層体48を、該積層体48の最外に配置された金属板(最薄ワーク)54側から加圧力F1、F2でそれぞれ加圧し、一方、下チップ32は、前記積層体48を金属板50側から加圧力F3で加圧する。F1+F2は、F3と均衡するように制御される。この状態で、上チップ38から下チップ32への通電がなされる。
(もっと読む)
抵抗溶接機および抵抗溶接方法
【課題】切断刃を用いることなく線材を切断することができ、溶接用電極の周りが小型化可能な抵抗溶接機を提供する。
【解決手段】線材供給ユニット3から供給された銅リボン線(線材)4を基材たる配線基板5aの電極ランド5b上に圧接する一対の溶接用電極2a,2bを備え、一対の溶接用電極2a,2bの先端部2ab,2bbで銅リボン線4を配線基板5aの電極ランド5b上に溶接する抵抗溶接機1であって、銅リボン線4を溶接用電極2a,2bの少なくとも一方と挟持し銅リボン線4に通電することにより銅リボン線4を熱切断する熱切断用電極2cと、前記熱切断に際し銅リボン線4の長手方向に沿って銅リボン線4に張力を付与する張力付与手段6と、を有している。
(もっと読む)
ターレットによる複数ヘッド式リッド溶接装置
【課題】ターレットの周囲に保持した複数のリッドの搬送、姿勢調整、セラミック容器との仮付け、廃棄を略同時に行うことができる、ターレットによる複数ヘッド式リッド溶接装置を提供する。
【解決手段】ターレットによる複数ヘッド式リッド溶接装置において、リッドを保持する吸着ノズル42aと、吸着ノズル42aの周囲に設けられる電極ローラ210と、を有する部品保持ユニット40が、回転テーブル30の周方向に複数設けられるようにする。1の部品保持ユニット40がリッド供給領域3にある場合、他の部品保持ユニット40は溶接領域4にあるようにして、リッドの供給を溶接を同時に行うようにした。
(もっと読む)
61 - 70 / 219
[ Back to top ]