
国際特許分類[B23K11/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296)
国際特許分類[B23K11/00]の下位に属する分類
加圧バツト溶接 (20)
フラッシュバツト溶接 (35)
ローラ型電極を用いるもの (100)
先行するサブクラスの1つに限定されないシーム溶接 (16)
スポット溶接;スティッチ溶接 (553)
プロジェクション溶接 (209)
溶接される材料の性質を考慮したもの (198)
抵抗加熱による切り離し (4)
そのための電源または制御回路 (525)
携帯可能な溶接装置 (3)
電極に関して特徴のあるもの (287)
予備処理 (27)
補助装置 (100)
国際特許分類[B23K11/00]に分類される特許
41 - 50 / 219
溶接接合による組立方法
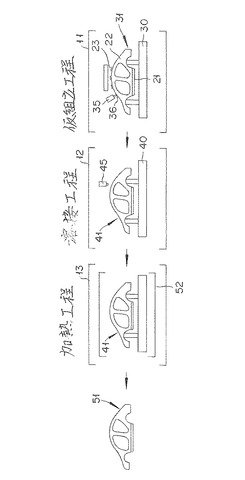
【課題】コストを抑えた簡便な組み立て手法であって、かつ、設計上の条件を満足し得る溶接接合による組立方法を提案する。
【解決手段】溶接接合による組立方法は、仮組立工程と、溶接工程と、加熱工程とを含んでいる。仮組立工程は、溶接接合する部材21、22、23を組立治具30にセットし、加熱処理によって接着力が低下して剥離可能な熱剥離型接着剤36によって仮止めして仮組立体31を形成する工程である。溶接工程は、仮組立体を溶接治具40にセットし、部材同士を溶接接合して接合体41を形成する工程である。加熱工程は、接合体を加熱処理して熱剥離型接着剤を剥離して組立体51を得る工程である。
(もっと読む)
異種金属の接合体および異種金属接合体の製造方法

【課題】軽合金製板材と鋼製板材との接合部に水分が進入することに起因した電食の発生を容易かつ効果的に防止できるようにする。
【解決手段】軽合金製板材と鋼製板材とが接合されることにより形成される異種金属の接合体であって、上記軽合金製板材および鋼製板材がそれぞれ0.5mm以上2.0mm以下の板厚を有し、該両板材の端部近傍には、その端面に沿って15mm以上100mm以下の間隔を置いてスポット溶接された複数個所の溶接点11と、該溶接点11の周縁部において上記両板材が互いに離間した離間部13とが形成され、該離間部13の相対向する壁面に電着塗膜14が形成されるとともに、該電着塗膜14が形成された上記両板材の少なくとも一方の端部と該端部に対向する他方の板材との間に跨るようにシーラが塗布されたシール部16が形成された異種金属の接合体および異種金属接合体の製造方法。
(もっと読む)
配索材の接合構造
【課題】溶接に必要な初期抵抗値を確保した上で、大きな溶接面積が得られる配索材の接合構造を得る。
【解決手段】第一接合導体11の平坦な接合面13aに、第二接合導体15の接合面13bを、この接合面13bに形成した凸部17を介して抵抗溶接する配索材19の接合構造であって、前記凸部17は、裾21となる一段目凸部23が溶接面積を確保する半径R1に設定され、中央の頂25となる二段目凸部27が前記一段目凸部23よりも小さな半径に設定されかつ前記一段目凸部23の仮想輪郭線29より内側で突出してなり、前記二段目凸部27が前記第一接合導体11の平坦な接合面13aに接して溶融した溶融物が、前記平坦な接合面13a、前記一段目凸部23、及び前記二段目凸部27の残部に包囲される空隙に充填される。
(もっと読む)
金属部材の接合方法
【課題】少ない接合エネルギーで高い接合強度を確保する。
【解決手段】第1金属部材(1)の第1、第2内径部4,5に、第2金属部材(10)の第1、第2外径部11,12をそれぞれ当接させるとともに、上記第1金属部材(1)と第2金属部材(10)とを一対の電極21,22を用いて軸方向に加圧しつつ通電することにより、上記両部材(1,10)の間に、上記第1内径部4と第1外径部11とが接合された第1接合部P1と、上記第2内径部5と第2外径部12とが接合された第2接合部P2とを形成し、かつこれら両接合部P1,P2の間に、間隙部15を形成する。接合前の時点では、上記第1外径部11と第1内径部4との接触部C1、および上記第2外径部12と第2内径部5との接触部C2のうち、通電時により高温になる方の接触部のオーバラップ代(S1)を、もう一方の接触部のオーバラップ代(S2)よりも大きく設定する。
(もっと読む)
スタッド溶接用フェルール
【課題】発生する高温ガスをスタッド挿入孔の上端部から噴出させるようにしたスタッド溶接用フェルールにおいて、溶接部が最適な余盛形状となるようにして、溶接部の疲労強度を向上させることができるようにしたスタッド溶接用フェルールを提供すること。
【解決手段】スタッド挿入孔3の上部の内周面3aに、この内周面3aとスタッドSの外周面との間隔を保持するための複数個の突出部6を形成するとともに、スタッド挿入孔3の下端部の内周面3cの内径D2を、溶融金属の滞留部20となるスタッド挿入孔3の下部の内周面3bの円錐台面4の端部の内径D1より大きな円筒面5に形成する。
(もっと読む)
異材接合方法
【課題】通常の鋼板であっても、スポット溶接による高い接合強度を有する接合部を得ることのできる、異材接合方法を提供することにある。
【解決手段】鋼材と6000系アルミニウム合金材とをスポット溶接にて異材接合する方法であって、電極間加圧力、電極間電流、通電時間が特定の条件での本通電のスポット溶接後、形成したナゲットに、更に電極間加圧力、電極間電流、通電時間が特定の条件で後通電して、異材接合継手の接合強度を高める。
(もっと読む)
スタッド溶接ピン
【課題】スタッドボルトや全ネジボルトなどを溶接するような大型装置を用いる溶接は不要となるスタッド溶接ピンを提供する。
【解決手段】溶接先端部1を有し、その他端が円球部2で構成される導電性の材質で成形されるロッドピン3と、該溶接先端部を突出させ且つ円球部が抜出さない程度に、該円球部の球側面に沿って絞り込み、該ロッドピンを内在させる筒体で構成された筒部4と、該筒部から突出する溶接先端部の周縁を耐火性ガスケット材で覆って構成されたクッション部5とからなる。
(もっと読む)
スポット溶接部のスポット溶接構造体への剛性寄与度分析方法
【課題】スポット溶接構造体のモデルに有限要素法を適用し、個々のスポット溶接部について得られた算出値を分析して、スポット溶接部の、スポット溶接構造体への剛性寄与度を定量的に分析する方法を提供する。
【解決手段】前記複数の金属板部材を、前記金属板部材毎に分類可能に定義したシェル要素のうち、特定のシェル要素を抽出するステップと、前記シェル要素と剛体バー要素で連結され、1つの前記スポット溶接部を1つの要素で定義したソリッド要素のうち、前記特定のシェル要素と前記剛体バー要素で連結される、特定のソリッド要素を抽出するステップと、前記特定のソリッド要素の個数を出力するステップと、前記特定のソリッド要素それぞれの、有限要素法で得られたひずみエネルギーを統計処理した統計値を出力するステップで、スポット溶接部のスポット溶接構造体への剛性寄与度を分析する。
(もっと読む)
スタッドの少なくとも1つの寸法についての適合可能な公差範囲を有するスタッドを加工物に接合するための方法及び装置
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
棒状部材と板状部材の結合構造および結合方法
【課題】溶接接合箇所を極力少なくしても所要のトルク伝達が可能な、しかも板状部材の剛性が高く、かつポストめっきを行わなくても耐久性、耐食性を維持できる棒状部材と板状部材の連結構造を低コストで製造する。
【解決手段】端部外面に凸部を形成した断面円形の棒状部材と、2枚の板状部材を準備し、板状部材の先端部に、前記断面円形の棒状部材の外周と嵌合する半円状の切り欠き部を形成するとともに、当該切り欠き部の外側にそれぞれ半抜き加工により前記凸部と嵌合する凹部を設け、2枚の板状部材を前記凹部が互いに断面円形の棒状部材端部の凸部を包み込むように重ね合わせた後、2枚の板状部材同士および凸部と凹部の間を固着する。
(もっと読む)
41 - 50 / 219
[ Back to top ]