
国際特許分類[B23K11/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296)
国際特許分類[B23K11/00]の下位に属する分類
加圧バツト溶接 (20)
フラッシュバツト溶接 (35)
ローラ型電極を用いるもの (100)
先行するサブクラスの1つに限定されないシーム溶接 (16)
スポット溶接;スティッチ溶接 (553)
プロジェクション溶接 (209)
溶接される材料の性質を考慮したもの (198)
抵抗加熱による切り離し (4)
そのための電源または制御回路 (525)
携帯可能な溶接装置 (3)
電極に関して特徴のあるもの (287)
予備処理 (27)
補助装置 (100)
国際特許分類[B23K11/00]に分類される特許
31 - 40 / 219
溶接構造および抵抗溶接による溶接方法
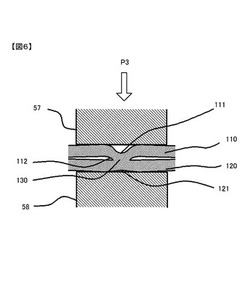
【課題】抵抗溶接により溶接される金属部材の溶接部および溶接用電極の損傷を防止する
【解決手段】一方の金属部材110には、一面側に突起部112が形成され、他面側に突起部112に対応する形状の陥没部が形成されている。他方の金属部材120には、突起部112に対応して、突起部112側の面と反対面側に凹部121が形成されている。可動電極57に加圧P3を与えながら抵抗溶接する際、予め凹部121が形成されているので、固定電極58と他方の金属部材120の接触面積の低減を抑制することができ、発熱を抑えることができる。
(もっと読む)
スタッドピン

【課題】デッキプレートのような薄い鋼鉄材で加工された構造材へのスタッド溶接に最適なスタッドピンを提供する。
【解決手段】スタッドピンAは、一端に溶接先端部1を有しその他端が円球部2で形成されるロッドピン部と、該ロッドピン部の溶接先端部1は外部に突出させて円球部2は内在させるようピンカバー部4でカバーされてなる。該ピンカバー部4の周側壁には前述のロッドピン部を保持する突起部5’のほか、全ネジボルトや長ナットなどと勘合・接合させる用途に対応する突起部5が形成されてなる。
(もっと読む)
湾曲面への板材固着方法とアイコネクタの回り止め構造
【課題】円筒面あるいは球面等の突出した湾曲面へ板材を簡単かつ強固に固着し、その技術をアイコネクタの回り止めに適応させる。
【解決手段】四角形状に形成され、その一端は固定部位に当接し回り止めとして機能する板材(1)に対し、コネクタ頭部(10a)の湾曲面と板材(1)との接合部に沿った形状に複数の突起部(3)を内径方向に突出して形成した孔部(2)を他端寄りに偏芯して穿設し、コネクタ頭部(10a)の湾曲面にその突出部(3)を当接させ、アイコネクタ(10)側と板材(1)側に電圧を印加して電気抵抗溶接によって両者を固着する。
(もっと読む)
車体のシーム溶接構造
【課題】少なくとも3枚の鋼板が重合する溶接部を高い強度でシーム溶接できるようにする。
【解決手段】縁部に沿って接合フランジを有する4枚の鋼板は、その接合フランジが重合する重合部を一対の溶接ローラ38で挟持して溶接ラインに沿って移動させながら、高電流・高速度のシーム溶接と低電流・低速度のシーム溶接とが交互に行われる。重合部における接合フランジのうち、一方の溶接ローラ38に接触する薄板部位は、表面側の溶け込みが大きい高電流・高速度のシーム溶接によって強固に溶接され、他方の溶接ローラ38に接触する厚板部位は、内部側の溶け込みが大きい低電流・低速度のシーム溶接によって強固に溶接されるため、従来は困難であった厚板を含む少なくとも3枚の鋼板をシーム溶接を連続的に行うことが可能になって作業効率が向上する。
(もっと読む)
ブロワーランナー
【課題】ブロワーランナーはボスと主板を接合しているリベットやボルトが露出部しているため摩耗や騒音や効率低下の問題があった。またボスとシャフトはナットで固定するがネジ部が腐食して固着するため補修時に取り外せない問題があった。ブロワーランナーの翼板は激しく摩耗するので定期的な現地補修が不可欠であり整備に多大なコストや労力を要していた。また補修のための生産機会損失が大きかった。
【解決手段】リベットやボルトの露出部を耐摩耗材で被覆した中空リングでカバーし、ボスやキー溝の空間に油脂を充填しナットシャフトのネジが腐食で固着しないようにした。ブロワーランナーの翼板は金属板や超硬合金などに電気銅メッキやカニゼンメッキを施すとともに液体フラックスを塗布してカーケンドール効果を利用してハイクロム鋳鉄と鋳込むことにより拡散接合し摩耗を防止した。
(もっと読む)
クランクシャフトの製造方法
【課題】クランクウェッブとカウンターウェイトとが溶接によって接合されるクランクシャフトにおいて、接合部が破壊された場合のバックアップ機構が得られるクランクシャフトの製造方法を提供する。
【解決手段】クランクウェッブ2とカウンターウェイト3とは、溶接工程で抵抗溶接(溶接)によって接合されるとともに、曲げ工程で塑性締結によって結合されるので、仮に、インターフェレンス抵抗溶接による接合部21が破壊された場合であっても、塑性締結による結合部22によってカウンターウェイト3がクランクウェッブ2から分離してしまうことを防ぐことができる。したがって、塑性締結による結合部22によって、インターフェレンス抵抗溶接による接合部21をバックアップすることができる。
(もっと読む)
分離板型遠心分離機用分離板の製造方法
【課題】分離板型遠心分離機用分離板の製造方法の提供。
【解決手段】分離板2の円錐面の所定位置に、帯状の分離空間仕切突条部片を一体的に配設する工程においては、前記分離板の円錐面の外周に着脱自在に密嵌合する位置決用円錐面型50を用い、前記位置決用円錐面型50には、予め、前記円錐面21に密着嵌合させた際に前記分離板の所定位置に相応する相応所定位置部位に、前記分離空間仕切突条部片が前記円錐面に一体化される状態で嵌り込む当該分離空間仕切突条部片と同一形状の位置決め孔51を設けておき、前記位置決用円錐面型50を前記分離板2の円錐面に密着嵌合させた状態で、前記位置決め孔51に別体に形成された分離空間仕切突条部片を挿入し、前記円錐面に当該分離空間仕切突条部片を溶接により一体的に配設することを特徴とする。
(もっと読む)
異材接合構造
【課題】異なる金属材相互の接合強度を向上すること。
【解決手段】振止部材(第一部材)14と、前記振止部材14とは異なる金属材で形成された接合部材(第二部材)15とを相互に接合する異材接合構造において、振止部材14を複数の接合部材151,152で挟み、各接合部材151,152を溶接接合する。各接合部材151,152を溶接した溶接材153の収縮により、接合部材151と接合部材152との間で振止部材14を挟持し、振止部材14と接合部材15とが接合される。この結果、異なる金属材を溶接する際の熱処理が不要となり、溶接作業を容易に行える。しかも、溶接材153の収縮によって接合部材151と接合部材152との間で振止部材14を挟持するため、異なる金属材である振止部材14と接合部材15との相互の接合強度を向上できる。
(もっと読む)
フィンチューブの製造法
【課題】フィンとチューブの高周波抵抗溶接では溶接部が一部合金化するのであるがカーケンドールボイドの連鎖的発生による軽石状スパーク接合となる。このことが熱伝導率を低下させ二番腐食を起こさせ溶接外れによるフィンの浮き上がりにつながっていた。また、従来、フィンのチューブ側(チューブと溶接している側)はチューブとの溶接性を考慮してチューブ側には皺を付けないようにしていた。このためフィンとチューブの接触面積が狭く熱効率を低下させていた。
【解決手段】フィンとチューブを高周波抵抗溶接してフィンチューブを製造する方法において、溶接部に液体フラックスを塗布したり、気化装置に液体フラックスを充填し、前気化装置に気体を吹き込んで液体フラックスを気化せしめて気化フラックスを生成し気化フラックスを溶接部に吹き付けたりしながらフィンとチューブを溶接するフィンチューブ製造方法。
(もっと読む)
一体部材及びその製造方法
【課題】要求される特性が互いに異なる部材を溶接にて一体化して一体部材を得るための製造工程を削減して製造コストを低減させ得るとともに、溶接時の割れ等を抑制して歩留まりを向上させることができる一体部材及びその製造方法を提供する。
【解決手段】軸部品は、円環部品よりも炭素含有量が多い部材から成るものとされ、且つ、軸部品3を円環部品に圧入しつつその圧入部に対して通電させることにより電気抵抗溶接し、当該軸部品と円環部品とを一体化し得る電気抵抗溶接工程S2と、電気抵抗溶接工程S2で得られた一体部材に対して浸炭焼入焼戻し又は浸炭浸窒焼入焼戻しすることにより、軸部品及び円環部品に要求される特性に応じた浸炭硬化層をそれぞれ形成する浸炭硬化層形成工程S4とを経て得られる一体部材及びその製造方法である。
(もっと読む)
31 - 40 / 219
[ Back to top ]