
国際特許分類[B23K9/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325)
国際特許分類[B23K9/00]の下位に属する分類
スポットアーク溶接 (13)
アーク切断,ガウジング,スカーフィングまたはデサーフェーシング (7)
シーム溶接;裏あて方法;インサート (621)
結合以外の目的で用いられる溶接,例.肉盛溶接 (194)
アークスタートのための,例.点孤電圧の発生による,またはアーク安定のための装置または回路 (332)
アークの磁性制御のための装置または電気回路 (27)
パルス電流または電圧によるアーク溶接のための装置または回路 (118)
溶接条件の監視または自動制御 (260)
他の電気回路;電撃防止回路;遠隔制御 (91)
スポット溶接,シーム溶接または切断のための電極または加工物の自動的な送給または移動 (843)
被覆溶接棒を用いるもの (9)
シールドガスを用いるもの (834)
サブマージアーク溶接 (164)
スタッド溶接 (88)
パーカッション溶接
溶接される材料の性質を考慮したもの (418)
予備処理 (131)
電極に関連した特徴を有するもの (293)
付属具 (168)
国際特許分類[B23K9/00]に分類される特許
591 - 600 / 714
アーク溶接開始方法

【課題】 ワーク3を形成する板材が亜鉛メッキ鋼板である場合、板材間及びワーク3・設置台2間の接触抵抗値が大きくなるために、アークスタート性が悪くなる。本発明は、このような溶接条件下でのアークスタート性の改善を目的とする。
【解決手段】 本発明は、ワーク3を設置台2に取り付けてアーク溶接を開始するアーク溶接開始方法において、溶接開始指令Stが出力されると、給電金具7をワーク3に押し付けてワーク3と設置台2とを接触状態にし、前記給電金具7と設置台2との間に電圧を印加して前記給電金具7からワーク3を経て設置台2へと接触電流Isを通電してワーク3・設置台2間の接触抵抗を減少させ、前記接触電流Isの通電を停止した後に溶接電源PSによって溶接用電極1とワーク3との間にアークを発生させて溶接を開始する、ことを特徴とするアーク溶接開始方法である。
(もっと読む)
金属体の応力腐食割れ防止方法

【課題】簡便な施工で耐SCC性が向上する金属体のSCC防止方法を提供する。
【解決手段】熱影響を受けたニッケル基合金からなる金属体1の応力腐食割れ防止方法において,前記ニッケル基合金の安定化パラメータが8以上でかつ12未満のNbならびにCrを含有するニッケル基合金であって,前記熱影響を受けた熱影響部4の表層を加熱して再溶解6することを特徴とする。
(もっと読む)
溶接トーチ、溶接ヘッド、ガスノズルおよび接触パイプ並びに溶接後工程の制御方法
本発明は、シングルまたはマルチワイヤの溶接トーチ6、より具体的には、レーザ複合式のシングルまたはマルチワイヤの溶接トーチ6に関し、溶接トーチ6は、溶接装置にホースパックを介して接続され、トーチハンドル、筒状の溶接トーチハウジング、接触ハウジング、接触チューブ20a,20bおよびガスノズル2のようないくつかの構成要素からなり、接触チューブ20a,20bおよびガスノズル2を受け入れる内部挿入物28が溶接トーチハウジングの端部領域に取り付けられている。少なくとも部分的に柔軟な材料からなる固定部材30が、内部挿入物28またはハウジング2の上に配置され、必要に応じ、内部挿入物28とガスノズル2との間の、特に気密な接続を引き起こす。この接続は、固定部材の空間的膨張によって達成され得る。ロボット溶接システム、溶接トーチ6用のガスノズルキャップおよびガスノズル2のプロセス制御の方法も開示されている。 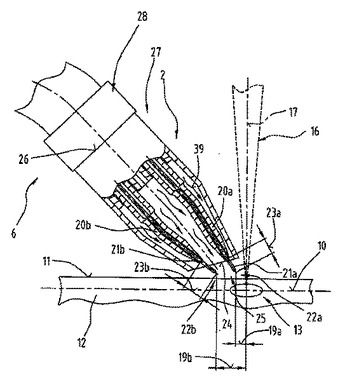 (もっと読む)
(もっと読む)
真空容器
【課題】溶接部に応力がかからない真空容器を提供する。
【解決手段】銅材1,2同士が溶接されてなる真空容器7であって、一方の銅材1の端部に外側へ向けてL字状に折り曲げられたつば部3が形成され、このつば部3に他方の銅材2を接面させるとともにつば部3の先端が他方の銅材2に溶接される。
(もっと読む)
鉄道車両構体
【課題】 側構体と屋根構体との接合部分にできる段差や樋をホームに立った乗客から見えないようにした鉄道車両構体を提供すること。
【解決手段】 側構体1、屋根構体2、妻構及び台枠を接合することによりなるものであって、側構体1は、その上部が湾曲して屋根構体2側に延び、その端部11aが低い位置にある屋根構体2の端部と接続板41によって接合され、その接続板41によってできた車体長手方向に連続する側構体1と屋根構体2との段差が樋42を構成する鉄道車両構体。
(もっと読む)
多重管の接合方法及び多重管
【課題】 耐食性の低下が少ない多重管の接合方法及び多重管を提供する。
【解決手段】 2本の多重管1a、1bのそれぞれの一端面同士を接合する多重管の接合方法において、それぞれの多重管は低合金鋼からなる内管2a,2bと、内管の外周に配されたステンレス鋼からなる外管3a,3bとを備え、2本の多重管のそれぞれの一端面同士の間にアモルファスシートからなるインサート材を介在させた状態で、端面同士を突き合わせ、端面近傍を加熱してインサート材の融点以上かつ多重管の融点以下の温度に保持する。
(もっと読む)
溶接構造物及び構造物の溶接方法
【課題】発電プラントを構成する溶接構造物及び構造物の溶接方法において、き裂の発生及び進展を抑制することによって構造物の長寿命化を実現すること。
【解決手段】少なくとも腐食環境と接触する溶接構造物10において、被溶接領域12内に、オーステナイトからマルテンサイト又はベイナイトに変態する溶接材料を溶着してなる第1溶接材料層13を、この第1溶接材料層13の表面を含み腐食環境と接触する領域に、母材11a,11bと同等以上の耐腐食性をもつ溶接材料を溶着してなる第2溶接材料層14を有した。
(もっと読む)
直交関係で組み付ける角パイプ組付構造
【課題】 高い精度の直交関係で角パイプを組み付ける角パイプ組付構造を提供する。
【解決手段】 組み付けるX軸角パイプ10及びY軸角パイプ20の各上面板110,210に対となる上斜め端部150,250を、各内周面板120,220に内凸端部260及び内凹端部162を、各下面板130,230に対となる下斜め端部170,270を、そして各外周面板140,240に外凸端部180及び外凹端部282をそれぞれ割り当ててなり、X軸角パイプ10及びY軸角パイプ20は、対となる上斜め端部150,250同士又は下斜め端部170,270同士を接面させ、内凹端部162に内凸端部260を嵌合し、そして外凸端部180を外凹端部282に嵌合して、内周面板220に内凹端面163を外接させた内凹端部162を隅肉溶接する角パイプ組付構造である。
(もっと読む)
強度を持たせ、かつ平面度を維持する溶接法
【課題】鋼製円盤の薄板上所定の位置に、ケーブルポスト金具その他の円筒状部材を、該円筒の軸心が前記鋼製円盤に直交するように立設し、変圧器を収納するスチールドラム缶状ケースの密封性を保持し、そして鋼製円盤の強度と剛性を維持できるようにする。
【解決手段】変圧器を収納するスチールドラム缶状ケースの蓋を延性のある鋼製薄板で構成し、該鋼製円盤の薄板上所定の位置に、所定直径の円形孔を開設し、金型で該円形孔を深絞りして円環状突起を前記スチールドラム缶蓋の内面に形設し、該円環状突起の内側に前記ケーブルポスト金具その他の円筒状部材の一方端部外面全周を前記円環状突起内面に全周溶接する溶接法。
(もっと読む)
溶接条件選択制御方法
【課題】溶接電源に予め記憶された複数の溶接条件から所望の溶接条件を、トーチスイッチ操作によって選択することができるようにすること。
【解決手段】本発明は、溶接電源に複数の溶接条件を予め記憶させ、スイッチ等による溶接条件選択操作によって前記複数の溶接条件の中から1つを選択して溶接を行う溶接条件選択制御方法において、溶接トーチに設けられたトーチスイッチがダブルクリック操作されると溶接電源を溶接条件選択モードに移行させ、この溶接条件選択モード中はトーチスイッチの操作によって複数の溶接条件の中から1つを選択し、前記溶接条件選択モード中にトーチスイッチがダブルクリック操作されると溶接電源を溶接モードに移行させ、トーチスイッチの操作によって前記選択された溶接条件で溶接を行う溶接条件選択制御方法である。
(もっと読む)
591 - 600 / 714
[ Back to top ]