
国際特許分類[B23K9/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325)
国際特許分類[B23K9/00]の下位に属する分類
スポットアーク溶接 (13)
アーク切断,ガウジング,スカーフィングまたはデサーフェーシング (7)
シーム溶接;裏あて方法;インサート (621)
結合以外の目的で用いられる溶接,例.肉盛溶接 (194)
アークスタートのための,例.点孤電圧の発生による,またはアーク安定のための装置または回路 (332)
アークの磁性制御のための装置または電気回路 (27)
パルス電流または電圧によるアーク溶接のための装置または回路 (118)
溶接条件の監視または自動制御 (260)
他の電気回路;電撃防止回路;遠隔制御 (91)
スポット溶接,シーム溶接または切断のための電極または加工物の自動的な送給または移動 (843)
被覆溶接棒を用いるもの (9)
シールドガスを用いるもの (834)
サブマージアーク溶接 (164)
スタッド溶接 (88)
パーカッション溶接
溶接される材料の性質を考慮したもの (418)
予備処理 (131)
電極に関連した特徴を有するもの (293)
付属具 (168)
国際特許分類[B23K9/00]に分類される特許
561 - 570 / 714
アークスタート制御方法
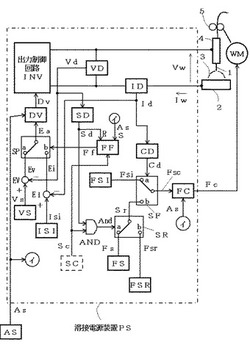
【課題】 消耗電極ガスシールドアーク溶接において、通常のアークスタート制御では、溶接ワイヤの種類、送給速度等の溶接条件によってはアークスタート性が悪い場合がある。他方、アークスタート時に溶接ワイヤが母材に接触すると溶接ワイヤを少し引き戻してアークを確実に発生させた後に再び送給するリトラクトアークスタート制御では、1回当りのアークスタートに要する時間が長くなるために生産効率が低下すると共に、送給モータ及び溶接トーチの消耗部品の摩耗が激しいためにそれらの交換間隔が短くなる。
【解決手段】 本発明は、リトラクトアークスタート制御と通常アークスタート制御とを備え、溶接ロボットの作業プログラムによってリトラクトアークスタート制御と通常アークスタート制御とを切り換えてアークスタートさせる制御方法である。
(もっと読む)
電動弁および電磁弁

【課題】ケース肉厚の増大による励磁力効率の低下を招来することなく、溶接熱影響による許容応力の低下を補償して所要の耐圧破壊強度を得ることを達成したうえで、ロータケースの材料費の削減、高い生産性によって低廉化を図ること。
【解決手段】ロータケース33の弁ハウジング11に対する突合せ溶接部の肉厚ts’をコイル装着部の肉厚tsに比して厚くし、ロータケース33は溶接端縁部の肉厚に相当する肉厚の素材を深絞り加工した深絞り加工品とする。
(もっと読む)
姿勢制御治具
【課題】車体フレーム等のワークを溶接するにあたり、高精度に位置決め保持するとともに、姿勢の変換を簡単な構成で行うことができるようにし、しかも、すべての機種に簡易に対応できるようにする。
【解決手段】基台20の枢支軸21周りに回動自在な回転体22に、車体フレーム(ワークW)のヘッドパイプを保持するヘッドパイプ固定部23と、ピボットを保持するピボット支持台26の基準ピン部27を設け、ピボット支持台26をスライド自在にすることで、基準ピン部27とヘッドパイプ固定部23の相互距離を調整可能にする。また、ヘッドパイプ固定部23の挿入バーjの傾斜角を固定、フリー状態自在にし、あらゆる機種のワークWを保持できるようにする。また、枢支軸21と基準ピン部27を結ぶ線周りに回転体22を回転自在にする。
(もっと読む)
円筒構造物の溶接方法
【課題】残留応力の少ない円筒構造物の溶接方法を提供する。
【解決手段】円筒構造物を構成する円筒1a,1bに内圧を負荷して半径方向に押し広げる(1)内圧負荷工程と、内圧負荷状態において前記円筒の溶接を行う(2)溶接工程と、溶接終了後内圧を取り除く(3)内圧除去工程とを備えている構成とする。
(もっと読む)
隅肉溶接方法および装置
【課題】 開口がある隅肉溶接の全自動化。溶接位置精度,信頼性の向上。
【解決手段】 下板Xと、下端面に開口A,Bがある立板Yによって形成されるコーナを溶接する隅肉溶接において、溶接方向yに、前方から第1の開口検知手段S1,溶接トーチ8および第2の開口検知手段S2をこの順に配置し、開口幅をL1、S1/溶接トーチ間距離をL2、S2/溶接トーチ間距離をL3、とすると、L2≧L1かつL3≦L1として、S1,S2および溶接トーチの組体を、S1を先頭に、y方向に駆動し、S2の開口始端検出に基づくタイミングYcで駆動を停止して溶接スタート処理を行い、その後に組体を再駆動しアークを継続して隅肉溶接する第1行程と、S1の開口終端検出に基づくタイミングYdで駆動を停止しクレータ処理を行い、その後にアークを停止する第2行程と、を含む隅肉溶接方法。
(もっと読む)
蒸気タービン用の溶接されたノズル組立体
【課題】蒸気流路を改良するための溶接されたノズル組立体およびそのノズルの組立て方法を提供すること。
【解決手段】ブレードまたはエーロフォイル(42)を内側壁と外側壁(44、46)の間に有する蒸気タービンノズルシングレット(40)が提供される。側壁は、リング内の相補的凹部で受けられ、軸方向に短い低入熱の溶接、例えばeビ−ム溶接を可能にする段またはフランジ(56、58)を含む。これらの相補形の段および凹部は、シングレットをリング間で機械的にインターロックし、溶接部に不具合が生じた場合にシングレットが変位するのを防ぐ。低入熱溶接はノズル流路のゆがみを最小限に抑えまたは解消する。シングレット上の追加の機構が、フライス盤で異なるサイズのシングレットを形成するための基準を与える。
(もっと読む)
溶接管理方法、溶接管理システム、鉄骨構造物、ICタグ
【課題】ICタグを用いて溶接情報を確実に管理することのできる溶接管理システムを提供する。
【解決手段】溶接管理システムは、溶接情報データベース30を備える、工事事務所に配置されたサーバシステム20と、溶接実施予定の鉄骨部材71の表面に貼付されたICタグ70と、工事現場で作業員が携帯する携帯端末40と、で構成され、携帯端末40は、溶接の施工管理項目に関する溶接管理情報を含む溶接情報の入力を受付ける入力受付手段と、溶接情報をICタグ70に記録するICタグ記録手段と、を備え、サーバシステム20は、溶接終了後に回収されたICタグ70に記録された溶接情報を読取るICタグ読取手段と、ICタグ70より読取った溶接情報を溶接情報データベース30に記録する記録手段と、溶接情報データベース30に記録された溶接情報を取得する手段と、読み取った溶接情報を集計して、溶接管理帳票を印刷出力する印刷出力手段と、を備える。
(もっと読む)
被覆鋼管の製造方法
【課題】鋼管の外面と被覆材の内面との間に形成される空間に残留する残留空気が減少され,防食能力の優れた被覆鋼管を提供する。
【解決手段】鋼管2の外面の少なくとも一部を全周に亘って複数の被覆材3〜7で被覆する際に,各被覆材3〜7のうちの1枚を鋼管2の外面に周方向に巻付ける度に,巻付けられた被覆材3〜7の外面に複数のベルト60を周方向に巻付けて結束し,巻付けられた被覆材3〜7を鋼管2の外面に緊締固定し,被覆材3〜7を鋼管2の外面に密着させてから溶接による1次仮付けを行う。
(もっと読む)
鉄道車両の構体材溶接接合方法とそれに用いる継手構造
【課題】構造を複雑化することなく、軽量化も特に損なわないで、十分な強度が長期に確保できるようにする。
【解決手段】アルミニウム系の押出し形材よりなりダブルスキン構造を有した構体材対1、2の側縁1a、2a間において、内面板1c、2cどうしの突き合せ部と、外面板1b、2bどうしの突き合わせ部とを、溶接して接合し構体を形成するのに、外面板1b、2bどうしおよび内面板1c、2cどうしの突合せ部が形成する溶接のグルーブ17まわりにおける溶接後の強度弱点域30に対応する部分を通常値よりも増厚しておき、突合せ部を溶接し接合する。
(もっと読む)
低圧タービンにおける溶接されたロータの製造方法
【課題】低圧タービンにおける最終段に対して問題なく高い強度の鋼を使用することができる、低圧タービンにおいて溶接されたロータの製造方法を提供すること。
【解決手段】低圧タービンにおける溶接されたロータ10の製造方法において、1)第1の鍛造部品12,13の最小降伏点を700MPaとするとともに、第2の鍛造部品11,14を鉄のほか、3.5%のNi、1.5%のCr、0.35%のMo、0.1%のV及び0.25%のCから成る熱処理された3.5NiCrMoV鋼で形成するステップと、2)溶接材料から成る塗布層20を第2の鍛造部品の表面19に塗布するステップと、3)溶接後、塗布層である溶接材料及び熱影響域を第1の応力除去焼なましによって軟化させるステップと、4)溶接箇所が形成されるように第1及び第2の鍛造部品を組み立て、溶接箇所を、溶接部15,16が形成されるよう溶接材料によって充填するステップと、5)溶接後、溶接部に第2の応力除去焼なましを施すステップとを行う。 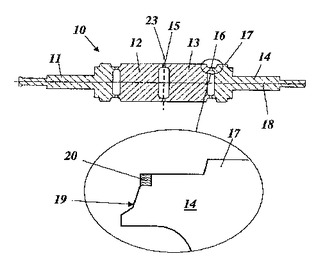 (もっと読む)
(もっと読む)
561 - 570 / 714
[ Back to top ]