
国際特許分類[B23K9/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325)
国際特許分類[B23K9/00]の下位に属する分類
スポットアーク溶接 (13)
アーク切断,ガウジング,スカーフィングまたはデサーフェーシング (7)
シーム溶接;裏あて方法;インサート (621)
結合以外の目的で用いられる溶接,例.肉盛溶接 (194)
アークスタートのための,例.点孤電圧の発生による,またはアーク安定のための装置または回路 (332)
アークの磁性制御のための装置または電気回路 (27)
パルス電流または電圧によるアーク溶接のための装置または回路 (118)
溶接条件の監視または自動制御 (260)
他の電気回路;電撃防止回路;遠隔制御 (91)
スポット溶接,シーム溶接または切断のための電極または加工物の自動的な送給または移動 (843)
被覆溶接棒を用いるもの (9)
シールドガスを用いるもの (834)
サブマージアーク溶接 (164)
スタッド溶接 (88)
パーカッション溶接
溶接される材料の性質を考慮したもの (418)
予備処理 (131)
電極に関連した特徴を有するもの (293)
付属具 (168)
国際特許分類[B23K9/00]に分類される特許
571 - 580 / 714
被覆鋼管の製造方法
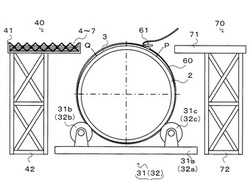
【課題】鋼管の外面と被覆材の内面との間に形成される空間に残留する残留空気が減少され,防食能力の優れた被覆鋼管を提供する。
【解決手段】鋼管2の外面の少なくとも一部を全周に亘って複数の被覆材3〜7で被覆する際に,各被覆材3〜7のうちの1枚を鋼管2の外面に周方向に巻付ける度に,巻付けられた被覆材3〜7の外面に複数のベルト60を周方向に巻付けて結束し,巻付けられた被覆材3〜7を鋼管2の外面に緊締固定し,被覆材3〜7を鋼管2の外面に密着させてから溶接による1次仮付けを行う。
(もっと読む)
無段変速機用プッシュベルトの支持リングの形成方法
基本材料のストリップを提供するステップと、ストリップをリング(8)状に曲げるステップと、溶接によりストリップの末端(21、22)を互いに固定するステップとを含む、無段変速機のプッシュベルトのリング(8)を製造する方法。形成されるリング(8)の縁部における不均一性を防止するために、ストリップの対向する側に配置される、溶接補助具(31、32)を適用する。溶接(41)は一方の溶接補助具(31、32)で開始され、この溶接(41)は他方の溶接補助具(31、32)で終了する。溶接工程の後、溶接補助具(31、32)をリング(8)から分離する。曲げられた多数のストリップを一列に配置し、単一の溶接動作による溶接で閉じることが可能である。さらに、一列に並ぶ複数のリング(8)の外側のリング(8)を溶接補助具として用いて、この列以外のリング(8)のみをプッシュベルトに適用することが可能である。 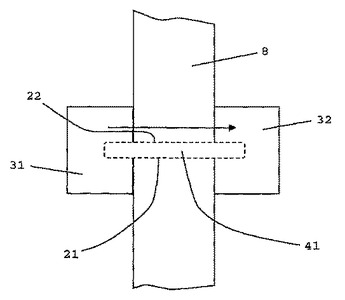 (もっと読む)
(もっと読む)
ボイラ火炉及びボイラ火炉用パネルの製造方法

【課題】肉盛溶接に伴うボイラ火炉用パネルの変形を抑制して変形の修正作業時間の短縮を図ることができ、しかも、鋼管の熱効率の低下の抑制が可能なボイラ火炉及びボイラ火炉用パネルの製造方法を提供することを目的とする。
【解決手段】上記課題は、鋼管と平鋼の溶接継手部を隅肉溶接して隅肉溶接部を形成し、火炉内面側の当該鋼管と平鋼の表面に耐食性材料を肉盛溶接して肉盛溶接部を形成したボイラ火炉用パネルを使用したボイラ火炉において、火炉外面側にのみ前記隅肉溶接部を形成したボイラ火炉とする構成によって達成する。
(もっと読む)
溶接方法
【課題】狭開先溶接の溶接割れや機械特性劣化を簡易な手段で防止する溶接方法を提供する。
【解決手段】所定条件で行われる溶接において母材にできる溶融池の固有振動数よりも小さい加振振動数、好ましくは20Hz以下、更に好ましくは1〜5Hzの振動数の振動を、偏心モータ等の機械的な振動を発生する装置によって母材に与えながら、母材を溶接する。
(もっと読む)
流体用弁箱および改良された製造方法
流体用弁箱および改良された製造方法が開示されている。開示された流体用弁箱は、互いに連結され弁箱の少なくとも一部を形成しているパイプ(210)および第二部材(220)を備えている。  (もっと読む)
(もっと読む)
2電極アーク溶接のアークスタート制御方法
【課題】 消耗電極1a及び非消耗電極1bを溶接トーチ先端の1つのシールドガスノズル5内に設け、消耗電極アーク及び非消耗電極アークを発生させて溶接する2電極アーク溶接において、高周波放電高電圧を印加しないでスパッタのないアークスタートを実現する。
【解決手段】 本発明は、消耗電極を母材へ前進送給し、母材と接触すると後退送給し、消耗電極が母材から離れると小電流値の初期アークを発生させ、この初期アークを維持しながら後退送給を所定期間Td継続してアーク長を高くし、期間が経過すると消耗電極を定常送給速度で再前進送給して大電流値の定常アークに移行させ、この定常アークによって非消耗電極と母材との空間にプラズマ雰囲気を充満させて非消耗電極アークを発生させる2電極アーク溶接のアークスタート制御方法である。
(もっと読む)
建設機械の作業機構成部材と補強部材の接合方法
【課題】作業機構成部材が作業負荷を繰り返し受けても補強部材の補強機能を十分に維持することができ、かつ、両部材が溶接後に凹状に変形するのを抑制できる建設機械の作業機構成部材と補強部材の接合方法を提供する。
【解決手段】作業機構成部材4の一方の面4aに補強部材5の一方の面5aを接合する建設機械の作業機構成部材と補強部材の接合方法において、作業機構成部材4の一方の面4aと補強部材5の周縁部5bとを隅肉溶接するほか、補強部材5の他方の面から熱を加えて作業機構成部材4まで溶け込ませた深溶け込み溶接部8を形成し、作業機構成部材5の他方の面から熱を加えて補強部材5まで溶け込ませた深溶け込み溶接部9を形成する。
(もっと読む)
建設機械の管状構造物の製造方法及び建設機械の管状構造物
【課題】製造作業の作業性を維持しながら、充分な疲労強度及び優れた美観を有する建設機械の管状構造物を製造することができる方法及び疲労強度を充分に確保しながら美観にも優れた建設機械の管状構造物を提供すること。
【解決手段】板材14〜17同士を組み合わせて相互接合する工程と補強板20を板材14、15に連結する工程とを含む組立工程を行なう前に、補強板20と特定の板材14、15との連結箇所について、板材14、15の内側面上に補助板19を配置してこの補助板19の長手方向の両端面と板材14、15の内側面とを跨ぐように前記両端面に沿って隅肉溶接を施す両側溶接工程を行い、補強板連結工程においては、補助板19が設けられた連結箇所について、この補助板19の表面に補強板20の端部を当ててこの端部の片側面と補助板19の表面とを跨ぐように当該端部に沿って隅肉溶接を施すことにより補強板20を板材14〜17に連結する。
(もっと読む)
スタブシャフト用一体型裏当てリングによる回転装置の溶接補修およびそれに関連した方法
【課題】ルートすなわち溶接溝の基部のところに、ロータまたはスタブシャフト端部に機械加工された一体型裏当てリングを提供する。
【解決手段】スタブシャフト部分(16)が、ロータシャフト(12)の再利用される端部分に溶接されるように適合され、ほぼ均一な内径を有する中空の円筒形部材およびほぼV字形の溶接溝(22)の片側を形成するように適合された第1の面取り端部(18)を含み、一体型裏当てリング(20)が、面取り端部(18)を超えて軸方向に延び、径方向外側表面(30)に円周方向の陥凹部(28)を有する。
(もっと読む)
デッキプレートの補強方法、および補強構造
【課題】大電流パルスMAG溶接方法を用いて、Uリブ等の閉断面構造の補強材とデッキプレートとの溶接を完全溶け込み溶接とする技術を提案し、溶接部分における疲労強度の向上を図ること。
【解決手段】閉断面構造のリブをデッキプレートに溶接することによって前記デッキプレートを補強するデッキプレートの補強方法において、前記リブの止端部と前記デッキプレートとは裏波完全溶け込み溶接方法によって溶接する。リブの止端部は大電流パルスMAGによるガウジングレス完全溶込み溶接方法で溶接する。
(もっと読む)
571 - 580 / 714
[ Back to top ]