
国際特許分類[B29C45/17]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151)
国際特許分類[B29C45/17]の下位に属する分類
射出成形機への材料の供給 (157)
射出ノズル (188)
金型 (3,741)
スプルーまたはインゲートのための切断装置 (141)
成形品の取り出しまたは突き出し (799)
成形材料を可塑化,均質化または金型内に圧入するための手段 (1,200)
型開き,型閉めまたはクランプ装置 (585)
型開き,型閉めまたはクランプ装置と組み合わせた,成形材料を可塑化もしくは均質化または型内に圧入するための手段 (217)
加熱または冷却 (620)
計量,制御または調整 (1,738)
潤滑手段 (31)
安全装置 (121)
国際特許分類[B29C45/17]に分類される特許
21 - 30 / 613
射出成形機
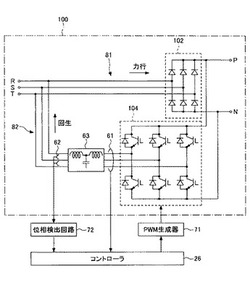
【課題】モータの回生電力を効率的に回生できる、射出成形機を提供すること。
【解決手段】モータと、前記モータを駆動する駆動回路と、前記駆動回路に電力を供給する整流器102とを備える射出成形機であって、前記モータの回生電力の回生経路82が整流器102に並列接続され、前記駆動回路と整流器102との間の直流電力を交流電力に変換するブリッジ回路104と、ブリッジ回路104によって変換された交流電力が入力される高調波成分抑制部63とを回生経路82に備えるとともに、ブリッジ回路104によって変換された交流電力の電流波形が正弦波になるようにブリッジ回路104の動作を制御するコントローラ26を備えることを特徴とする、射出成形機。
(もっと読む)
射出成形機

【課題】長尺の部品が組み付けられるエンドプレートの設置位置をより柔軟に設定可能な射出成形機を提供すること。
【解決手段】竪型射出成形機100は、型締用ボールねじ機構50が組み付けられるエンドプレート12と、上端が可動プラテン11に結合され下端がエンドプレート12に結合されるタイバー13a〜13bとを備える。エンドプレート12は、エンドプレート12の剛性を補強する補強部12xを含み、補強部12xは、エンドプレート12に対して脱着可能である。
(もっと読む)
プラスチックボトル用プリフォーム及びプラスチックボトル
【課題】本発明の目的は、軽量化を図りながら、必要な座屈強度を有するプラスチックボトル及びそれを成形可能なプラスチックボトル用プリフォームを提供することである。
【解決手段】本発明に係るプラスチックボトル用のプリフォーム100は、ネックサポートリング14が下端に設けられた口部10と、ネックサポートリング14の下に連接する筒状の胴部20と、胴部20の下に連接する底部30とを備えるプラスチックボトル用のプリフォームにおいて、胴部20及び底部30を外周面S2側から薄肉化して、胴部20及び底部30の外周面S2に、胴部20の上端20aから底部30に至る縦リブ50を複数本設けてなる。
(もっと読む)
竪型射出成形機
【課題】全高を増大させることなく、射出ノズルから放出されるパージ材をパージ材受け皿に受け取れるようにする竪型射出成形機を提供すること。
【解決手段】鉛直方向下側の面11Uに上側金型15を取り付け可能な上側プラテン11と鉛直方向上側の面に下側金型16を取り付け可能な下側プラテン10とを有する竪型射出成形機100において、上側プラテン11は、上側プラテン11を鉛直方向に貫通する射出ノズル挿入孔50と、上側プラテン11の側面から該射出ノズル挿入孔50に通じるパージ材受け皿挿入孔51とを有する。
(もっと読む)
射出装置
【課題】簡単な構成で潤滑剤の供給を可能とした射出装置を提供する。
【解決手段】筒状に形成されて一方側にスクリュ31が接続されると共に他方側に射出モータ43に接続されたボールねじ46が接続され、外周に第1のスプライン49が設けられた回転摺動部材40と、回転摺動部材40を囲繞するよう配設されており計量モータ42に配設された第2のスプライン47が第1のスプライン49とスプライン係合することにより回転摺動部材40を回転させる計量モータ42とを有する射出装置であって、回転摺動部材40は、潤滑剤61を当該回転摺動部材40の内側から第1及び第2のスプライン49,47の係合位置に供給する貫通孔61を有する。
(もっと読む)
成形用金型、成形装置、及び成形品の製造方法。
【課題】成形品にバリを生じにくくすることができる成形用金型、成形装置、及び成形品の成形方法を提供する。
【解決手段】成形装置100は、金型110を有する。金型110は、下型114と、下型114と接触する上型116とを有し、下型114と上型116との間に熱硬化性樹脂を保持するキャビティ120が形成される。金型110は、下型114と上型116とが接触するパーティング面144に配置され、キャビティ120に保持された光硬化性樹脂と接触して、キャビティ120に保持された光硬化性樹脂に押圧されて弾性変形する弾性体150をさらに有する。
(もっと読む)
樹脂成形装置および樹脂成形方法
【課題】樹脂成形物を高精度かつ容易に成形可能な樹脂成形装置を実現する。
【解決手段】本発明に係るレンズ成形装置100は、樹脂材料に所定のレンズ形状を転写するための転写面1aを有する成形金型1と、樹脂材料に所定のレンズ形状を転写するための転写面2aを有する成形金型2と、成形金型1を移動させる支持装置3と、転写面1aと転写面2aとの間に供給された樹脂材料を硬化させてレンズを成形する加熱装置4と、成形金型1・2の側面から振動を付与することにより、転写面1a・2aとレンズとの間の少なくとも一部に空隙を形成する超音波振動子5とを備える。
(もっと読む)
ウェルドラインの定量化測定方法及びその測定装置
【課題】本発明は、ウェルドラインの外観評価を数値で管理し、一定の基準で外観評価を行うこと、サンプル表面の複数個所を同時に測定して変動係数の計算に必要なデータを一度の測定で取得し、変動係数を用いることで試料の色間の影響を受けずにウェルドラインの外観評価を一元管理することを目的としている。
【解決手段】このため、光沢計において、ウェルドラインの定量化測定装置用標準板にて標準合わせを行い、光源からの光入射角側絞りにて入角量を絞り試料に照射し、試料からの反射光を受光角側の受光角側絞りを用いずに受光器で受光し、測定された値を基に樹脂のウェルドラインの定量化を行う。また、ウェルドラインの定量化測定方法を実施するためのウェルドラインの定量化測定装置とした。
(もっと読む)
射出成形機の成形品回収シュート
【課題】成形品が回収場所に到達する際の運動エネルギーを小さくすることで、成形品にキズが付いたり折損したりすることを防止することが可能な射出成形機の成形品回収シュートを提供すること。
【解決手段】成形品10を受容する多角形の受け口14と、成形品10を排出する排出口20と、受け口14と排出口20を繋ぐ少なくとも1つの傾斜面16b,16dが設けられた側壁部と、傾斜面16b,16dを受け口14の水平面に投影した形状であってその一辺が傾斜面16b,16dに回転可能に取り付けられた可動蓋30b,30dと、成形品10を受容する時には受け口14を塞ぐように水平となる位置に可動蓋30b,30dを駆動し、成形品10を排出する際には可動蓋30b,30dを傾斜面16b,16dに沿って傾斜するように駆動するエアシリンダ32b,32dと、を有する射出成形機の成形品回収シュート12。
(もっと読む)
樹脂成形体の成形金型装置
【課題】油圧シリンダーを用いずに一方のパンチングブロックを可動構造にすることができる樹脂成形体の成形金型装置の提供を図る。
【解決手段】ガススプリング6によってコア型1の型面1Aから突出配置された可動側のパンチングブロック3は、型締め・射出工程でキャビティ型2の型面2Aに設けた固定側のパンチングブロック4により押圧されて後退移動する。これにより、ガススプリング6の大きなばね力によってパンチングブロック3,4の圧接状態が維持され、樹脂成形体D・Tに多数の穿孔を有する多孔部Gの成形が可能となる。
(もっと読む)
21 - 30 / 613
[ Back to top ]