
両面実装基板の製造方法

【課題】一度のリフロー工程で両面実装基板の表面および裏面に電子部品を接合させることができる両面実装基板の製造方法を提供する。
【解決手段】両面実装基板の製造方法において、基板9の裏面に接合される電子部品3,5の形状および電極との接合箇所に応じて形成された凹部7、およびリフロー工程中に蒸発するフラックスを外部へ排出する貫通穴2を有する治具1に電子部品3,5を嵌め込むステップと、電子部品3,5を嵌め込んだ治具1上に基板9を載せるステップと、基板9の表面の所定の位置に電子部品3,5を載せるステップと、基板9および電子部品3,5上に、凹部7、および貫通穴2を有する治具13を載せるステップと、治具1、基板9、および治具13を固定するステップと、治具1と治具13で挟持された基板2を傾斜させた状態で、リフロー炉に通すステップとを有する。
【解決手段】両面実装基板の製造方法において、基板9の裏面に接合される電子部品3,5の形状および電極との接合箇所に応じて形成された凹部7、およびリフロー工程中に蒸発するフラックスを外部へ排出する貫通穴2を有する治具1に電子部品3,5を嵌め込むステップと、電子部品3,5を嵌め込んだ治具1上に基板9を載せるステップと、基板9の表面の所定の位置に電子部品3,5を載せるステップと、基板9および電子部品3,5上に、凹部7、および貫通穴2を有する治具13を載せるステップと、治具1、基板9、および治具13を固定するステップと、治具1と治具13で挟持された基板2を傾斜させた状態で、リフロー炉に通すステップとを有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、治具を用いた両面実装基板の製造方法に関し、特に、両面実装基板の表面および裏面への電子部品の実装時の部品の劣化防止に関するものである。
【背景技術】
【0002】
電子部品を両面実装基板の表面および裏面にはんだ付けする製造方法として、これまでは次に示す方法がなされてきた。
【0003】
まず、基板表面側の電極上に微細はんだ粒とフラックスからなるはんだペーストを塗布した後、電子部品を搭載する。パッケージ部品などの大型の電子部品の搭載箇所には、基板側の一部に熱硬化型接着剤を塗布しておく。
【0004】
その後、リフロー炉を用いてはんだを溶融・凝固させて基板と電子部品を電気的および物理的に接合させる。この際、大型の電子部品は、はんだによる接合以外に熱硬化接着剤によっても基板と接着される。
【0005】
次に、表面に電子部品を接合した状態の基板を反転し、基板裏面側の電極上にはんだペーストを塗布後、電子部品を搭載する。ただし、表面側と違い、大型の電子部品搭載箇所に熱硬化型接着剤を塗布しない。
【0006】
その後、基板裏面側を上に向けた状態でリフロー炉を用いてはんだを溶融・凝固させて基板と電子部品を電気的および物理的に接合させることで両面実装基板が完成する。このとき、事前に接合してあった基板表面側のはんだも溶融状態になるが、大型の電子部品は熱硬化型接着剤で接着されているため落下しない。チップコンデンサ等、小型の電子部品は、はんだの表面張力により保持され、落下しない。
【0007】
しかしながら、従来の両面実装基板の製造方法では、両面実装基板の表面と裏面に電子部品を接合するのに二度のリフロー工程を要するためコストアップ要因となっている。
【0008】
また、一度目のリフロー工程で接合した両面実装基板、電子部品およびはんだ接合部は余計な熱にさらされるため、基板、および電子部品はその分劣化が進行することになる。
【0009】
そこで、従来では、特開平10−12992号公報(特許文献1)に記載されているような、電子部品を収容する凹部が形成されている治具を用いて電子部品が基板から落下するのを防ぐことで基板表裏面に電子部品を一括接合する製造方法が開示されている。
【0010】
また、特開2010−245126号公報(特許文献2)に記載されているような、粘性液体を用いて電子部品が基板から落下するのを防ぐことで基板表裏面に電子部品を一括接合する製造方法が開示されている。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開平10−12992号公報
【特許文献2】特開2010−245126号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
しかしながら、特許文献1の製造方法では電子部品を接合する際、リフロー工程の際にはんだペースト中のフラックスが蒸発し、生じたガスが基板、電子部品、およびはんだ接合部に溜まり、このガスが熱により膨張しようとして高圧化し、電子部品が基板上の電極から浮いたり、ずれることで電子部品の接合不良を生じる可能性がある。また、基板上に形成されている電気配線に付着して腐食の原因になる。
【0013】
また、特許文献2の製造方法ではリフロー工程中に加熱された粘性液体の粘度が下がるため、大型で重い電子部品が基板から落下する可能性がある。
【0014】
そこで、本発明の目的は、一度のリフロー工程で両面実装基板の表面および裏面に電子部品を接合させることができる両面実装基板の製造方法を提供することにある。
【0015】
本発明の前記ならびにその他の目的と新規な特徴は、本明細書の記述および添付図面から明らかになるであろう。
【課題を解決するための手段】
【0016】
本願において開示される発明のうち、代表的なものの概要を簡単に説明すれば、次の通りである。
【0017】
すなわち、代表的なものの概要は、基板上の表面および裏面に形成された電極にはんだペーストを塗布するステップと、基板の裏面に接合される電子部品の形状および電極との接合箇所に応じて形成された凹部、およびリフロー工程中に蒸発するフラックスを外部へ排出する貫通穴を有する治具Aに電子部品を嵌め込むステップと、電子部品を嵌め込んだ治具A上に、電子部品が基板の裏面の所定の位置となるように基板を載せるステップと、基板の表面の所定の位置に電子部品を載せるステップと、基板および電子部品上に、基板の表面に接続される電子部品の形状および電極への接合箇所に応じて形成された凹部、およびリフロー工程中に蒸発するフラックスを外部へ排出するための貫通穴を有する治具Bを載せるステップと、治具A、基板、および治具Bを固定するステップと、治具Aと治具Bで挟持された基板を傾斜させた状態で、リフロー炉に通し、はんだペーストを溶融・凝固させ、基板の表面および裏面の電子部品をはんだ付けするステップとを有するものである。
【発明の効果】
【0018】
本願において開示される発明のうち、代表的なものによって得られる効果を簡単に説明すれば以下の通りである。
【0019】
すなわち、代表的なものによって得られる効果は、一度のリフロー工程で両面実装基板の表面および裏面に電子部品を接合させることができるため、電子部品の劣化を抑えることができ、また、リフロー工程を短TAT(Turn Around Time)化できる。
【0020】
また、治具により電子部品を保持することで、小型でチップ状の電子部品の一方の電極が高さ方向に持ち上がるチップ立ち現象(マンハッタン現象)を抑制でき、また、はんだ接合部の傾きを抑制できる。
【図面の簡単な説明】
【0021】
【図1】本発明の実施の形態1に係る両面実装基板の製造方法による手順を示す図である。
【図2】本発明の実施の形態1に係る両面実装基板の製造方法による手順を示す図である。
【図3】発明の実施の形態1に係る両面実装基板の製造方法による治具の固定方法の具体例を示す図である。
【図4】発明の実施の形態1に係る両面実装基板の製造方法による治具の固定方法の具体例を示す図である。
【図5】発明の実施の形態1に係る両面実装基板の製造方法による治具の固定方法の具体例を示す図である。
【図6】本発明の実施の形態2に係る両面実装基板の製造方法で使用する治具を説明するための図である。
【図7】本発明の実施の形態3に係る両面実装基板の製造方法で使用する治具を説明するための図である。
【図8】発明の実施の形態3に係る両面実装基板の製造方法で使用する治具によるリフロー工程の概略図である。
【発明を実施するための形態】
【0022】
以下、本発明の実施の形態を図面に基づいて詳細に説明する。なお、実施の形態を説明するための全図において、同一の部材には原則として同一の符号を付し、その繰り返しの説明は省略する。
【0023】
(実施の形態1)
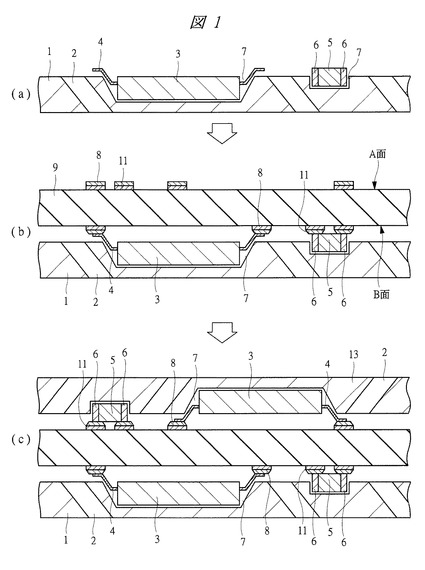
図1および図2により、本発明の実施の形態1に係る両面実装基板の製造方法について説明する。図1および図2は本発明の実施の形態1に係る両面実装基板の製造方法による手順を示す図であり、電子部品の搭載部分の断面図を示している。
【0024】
まず、図1(a)に示すように、両面実装基板の裏面(B面)側に接合する部品の形状、および接合位置に応じて形成された凹部7、および蒸発したフラックスを外部へ排出するための貫通穴2を有する治具A1にパッケージ部品3、およびチップ状電子部品5などの電子部品を収容する。
【0025】
そして、図1(b)に示すように、基板の両面にマスクを用いた印刷プロセスあるいはシリンジを用いた塗布プロセスにより電極11上にはんだペースト8を形成した両面実装基板9を、収容された電子部品と接するように載せる。このとき、両面実装基板9上のはんだペースト8が形成された電極11とパッケージ部品3のリード4、およびチップ状電子部品5の電極6が所定の位置で接するようにする。
【0026】
次に、図1(c)に示すように両面実装基板9の表面(A面)側上にパッケージ部品3、およびチップ状電子部品5などの電子部品を搭載する。このとき、両面実装基板9上のはんだペースト8が形成された電極11とパッケージ部品3のリード4、およびチップ状電子部品5の電極6が所定の位置で接するようにし、両面実装基板の表面(A面)側に接合する部品の形状、および接合位置に応じて形成された凹部7、および蒸発したフラックスを外部へ排出するための貫通穴2を有する治具B13を、パッケージ部品3およびチップ状電子部品5を収容するように載せる。
【0027】
治具A1および治具B13の貫通穴2は、図1(c)に示すように、一方向に傾斜して形成されており、治具A1および治具B13で挟持された両面実装基板9を傾斜させると、貫通穴2が上方向に向くようになっている。
【0028】
次に、治具A1および治具B13で両面実装基板9を挟持した状態を保つように固定される。
【0029】
次に、図2(a)に示すように、治具A1および治具B13で挟持された状態の両面実装基板9を、治具A1および治具B13に形成されている貫通穴2が上方向を向くように傾斜させた状態でリフロー炉12に通し、加熱することではんだペースト8のフラックスを活性化させ、良好なはんだ接合を阻害する接合面の酸化物を還元し、はんだが溶融して両面実装基板9上の電極11とパッケージ部品3のリード4、およびチップ状電子部品5の電極6に濡れ広がり、冷却され、溶融したはんだが凝固することで、図2(b)に示すように接合完了となる。
【0030】
なお、図2(a)では、治具A1および治具B13で挟持された状態の両面実装基板9を垂直にした例を示しているが、貫通穴2により、はんだペースト8から蒸発したフラックスが外部へ排出できる状態であれば、垂直に限らずある程度傾斜させるだけでも可能である。
【0031】
また、治具A1および治具B13上の貫通穴2は、はんだペースト8から蒸発したフラックスを外部へ排出できる位置に配置されており、例えば、はんだペースト8の近くに配置する、または電子部品部分以外の場所に均等に配置するなど、どのように配置するようにしてもよい。
【0032】
フラックスはリフロー工程中に蒸発するが、治具A1および治具B13に形成された貫通穴2や、治具A1および治具B13と両面実装基板9間の隙間から外部へ排出される。
【0033】
治具A1および治具B13に用いる材料としてアルミニウムを主体とする金属、カーボン、およびガラスが考えられる。凹部7の形成は鋳造技術、鍛造技術、切削技術、ドリルあるいはレーザを用いた穴明け技術、ナノインプリント技術のうち、1種以上の技術を用いることで可能となる。
【0034】
透明なガラスを用いる場合、リフロー炉12に通す前に各種電子部品と両面実装基板9間の位置がずれているかを検査でき、ずれている場合は両面実装基板9の貫通穴2を利用して修正することができる。
【0035】
両面実装基板9上に搭載する部品には、ベアチップやBGA(Ball Grid Array)接合タイプの電子部品、および電解コンデンサ等、電子部品の種類に制限はない。
【0036】
次に、図3〜図5により、本発明の実施の形態1に係る両面実装基板の製造方法による治具の固定方法の具体例について説明する。図3〜図5は本発明の実施の形態1に係る両面実装基板の製造方法による治具の固定方法の具体例を示す図である。
【0037】
なお、図3〜図5において、図1(c)などに示している両面実装基板9上の電極11、両面実装基板9に接合されている電子部品、治具に形成されている凹部7および貫通穴2は省略して図示している。
【0038】
図3に示す例では、図1(c)のように両面実装基板9を挟持した治具A1および治具B13の端部を治具C14のように少なくとも1箇所以上クランプ可能な治具を用いて固定している。
【0039】
図4に示す例では、治具D15、治具F20を用いて、治具A1、両面実装基板9、治具B13の少なくとも1つ以上の共通箇所を貫通して固定可能な治具を用いて固定している。
【0040】
治具D15にはネジ山が切られていてもよく、その場合は治具F20の所定の位置にネジ穴を形成しておく。
【0041】
図5に示す例では、治具B13と、治具B13の長さで固定可能な治具E16を用いて固定している。
【0042】
図3〜図5に示すような固定方法で治具が固定された両面実装基板9を、例えば、固定箇所が上下になるようにして、図2に示すようにリフロー炉12に投入し、両面実装基板9を製造する。
【0043】
なお、図3〜図5に示す固定方法の内、2つ以上選択し、組み合わせて固定するようにしてもよい。
【0044】
本実施の形態では、両面実装基板9を2つの治具で挟持して、両面実装基板9上に実装される電子部品を固定し、一度のリフロー工程で両面実装基板の表面および裏面に電子部品を接合させることが可能である。
【0045】
一度のリフロー工程で両面実装基板の表面および裏面に電子部品を接合させることができるため、電子部品の劣化を抑えることができ、また、リフロー工程を短TAT(Turn Around Time)化することが可能である。
【0046】
また、治具により電子部品を保持することで、小型でチップ状の電子部品の一方の電極が高さ方向に持ち上がるチップ立ち現象(マンハッタン現象)を抑制でき、また、はんだ接合部の傾きを抑制することが可能である。
【0047】
(実施の形態2)
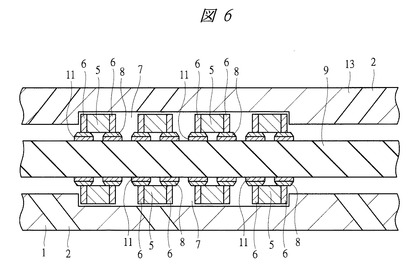
実施の形態2は、実施の形態1において、治具A1および治具B13に形成する凹部7を電子部品1個毎に形成しないようにしたものである。
【0048】
図6により、本発明の実施の形態2に係る両面実装基板の製造方法について説明する。図6は本発明の実施の形態2に係る両面実装基板の製造方法で使用する治具を説明するための図である。
【0049】
図6に示すように、例えば、複数のチップ状電子部品5などの電子部品1個毎に治具A1および治具B13に凹部7を形成していない。両面実装基板9の表面および裏面に接合する電子部品が例えばチップ状電子部品5のような小型で軽量なもので、はんだ接合中に両面実装基板9から落下したり位置ずれすることのない電子部品の場合、この電子部品に対応する凹部7を治具A1および治具B13に設ける必要はなく、大型で重く、はんだ接合中に両面実装基板9から落下したり位置ずれする電子部品のみ1個毎に治具A1および治具B13に凹部7を形成すればよい。
【0050】
本実施の形態では、治具A1および治具B13に電子部品の1個毎に凹部7を設けないため、治具A1および治具B13の製作を簡素化することが可能である。
【0051】
(実施の形態3)
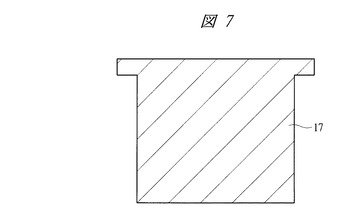
実施の形態3は、実施の形態1、2において、両面実装基板を挟持する治具の形状をT型形状にしたものである。
【0052】
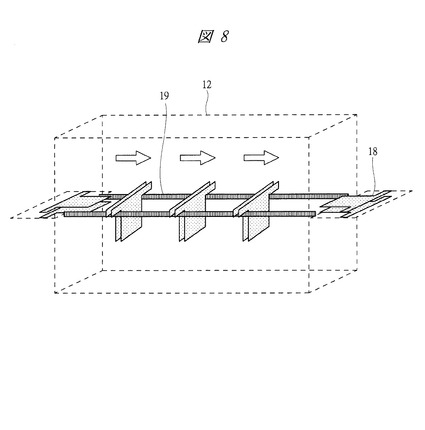
図7および図8により、発明の実施の形態3に係る両面実装基板の製造方法について説明する。図7は本発明の実施の形態3に係る両面実装基板の製造方法で使用する治具を説明するための図であり、治具の平面図を示しており、凹部7および貫通穴2を省略している。図8は発明の実施の形態3に係る両面実装基板の製造方法で使用する治具によるリフロー工程の概略図である。
【0053】
図7および図8において、両面実装基板を挟持する治具17は、T型形状にしており、このT型形状の治具により両面実装基板の表面および裏面を挟持した挟持体18を、図8に示すように、リフロー炉12内のベルトコンベア19により、挟持体18を傾斜させた状態で支持し、リフロー炉12内を通過することができるようにしている。
【0054】
このようにリフロー炉12内をT型形状の治具による挟持体18を傾斜させて通過させることにより、リフロー炉12内で容易に挟持体18を傾斜させることができ、貫通穴2を図2(a)のように上向き状態とし、蒸発したフラックスを外部へ効率的に排出させることが可能である。
【0055】
以上、本発明者によってなされた発明を実施の形態に基づき具体的に説明したが、本発明は前記実施の形態に限定されるものではなく、その要旨を逸脱しない範囲で種々変更可能であることはいうまでもない。
【産業上の利用可能性】
【0056】
本発明は、治具を用いた両面実装基板の製造方法に関し、両面実装基板の表面および裏面への電子部品の接合を1回のリフローで行う製造方法に広く適用可能である。
【符号の説明】
【0057】
1、13、14、15、16、17、20…治具、2…貫通穴、3…パッケージ部品、4…リード、5…チップ状電子部品、6…電極、7…凹部、8…はんだペースト、9…両面実装基板、11…電極、12…リフロー炉、18…挟持体、19…ベルトコンベア。
【技術分野】
【0001】
本発明は、治具を用いた両面実装基板の製造方法に関し、特に、両面実装基板の表面および裏面への電子部品の実装時の部品の劣化防止に関するものである。
【背景技術】
【0002】
電子部品を両面実装基板の表面および裏面にはんだ付けする製造方法として、これまでは次に示す方法がなされてきた。
【0003】
まず、基板表面側の電極上に微細はんだ粒とフラックスからなるはんだペーストを塗布した後、電子部品を搭載する。パッケージ部品などの大型の電子部品の搭載箇所には、基板側の一部に熱硬化型接着剤を塗布しておく。
【0004】
その後、リフロー炉を用いてはんだを溶融・凝固させて基板と電子部品を電気的および物理的に接合させる。この際、大型の電子部品は、はんだによる接合以外に熱硬化接着剤によっても基板と接着される。
【0005】
次に、表面に電子部品を接合した状態の基板を反転し、基板裏面側の電極上にはんだペーストを塗布後、電子部品を搭載する。ただし、表面側と違い、大型の電子部品搭載箇所に熱硬化型接着剤を塗布しない。
【0006】
その後、基板裏面側を上に向けた状態でリフロー炉を用いてはんだを溶融・凝固させて基板と電子部品を電気的および物理的に接合させることで両面実装基板が完成する。このとき、事前に接合してあった基板表面側のはんだも溶融状態になるが、大型の電子部品は熱硬化型接着剤で接着されているため落下しない。チップコンデンサ等、小型の電子部品は、はんだの表面張力により保持され、落下しない。
【0007】
しかしながら、従来の両面実装基板の製造方法では、両面実装基板の表面と裏面に電子部品を接合するのに二度のリフロー工程を要するためコストアップ要因となっている。
【0008】
また、一度目のリフロー工程で接合した両面実装基板、電子部品およびはんだ接合部は余計な熱にさらされるため、基板、および電子部品はその分劣化が進行することになる。
【0009】
そこで、従来では、特開平10−12992号公報(特許文献1)に記載されているような、電子部品を収容する凹部が形成されている治具を用いて電子部品が基板から落下するのを防ぐことで基板表裏面に電子部品を一括接合する製造方法が開示されている。
【0010】
また、特開2010−245126号公報(特許文献2)に記載されているような、粘性液体を用いて電子部品が基板から落下するのを防ぐことで基板表裏面に電子部品を一括接合する製造方法が開示されている。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開平10−12992号公報
【特許文献2】特開2010−245126号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
しかしながら、特許文献1の製造方法では電子部品を接合する際、リフロー工程の際にはんだペースト中のフラックスが蒸発し、生じたガスが基板、電子部品、およびはんだ接合部に溜まり、このガスが熱により膨張しようとして高圧化し、電子部品が基板上の電極から浮いたり、ずれることで電子部品の接合不良を生じる可能性がある。また、基板上に形成されている電気配線に付着して腐食の原因になる。
【0013】
また、特許文献2の製造方法ではリフロー工程中に加熱された粘性液体の粘度が下がるため、大型で重い電子部品が基板から落下する可能性がある。
【0014】
そこで、本発明の目的は、一度のリフロー工程で両面実装基板の表面および裏面に電子部品を接合させることができる両面実装基板の製造方法を提供することにある。
【0015】
本発明の前記ならびにその他の目的と新規な特徴は、本明細書の記述および添付図面から明らかになるであろう。
【課題を解決するための手段】
【0016】
本願において開示される発明のうち、代表的なものの概要を簡単に説明すれば、次の通りである。
【0017】
すなわち、代表的なものの概要は、基板上の表面および裏面に形成された電極にはんだペーストを塗布するステップと、基板の裏面に接合される電子部品の形状および電極との接合箇所に応じて形成された凹部、およびリフロー工程中に蒸発するフラックスを外部へ排出する貫通穴を有する治具Aに電子部品を嵌め込むステップと、電子部品を嵌め込んだ治具A上に、電子部品が基板の裏面の所定の位置となるように基板を載せるステップと、基板の表面の所定の位置に電子部品を載せるステップと、基板および電子部品上に、基板の表面に接続される電子部品の形状および電極への接合箇所に応じて形成された凹部、およびリフロー工程中に蒸発するフラックスを外部へ排出するための貫通穴を有する治具Bを載せるステップと、治具A、基板、および治具Bを固定するステップと、治具Aと治具Bで挟持された基板を傾斜させた状態で、リフロー炉に通し、はんだペーストを溶融・凝固させ、基板の表面および裏面の電子部品をはんだ付けするステップとを有するものである。
【発明の効果】
【0018】
本願において開示される発明のうち、代表的なものによって得られる効果を簡単に説明すれば以下の通りである。
【0019】
すなわち、代表的なものによって得られる効果は、一度のリフロー工程で両面実装基板の表面および裏面に電子部品を接合させることができるため、電子部品の劣化を抑えることができ、また、リフロー工程を短TAT(Turn Around Time)化できる。
【0020】
また、治具により電子部品を保持することで、小型でチップ状の電子部品の一方の電極が高さ方向に持ち上がるチップ立ち現象(マンハッタン現象)を抑制でき、また、はんだ接合部の傾きを抑制できる。
【図面の簡単な説明】
【0021】
【図1】本発明の実施の形態1に係る両面実装基板の製造方法による手順を示す図である。
【図2】本発明の実施の形態1に係る両面実装基板の製造方法による手順を示す図である。
【図3】発明の実施の形態1に係る両面実装基板の製造方法による治具の固定方法の具体例を示す図である。
【図4】発明の実施の形態1に係る両面実装基板の製造方法による治具の固定方法の具体例を示す図である。
【図5】発明の実施の形態1に係る両面実装基板の製造方法による治具の固定方法の具体例を示す図である。
【図6】本発明の実施の形態2に係る両面実装基板の製造方法で使用する治具を説明するための図である。
【図7】本発明の実施の形態3に係る両面実装基板の製造方法で使用する治具を説明するための図である。
【図8】発明の実施の形態3に係る両面実装基板の製造方法で使用する治具によるリフロー工程の概略図である。
【発明を実施するための形態】
【0022】
以下、本発明の実施の形態を図面に基づいて詳細に説明する。なお、実施の形態を説明するための全図において、同一の部材には原則として同一の符号を付し、その繰り返しの説明は省略する。
【0023】
(実施の形態1)
図1および図2により、本発明の実施の形態1に係る両面実装基板の製造方法について説明する。図1および図2は本発明の実施の形態1に係る両面実装基板の製造方法による手順を示す図であり、電子部品の搭載部分の断面図を示している。
【0024】
まず、図1(a)に示すように、両面実装基板の裏面(B面)側に接合する部品の形状、および接合位置に応じて形成された凹部7、および蒸発したフラックスを外部へ排出するための貫通穴2を有する治具A1にパッケージ部品3、およびチップ状電子部品5などの電子部品を収容する。
【0025】
そして、図1(b)に示すように、基板の両面にマスクを用いた印刷プロセスあるいはシリンジを用いた塗布プロセスにより電極11上にはんだペースト8を形成した両面実装基板9を、収容された電子部品と接するように載せる。このとき、両面実装基板9上のはんだペースト8が形成された電極11とパッケージ部品3のリード4、およびチップ状電子部品5の電極6が所定の位置で接するようにする。
【0026】
次に、図1(c)に示すように両面実装基板9の表面(A面)側上にパッケージ部品3、およびチップ状電子部品5などの電子部品を搭載する。このとき、両面実装基板9上のはんだペースト8が形成された電極11とパッケージ部品3のリード4、およびチップ状電子部品5の電極6が所定の位置で接するようにし、両面実装基板の表面(A面)側に接合する部品の形状、および接合位置に応じて形成された凹部7、および蒸発したフラックスを外部へ排出するための貫通穴2を有する治具B13を、パッケージ部品3およびチップ状電子部品5を収容するように載せる。
【0027】
治具A1および治具B13の貫通穴2は、図1(c)に示すように、一方向に傾斜して形成されており、治具A1および治具B13で挟持された両面実装基板9を傾斜させると、貫通穴2が上方向に向くようになっている。
【0028】
次に、治具A1および治具B13で両面実装基板9を挟持した状態を保つように固定される。
【0029】
次に、図2(a)に示すように、治具A1および治具B13で挟持された状態の両面実装基板9を、治具A1および治具B13に形成されている貫通穴2が上方向を向くように傾斜させた状態でリフロー炉12に通し、加熱することではんだペースト8のフラックスを活性化させ、良好なはんだ接合を阻害する接合面の酸化物を還元し、はんだが溶融して両面実装基板9上の電極11とパッケージ部品3のリード4、およびチップ状電子部品5の電極6に濡れ広がり、冷却され、溶融したはんだが凝固することで、図2(b)に示すように接合完了となる。
【0030】
なお、図2(a)では、治具A1および治具B13で挟持された状態の両面実装基板9を垂直にした例を示しているが、貫通穴2により、はんだペースト8から蒸発したフラックスが外部へ排出できる状態であれば、垂直に限らずある程度傾斜させるだけでも可能である。
【0031】
また、治具A1および治具B13上の貫通穴2は、はんだペースト8から蒸発したフラックスを外部へ排出できる位置に配置されており、例えば、はんだペースト8の近くに配置する、または電子部品部分以外の場所に均等に配置するなど、どのように配置するようにしてもよい。
【0032】
フラックスはリフロー工程中に蒸発するが、治具A1および治具B13に形成された貫通穴2や、治具A1および治具B13と両面実装基板9間の隙間から外部へ排出される。
【0033】
治具A1および治具B13に用いる材料としてアルミニウムを主体とする金属、カーボン、およびガラスが考えられる。凹部7の形成は鋳造技術、鍛造技術、切削技術、ドリルあるいはレーザを用いた穴明け技術、ナノインプリント技術のうち、1種以上の技術を用いることで可能となる。
【0034】
透明なガラスを用いる場合、リフロー炉12に通す前に各種電子部品と両面実装基板9間の位置がずれているかを検査でき、ずれている場合は両面実装基板9の貫通穴2を利用して修正することができる。
【0035】
両面実装基板9上に搭載する部品には、ベアチップやBGA(Ball Grid Array)接合タイプの電子部品、および電解コンデンサ等、電子部品の種類に制限はない。
【0036】
次に、図3〜図5により、本発明の実施の形態1に係る両面実装基板の製造方法による治具の固定方法の具体例について説明する。図3〜図5は本発明の実施の形態1に係る両面実装基板の製造方法による治具の固定方法の具体例を示す図である。
【0037】
なお、図3〜図5において、図1(c)などに示している両面実装基板9上の電極11、両面実装基板9に接合されている電子部品、治具に形成されている凹部7および貫通穴2は省略して図示している。
【0038】
図3に示す例では、図1(c)のように両面実装基板9を挟持した治具A1および治具B13の端部を治具C14のように少なくとも1箇所以上クランプ可能な治具を用いて固定している。
【0039】
図4に示す例では、治具D15、治具F20を用いて、治具A1、両面実装基板9、治具B13の少なくとも1つ以上の共通箇所を貫通して固定可能な治具を用いて固定している。
【0040】
治具D15にはネジ山が切られていてもよく、その場合は治具F20の所定の位置にネジ穴を形成しておく。
【0041】
図5に示す例では、治具B13と、治具B13の長さで固定可能な治具E16を用いて固定している。
【0042】
図3〜図5に示すような固定方法で治具が固定された両面実装基板9を、例えば、固定箇所が上下になるようにして、図2に示すようにリフロー炉12に投入し、両面実装基板9を製造する。
【0043】
なお、図3〜図5に示す固定方法の内、2つ以上選択し、組み合わせて固定するようにしてもよい。
【0044】
本実施の形態では、両面実装基板9を2つの治具で挟持して、両面実装基板9上に実装される電子部品を固定し、一度のリフロー工程で両面実装基板の表面および裏面に電子部品を接合させることが可能である。
【0045】
一度のリフロー工程で両面実装基板の表面および裏面に電子部品を接合させることができるため、電子部品の劣化を抑えることができ、また、リフロー工程を短TAT(Turn Around Time)化することが可能である。
【0046】
また、治具により電子部品を保持することで、小型でチップ状の電子部品の一方の電極が高さ方向に持ち上がるチップ立ち現象(マンハッタン現象)を抑制でき、また、はんだ接合部の傾きを抑制することが可能である。
【0047】
(実施の形態2)
実施の形態2は、実施の形態1において、治具A1および治具B13に形成する凹部7を電子部品1個毎に形成しないようにしたものである。
【0048】
図6により、本発明の実施の形態2に係る両面実装基板の製造方法について説明する。図6は本発明の実施の形態2に係る両面実装基板の製造方法で使用する治具を説明するための図である。
【0049】
図6に示すように、例えば、複数のチップ状電子部品5などの電子部品1個毎に治具A1および治具B13に凹部7を形成していない。両面実装基板9の表面および裏面に接合する電子部品が例えばチップ状電子部品5のような小型で軽量なもので、はんだ接合中に両面実装基板9から落下したり位置ずれすることのない電子部品の場合、この電子部品に対応する凹部7を治具A1および治具B13に設ける必要はなく、大型で重く、はんだ接合中に両面実装基板9から落下したり位置ずれする電子部品のみ1個毎に治具A1および治具B13に凹部7を形成すればよい。
【0050】
本実施の形態では、治具A1および治具B13に電子部品の1個毎に凹部7を設けないため、治具A1および治具B13の製作を簡素化することが可能である。
【0051】
(実施の形態3)
実施の形態3は、実施の形態1、2において、両面実装基板を挟持する治具の形状をT型形状にしたものである。
【0052】
図7および図8により、発明の実施の形態3に係る両面実装基板の製造方法について説明する。図7は本発明の実施の形態3に係る両面実装基板の製造方法で使用する治具を説明するための図であり、治具の平面図を示しており、凹部7および貫通穴2を省略している。図8は発明の実施の形態3に係る両面実装基板の製造方法で使用する治具によるリフロー工程の概略図である。
【0053】
図7および図8において、両面実装基板を挟持する治具17は、T型形状にしており、このT型形状の治具により両面実装基板の表面および裏面を挟持した挟持体18を、図8に示すように、リフロー炉12内のベルトコンベア19により、挟持体18を傾斜させた状態で支持し、リフロー炉12内を通過することができるようにしている。
【0054】
このようにリフロー炉12内をT型形状の治具による挟持体18を傾斜させて通過させることにより、リフロー炉12内で容易に挟持体18を傾斜させることができ、貫通穴2を図2(a)のように上向き状態とし、蒸発したフラックスを外部へ効率的に排出させることが可能である。
【0055】
以上、本発明者によってなされた発明を実施の形態に基づき具体的に説明したが、本発明は前記実施の形態に限定されるものではなく、その要旨を逸脱しない範囲で種々変更可能であることはいうまでもない。
【産業上の利用可能性】
【0056】
本発明は、治具を用いた両面実装基板の製造方法に関し、両面実装基板の表面および裏面への電子部品の接合を1回のリフローで行う製造方法に広く適用可能である。
【符号の説明】
【0057】
1、13、14、15、16、17、20…治具、2…貫通穴、3…パッケージ部品、4…リード、5…チップ状電子部品、6…電極、7…凹部、8…はんだペースト、9…両面実装基板、11…電極、12…リフロー炉、18…挟持体、19…ベルトコンベア。
【特許請求の範囲】
【請求項1】
基板の表面および裏面に電子部品を接合する両面実装基板の製造方法であって、
前記基板上の表面および裏面に形成された電極にはんだペーストを塗布するステップと、
前記基板の裏面に接合される前記電子部品の形状および前記電極との接合箇所に応じて形成された凹部、およびリフロー工程中に蒸発するフラックスを外部へ排出する貫通穴を有する治具Aに前記電子部品を嵌め込むステップと、
前記電子部品を嵌め込んだ治具A上に、前記電子部品が前記基板の裏面の所定の位置となるように前記基板を載せるステップと、
前記基板の表面の所定の位置に前記電子部品を載せるステップと、
前記基板および前記電子部品上に、前記基板の表面に接続される前記電子部品の形状および前記電極への接合箇所に応じて形成された凹部、およびリフロー工程中に蒸発するフラックスを外部へ排出するための貫通穴を有する治具Bを載せるステップと、
前記治具A、前記基板、および前記治具Bを固定するステップと、
前記治具Aと前記治具Bで挟持された前記基板を傾斜させた状態で、リフロー炉に通し、前記はんだペーストを溶融・凝固させ、前記基板の表面および裏面の前記電子部品をはんだ付けするステップとを有することを特徴とする両面実装基板の製造方法。
【請求項2】
請求項1に記載の両面実装基板の製造方法において、
前記貫通穴は、前記治具Aおよび前記治具Bに複数形成されていることを特徴とする両面実装基板の製造方法。
【請求項3】
請求項2に記載の両面実装基板の製造方法において、
前記基板の表面および裏面の前記貫通穴は、一方向に傾斜して形成されていることを特徴とする両面実装基板の製造方法。
【請求項4】
請求項3に記載の両面実装基板の製造方法において、
前記治具Aと前記治具Bで挟持された前記基板を傾斜させた状態で、前記貫通穴が上方を向いた状態となることを特徴とする両面実装基板の製造方法。
【請求項5】
請求項4に記載の両面実装基板の製造方法において、
前記治具Aおよび前記治具BはT型形状をしており、前記T型形状の左右の端を前記リフロー炉内の2本のベルトコンベアで支持して前記リフロー炉内を通過させることを特徴とする両面実装基板の製造方法。
【請求項6】
請求項1に記載の両面実装基板の製造方法において、
前記治具Aおよび前記治具Bの材質がカーボンまたはアルミニウムを主体とする材料であることを特徴とする両面実装基板の製造方法。
【請求項7】
請求項1に記載の両面実装基板の製造方法において、
前記治具Aおよび前記治具Bの材質が透明なガラスであることを特徴とする両面実装基板の製造方法。
【請求項8】
請求項7に記載の両面実装基板の製造方法において、
前記治具A、前記基板、および前記治具Bを固定した状態で、前記電子部品が前記基板上の正しい位置に搭載されていることを確認するステップと、
前記電子部品の位置がずれている場合、前記治具Aおよび前記治具Bの前記貫通穴を利用して、前記電子部品の位置を修正するステップとを有することを特徴とする両面実装基板の製造方法。
【請求項1】
基板の表面および裏面に電子部品を接合する両面実装基板の製造方法であって、
前記基板上の表面および裏面に形成された電極にはんだペーストを塗布するステップと、
前記基板の裏面に接合される前記電子部品の形状および前記電極との接合箇所に応じて形成された凹部、およびリフロー工程中に蒸発するフラックスを外部へ排出する貫通穴を有する治具Aに前記電子部品を嵌め込むステップと、
前記電子部品を嵌め込んだ治具A上に、前記電子部品が前記基板の裏面の所定の位置となるように前記基板を載せるステップと、
前記基板の表面の所定の位置に前記電子部品を載せるステップと、
前記基板および前記電子部品上に、前記基板の表面に接続される前記電子部品の形状および前記電極への接合箇所に応じて形成された凹部、およびリフロー工程中に蒸発するフラックスを外部へ排出するための貫通穴を有する治具Bを載せるステップと、
前記治具A、前記基板、および前記治具Bを固定するステップと、
前記治具Aと前記治具Bで挟持された前記基板を傾斜させた状態で、リフロー炉に通し、前記はんだペーストを溶融・凝固させ、前記基板の表面および裏面の前記電子部品をはんだ付けするステップとを有することを特徴とする両面実装基板の製造方法。
【請求項2】
請求項1に記載の両面実装基板の製造方法において、
前記貫通穴は、前記治具Aおよび前記治具Bに複数形成されていることを特徴とする両面実装基板の製造方法。
【請求項3】
請求項2に記載の両面実装基板の製造方法において、
前記基板の表面および裏面の前記貫通穴は、一方向に傾斜して形成されていることを特徴とする両面実装基板の製造方法。
【請求項4】
請求項3に記載の両面実装基板の製造方法において、
前記治具Aと前記治具Bで挟持された前記基板を傾斜させた状態で、前記貫通穴が上方を向いた状態となることを特徴とする両面実装基板の製造方法。
【請求項5】
請求項4に記載の両面実装基板の製造方法において、
前記治具Aおよび前記治具BはT型形状をしており、前記T型形状の左右の端を前記リフロー炉内の2本のベルトコンベアで支持して前記リフロー炉内を通過させることを特徴とする両面実装基板の製造方法。
【請求項6】
請求項1に記載の両面実装基板の製造方法において、
前記治具Aおよび前記治具Bの材質がカーボンまたはアルミニウムを主体とする材料であることを特徴とする両面実装基板の製造方法。
【請求項7】
請求項1に記載の両面実装基板の製造方法において、
前記治具Aおよび前記治具Bの材質が透明なガラスであることを特徴とする両面実装基板の製造方法。
【請求項8】
請求項7に記載の両面実装基板の製造方法において、
前記治具A、前記基板、および前記治具Bを固定した状態で、前記電子部品が前記基板上の正しい位置に搭載されていることを確認するステップと、
前記電子部品の位置がずれている場合、前記治具Aおよび前記治具Bの前記貫通穴を利用して、前記電子部品の位置を修正するステップとを有することを特徴とする両面実装基板の製造方法。
【図1】


【図2】

【図3】

【図4】

【図5】

【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−98213(P2013−98213A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−237027(P2011−237027)
【出願日】平成23年10月28日(2011.10.28)
【出願人】(000005108)株式会社日立製作所 (27,607)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年10月28日(2011.10.28)
【出願人】(000005108)株式会社日立製作所 (27,607)
【Fターム(参考)】
[ Back to top ]