
光加工装置
【課題】 はんだ付け加工において部品焼け、ピン焼け、基板焼けを防止するインナーフォーカス、アウターフォーカスでの加工を容易に行える光加工装置を提供する。
【解決手段】 光学手段を保持する加工ヘッドを被加工物に対して上下方向に移動する第1の移動手段と、前記糸はんだ送給手段を被加工物に対して上下方向に移動する第2の移動手段と、前記糸はんだ送給手段を被加工物に対して左右方向に移動する第3の移動手段を設け、糸はんだ送給手段と被加工物との位置を最適に保つ。
【解決手段】 光学手段を保持する加工ヘッドを被加工物に対して上下方向に移動する第1の移動手段と、前記糸はんだ送給手段を被加工物に対して上下方向に移動する第2の移動手段と、前記糸はんだ送給手段を被加工物に対して左右方向に移動する第3の移動手段を設け、糸はんだ送給手段と被加工物との位置を最適に保つ。
【発明の詳細な説明】
【技術分野】
【0001】
光エネルギーを照射して被加工物をはんだ付け加工する光加工装置に関するものである。
【背景技術】
【0002】
従来、光エネルギーを集光することで局所加熱を可能にしてはんだ付けを行う光加工装置は非接触加工や加工域外への熱影響の少ない加工を要求される分野で用いられている(例えば特許文献1参照)。
【0003】
このような光エネルギーによりはんだ接合などの加工を行う場合、光エネルギーの焦点と被加工物の位置が問題となる。
【0004】
例えば、スルーホールのあるプリント基板への電子部品のはんだ付では、集光された光エネルギーの焦点が照射面の反対側にある場合、スルーホール径が大きければ照射面の反対側へ光エネルギーが通過し、焦点位置にある部品が焼けを発生させるおそれがあった。
【0005】
また、集光された光エネルギーの焦点が照射面側にある場合、はんだ付けする電子部品の端子やコネクタ等の部品ピンの突出長が長いと集光された光エネルギーがピンに反射し、ピン焼け、反射光による基板焼けを発生させるおそれがあった。
【特許文献1】特開2004−103920号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
上述したように従来の技術では、集光された光エネルギーの焦点が照射面の反対側にある場合の部品焼けや集光された光エネルギーの焦点が照射面側にある場合のピン焼けや基板焼けが発生する恐れがあった。
【0007】
この対策として、部品焼け、ピン焼け、基板焼けが発生しそうな条件のときに通常の加工位置すなわち焦点位置近傍から加工部位をずらすインナーフォーカスやアウターフォーカスを行うことも考えられるが、この場合には、加工部位へ供給する例えば糸はんだ又はシールドガスなどの供給位置がずれるため、対応できないという問題があった。
【0008】
本発明は上記課題に鑑み、部品焼け、基板焼け等を防止できる光加工装置を提供することを目的とするものである。
【課題を解決するための手段】
【0009】
上記目的を達成するために本発明は、光エネルギーを出力する光エネルギー出力手段と、前記光エネルギーを被加工物に導く第1の光路と、前記第1の光路に配置した光エネルギーを整形する光学手段と、前記光学手段と被加工物の相対位置を変更する駆動手段と、被加工物の被加工部位近傍へ糸はんだ送給する糸はんだ送給手段を備え、前記光学手段を保持する加工ヘッドを被加工物に対して上下方向に移動する第1の移動手段と、前記糸はんだ送給手段を被加工物に対して上下方向に移動する第2の移動手段と、前記糸はんだ送給手段を被加工物に対して左右方向に移動する第3の移動手段と、前記第1の移動手段により加工ヘッドが被加工物に対して上下方向に移動する場合は前記第3の移動手段により糸はんだ送給手段を左右方向に移動し、第1の移動手段により加工ヘッドが被加工物から離れる方向に移動する時、前記第2、第3の移動手段により糸はんだ送給手段を被加工物に近づく方向に移動させるものである。
【0010】
したがって、部品焼け、ピン焼け、基板焼けが発生しそうな条件のときに通常の加工位置すなわち焦点位置近傍から加工部位をずらしても、第2、第3の移動手段により糸はんだ送給手段を被加工物に近づく方向に移動させることができるので、適切にインナーフォーカスやアウターフォーカスでのはんだ付けを行うことができる。
【発明の効果】
【0011】
以上のように、本発明によれば、加工条件に応じてインナーフォーカスやアウターフォーカスでのはんだ付けの切替を可能とし、適正な位置での光エネルギーによるはんだ付けを実現し、部品焼け、基板焼け等の不良品の作成を未然に防ぐことができる。
【発明を実施するための最良の形態】
【0012】
(実施の形態1)
本発明の実施の形態1について図1、図2を用いて説明する。
【0013】
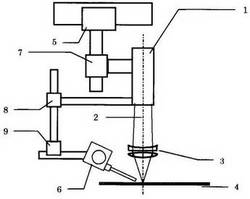
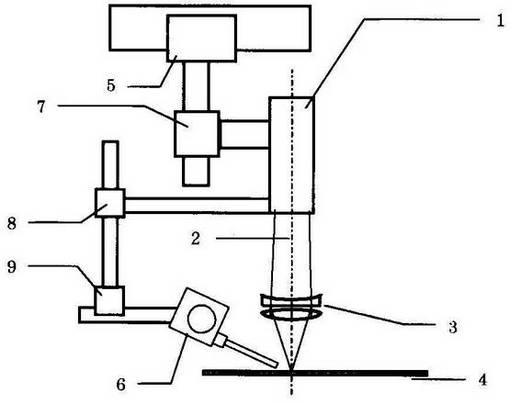
図1において、1は光エネルギーを出力する光エネルギー出力手段であり、加工エネルギー源である。
【0014】
2は光エネルギーを被加工物4に導く光エネルギーの(第1の)光路を示す。
【0015】
3は、光エネルギーを整形する光エネルギー整形手段であり、光エネルギー出力手段1から出る光を必要なビーム径に集光するものであり、その集光特性は光エネルギー光源の発散特性に合わせて設定されている。
【0016】
4は本装置の加工対象である被加工物である。
【0017】
5は被加工物4と光エネルギー整形手段3との相対位置を変えるための駆動手段である。
【0018】
6は糸はんだ送給装置である。
【0019】
7は加工エネルギー源1と光路2と光エネルギー整形手段3を有する加工ヘッドを被加工物4に対して上下方向に移動させる第1の移動手段である。
【0020】
8は糸はんだ送給装置6を被加工物4に対して上下方向に移動させる第2の移動手段である。
【0021】
9は糸はんだ送給装置6を被加工物4に対して左右方向に移動させる第3の移動手段である。
【0022】
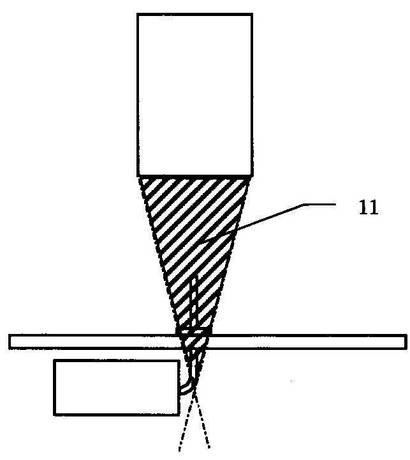
図2は、光エネルギーの焦点までの範囲で使用するインナーフォーカス11での加工状態を説明する図である。
【0023】
以上のように構成された光加工装置について、その動作を説明する。
【0024】
光エネルギー出力手段1から出た光は、第1の光路2に沿って、光エネルギー整形手段3に入り、ここで必要な大きさに集光され被加工物上4に照射される。この集光された光で被加工物4を加工する。
【0025】
加工ヘッドと被加工物4を相対移動させる駆動手段5を設けているため加工領域を拡大することができる。
【0026】
また糸はんだ送給手段6を設けているので、加工ヘッドによって光ビームを被加工物4の所定の部位に照射し、加熱された照射部位にはんだを送り込み、はんだ付け加工を行うことができる。
【0027】
その際、第1の移動手段7により、被加工物4に応じた照射径が実現可能である。
【0028】
さらに、第2の移動手段8および第3の移動手段9により照射径変更に伴う糸はんだ送給位置の調整も容易に実現できる。
【0029】
光エネルギーをインナーフォーカス11で加工する(焦点位置よりも手前に被加工物4を配置しておこなう)場合、焦点が照射面の反対側にあり、加工ヘッドが被加工物4から離れる方向に移動する時、照射径が小さくなっていくため前記第2、第3の移動手段8、9により糸はんだ送給手段6を被加工物4に近づく方向に移動させる。
【0030】
はんだ付け加工において、端子、コネクタ等ピンが長い場合、インナーフォーカス照射にて行うことにより、ジャストフォーカス点がピンからずれるため、ピン焼け、ピンの反射光による基板焼けが低減することができる。
(実施の形態2)
本発明の実施の形態2について図3を用いて説明する。
【0031】
なお、本実施の形態において用いる光加工装置の構成は上述した実施の形態1で光加工装置(図1)の構成と同じなので、その説明は省略する。
【0032】
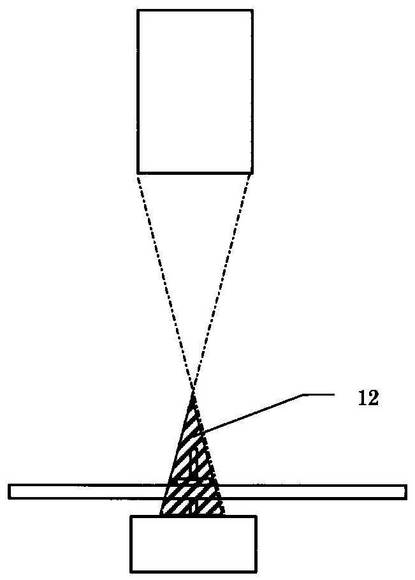
図3は、光エネルギーの焦点以降の範囲で使用するアウターフォーカス12での(焦点位置よりも手前に被加工物4を配置しておこなう)加工状態を説明する図である。
【0033】
はんだ付け加工において、光エネルギーをアウターフォーカス12で加工する場合、焦点が照射面側にあり、加工ヘッドが被加工物4から離れる方向に移動する時、照射径が大きくなっていくため、第2、第3の移動手段8、9により、糸はんだ送給手段6を被加工物4から離れる方向に移動させる。
【0034】
はんだ付け加工において、スルーホール径が大きい場合、アウターフォーカス照射にて行うことにより、照射面の反対側の部品へジャストフォーカス点が位置しないので、デフォーカスとなり部品焼けを防止することができる。
(実施の形態3)
本発明の実施の形態3について図4を用いて説明する。
【0035】
なお、本実施の形態において用いる光加工装置は、図1で説明した実施の形態1の光加工装置の構成にインナーフォーカスとアウターフォーカスの切替手段10を加えた構成になっている。
【0036】
本構成による光加工装置では、基板搭載部品に応じて光エネルギーのインナーフォーカスとアウターフォーカスを切替手段10により段替えすることなく容易に変更可能となる。
【産業上の利用可能性】
【0037】
本発明の光加工装置は、インナーフォーカス照射とアウターフォーカス照射における糸はんだ送給位置を適切な位置に配置することができ、はんだ付けに用いる光加工装置に有用である。
【図面の簡単な説明】
【0038】
【図1】本発明の実施の形態1における装置構成概要図
【図2】本発明の実施の形態1におけるインナーフォーカス加工の説明図
【図3】本発明の実施の形態2におけるアウターフォーカス加工の説明図
【図4】本発明の実施の形態3における装置構成概要図
【符号の説明】
【0039】
1・・・光エネルギー出力手段
2・・・第1の光路
3・・・光エネルギー整形手段
4・・・被加工物
5・・・駆動手段
6・・・糸はんだ送給手段
7・・・第1の駆動手段
8・・・第2の駆動手段
9・・・第3の駆動手段
10・・・切替手段
11・・・インナーフォーカス
12・・・アウターフォーカス
【技術分野】
【0001】
光エネルギーを照射して被加工物をはんだ付け加工する光加工装置に関するものである。
【背景技術】
【0002】
従来、光エネルギーを集光することで局所加熱を可能にしてはんだ付けを行う光加工装置は非接触加工や加工域外への熱影響の少ない加工を要求される分野で用いられている(例えば特許文献1参照)。
【0003】
このような光エネルギーによりはんだ接合などの加工を行う場合、光エネルギーの焦点と被加工物の位置が問題となる。
【0004】
例えば、スルーホールのあるプリント基板への電子部品のはんだ付では、集光された光エネルギーの焦点が照射面の反対側にある場合、スルーホール径が大きければ照射面の反対側へ光エネルギーが通過し、焦点位置にある部品が焼けを発生させるおそれがあった。
【0005】
また、集光された光エネルギーの焦点が照射面側にある場合、はんだ付けする電子部品の端子やコネクタ等の部品ピンの突出長が長いと集光された光エネルギーがピンに反射し、ピン焼け、反射光による基板焼けを発生させるおそれがあった。
【特許文献1】特開2004−103920号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
上述したように従来の技術では、集光された光エネルギーの焦点が照射面の反対側にある場合の部品焼けや集光された光エネルギーの焦点が照射面側にある場合のピン焼けや基板焼けが発生する恐れがあった。
【0007】
この対策として、部品焼け、ピン焼け、基板焼けが発生しそうな条件のときに通常の加工位置すなわち焦点位置近傍から加工部位をずらすインナーフォーカスやアウターフォーカスを行うことも考えられるが、この場合には、加工部位へ供給する例えば糸はんだ又はシールドガスなどの供給位置がずれるため、対応できないという問題があった。
【0008】
本発明は上記課題に鑑み、部品焼け、基板焼け等を防止できる光加工装置を提供することを目的とするものである。
【課題を解決するための手段】
【0009】
上記目的を達成するために本発明は、光エネルギーを出力する光エネルギー出力手段と、前記光エネルギーを被加工物に導く第1の光路と、前記第1の光路に配置した光エネルギーを整形する光学手段と、前記光学手段と被加工物の相対位置を変更する駆動手段と、被加工物の被加工部位近傍へ糸はんだ送給する糸はんだ送給手段を備え、前記光学手段を保持する加工ヘッドを被加工物に対して上下方向に移動する第1の移動手段と、前記糸はんだ送給手段を被加工物に対して上下方向に移動する第2の移動手段と、前記糸はんだ送給手段を被加工物に対して左右方向に移動する第3の移動手段と、前記第1の移動手段により加工ヘッドが被加工物に対して上下方向に移動する場合は前記第3の移動手段により糸はんだ送給手段を左右方向に移動し、第1の移動手段により加工ヘッドが被加工物から離れる方向に移動する時、前記第2、第3の移動手段により糸はんだ送給手段を被加工物に近づく方向に移動させるものである。
【0010】
したがって、部品焼け、ピン焼け、基板焼けが発生しそうな条件のときに通常の加工位置すなわち焦点位置近傍から加工部位をずらしても、第2、第3の移動手段により糸はんだ送給手段を被加工物に近づく方向に移動させることができるので、適切にインナーフォーカスやアウターフォーカスでのはんだ付けを行うことができる。
【発明の効果】
【0011】
以上のように、本発明によれば、加工条件に応じてインナーフォーカスやアウターフォーカスでのはんだ付けの切替を可能とし、適正な位置での光エネルギーによるはんだ付けを実現し、部品焼け、基板焼け等の不良品の作成を未然に防ぐことができる。
【発明を実施するための最良の形態】
【0012】
(実施の形態1)
本発明の実施の形態1について図1、図2を用いて説明する。
【0013】
図1において、1は光エネルギーを出力する光エネルギー出力手段であり、加工エネルギー源である。
【0014】
2は光エネルギーを被加工物4に導く光エネルギーの(第1の)光路を示す。
【0015】
3は、光エネルギーを整形する光エネルギー整形手段であり、光エネルギー出力手段1から出る光を必要なビーム径に集光するものであり、その集光特性は光エネルギー光源の発散特性に合わせて設定されている。
【0016】
4は本装置の加工対象である被加工物である。
【0017】
5は被加工物4と光エネルギー整形手段3との相対位置を変えるための駆動手段である。
【0018】
6は糸はんだ送給装置である。
【0019】
7は加工エネルギー源1と光路2と光エネルギー整形手段3を有する加工ヘッドを被加工物4に対して上下方向に移動させる第1の移動手段である。
【0020】
8は糸はんだ送給装置6を被加工物4に対して上下方向に移動させる第2の移動手段である。
【0021】
9は糸はんだ送給装置6を被加工物4に対して左右方向に移動させる第3の移動手段である。
【0022】
図2は、光エネルギーの焦点までの範囲で使用するインナーフォーカス11での加工状態を説明する図である。
【0023】
以上のように構成された光加工装置について、その動作を説明する。
【0024】
光エネルギー出力手段1から出た光は、第1の光路2に沿って、光エネルギー整形手段3に入り、ここで必要な大きさに集光され被加工物上4に照射される。この集光された光で被加工物4を加工する。
【0025】
加工ヘッドと被加工物4を相対移動させる駆動手段5を設けているため加工領域を拡大することができる。
【0026】
また糸はんだ送給手段6を設けているので、加工ヘッドによって光ビームを被加工物4の所定の部位に照射し、加熱された照射部位にはんだを送り込み、はんだ付け加工を行うことができる。
【0027】
その際、第1の移動手段7により、被加工物4に応じた照射径が実現可能である。
【0028】
さらに、第2の移動手段8および第3の移動手段9により照射径変更に伴う糸はんだ送給位置の調整も容易に実現できる。
【0029】
光エネルギーをインナーフォーカス11で加工する(焦点位置よりも手前に被加工物4を配置しておこなう)場合、焦点が照射面の反対側にあり、加工ヘッドが被加工物4から離れる方向に移動する時、照射径が小さくなっていくため前記第2、第3の移動手段8、9により糸はんだ送給手段6を被加工物4に近づく方向に移動させる。
【0030】
はんだ付け加工において、端子、コネクタ等ピンが長い場合、インナーフォーカス照射にて行うことにより、ジャストフォーカス点がピンからずれるため、ピン焼け、ピンの反射光による基板焼けが低減することができる。
(実施の形態2)
本発明の実施の形態2について図3を用いて説明する。
【0031】
なお、本実施の形態において用いる光加工装置の構成は上述した実施の形態1で光加工装置(図1)の構成と同じなので、その説明は省略する。
【0032】
図3は、光エネルギーの焦点以降の範囲で使用するアウターフォーカス12での(焦点位置よりも手前に被加工物4を配置しておこなう)加工状態を説明する図である。
【0033】
はんだ付け加工において、光エネルギーをアウターフォーカス12で加工する場合、焦点が照射面側にあり、加工ヘッドが被加工物4から離れる方向に移動する時、照射径が大きくなっていくため、第2、第3の移動手段8、9により、糸はんだ送給手段6を被加工物4から離れる方向に移動させる。
【0034】
はんだ付け加工において、スルーホール径が大きい場合、アウターフォーカス照射にて行うことにより、照射面の反対側の部品へジャストフォーカス点が位置しないので、デフォーカスとなり部品焼けを防止することができる。
(実施の形態3)
本発明の実施の形態3について図4を用いて説明する。
【0035】
なお、本実施の形態において用いる光加工装置は、図1で説明した実施の形態1の光加工装置の構成にインナーフォーカスとアウターフォーカスの切替手段10を加えた構成になっている。
【0036】
本構成による光加工装置では、基板搭載部品に応じて光エネルギーのインナーフォーカスとアウターフォーカスを切替手段10により段替えすることなく容易に変更可能となる。
【産業上の利用可能性】
【0037】
本発明の光加工装置は、インナーフォーカス照射とアウターフォーカス照射における糸はんだ送給位置を適切な位置に配置することができ、はんだ付けに用いる光加工装置に有用である。
【図面の簡単な説明】
【0038】
【図1】本発明の実施の形態1における装置構成概要図
【図2】本発明の実施の形態1におけるインナーフォーカス加工の説明図
【図3】本発明の実施の形態2におけるアウターフォーカス加工の説明図
【図4】本発明の実施の形態3における装置構成概要図
【符号の説明】
【0039】
1・・・光エネルギー出力手段
2・・・第1の光路
3・・・光エネルギー整形手段
4・・・被加工物
5・・・駆動手段
6・・・糸はんだ送給手段
7・・・第1の駆動手段
8・・・第2の駆動手段
9・・・第3の駆動手段
10・・・切替手段
11・・・インナーフォーカス
12・・・アウターフォーカス
【特許請求の範囲】
【請求項1】
光エネルギーを出力する光エネルギー出力手段と、前記光エネルギーを被加工物に導く第1の光路と、前記第1の光路に配置した光エネルギーを整形する光学手段と、前記光学手段と被加工物の相対位置を変更する駆動手段と、被加工物の被加工部位近傍へ糸はんだ送給する糸はんだ送給手段を備え、前記光学手段を保持する加工ヘッドを被加工物に対して上下方向に移動する第1の移動手段と、前記糸はんだ送給手段を被加工物に対して上下方向に移動する第2の移動手段と、前記糸はんだ送給手段を被加工物に対して左右方向に移動する第3の移動手段と、前記第1の移動手段により加工ヘッドが被加工物に対して上下方向に移動する場合は前記第3の移動手段により糸はんだ送給手段を左右方向に移動し、第1の移動手段により加工ヘッドが被加工物から離れる方向に移動する時、前記第2、第3の移動手段により糸はんだ送給手段を被加工物に近づく方向に移動させる光加工装置。
【請求項2】
光学手段を保持する加工ヘッドを被加工物に対して上下方向に移動する第1の移動手段により加工ヘッドが被加工物から離れる方向に移動する時、前記第2、第3の移動手段により糸はんだ送給手段を被加工物から離す方向に移動させる光加工装置。
【請求項3】
請求項1、2記載の切替手段を設けた光加工装置。
【請求項1】
光エネルギーを出力する光エネルギー出力手段と、前記光エネルギーを被加工物に導く第1の光路と、前記第1の光路に配置した光エネルギーを整形する光学手段と、前記光学手段と被加工物の相対位置を変更する駆動手段と、被加工物の被加工部位近傍へ糸はんだ送給する糸はんだ送給手段を備え、前記光学手段を保持する加工ヘッドを被加工物に対して上下方向に移動する第1の移動手段と、前記糸はんだ送給手段を被加工物に対して上下方向に移動する第2の移動手段と、前記糸はんだ送給手段を被加工物に対して左右方向に移動する第3の移動手段と、前記第1の移動手段により加工ヘッドが被加工物に対して上下方向に移動する場合は前記第3の移動手段により糸はんだ送給手段を左右方向に移動し、第1の移動手段により加工ヘッドが被加工物から離れる方向に移動する時、前記第2、第3の移動手段により糸はんだ送給手段を被加工物に近づく方向に移動させる光加工装置。
【請求項2】
光学手段を保持する加工ヘッドを被加工物に対して上下方向に移動する第1の移動手段により加工ヘッドが被加工物から離れる方向に移動する時、前記第2、第3の移動手段により糸はんだ送給手段を被加工物から離す方向に移動させる光加工装置。
【請求項3】
請求項1、2記載の切替手段を設けた光加工装置。
【図1】


【図2】
【図3】
【図4】

【図2】
【図3】
【図4】
【公開番号】特開2006−15355(P2006−15355A)
【公開日】平成18年1月19日(2006.1.19)
【国際特許分類】
【出願番号】特願2004−193661(P2004−193661)
【出願日】平成16年6月30日(2004.6.30)
【出願人】(000005821)松下電器産業株式会社 (73,050)
【Fターム(参考)】
【公開日】平成18年1月19日(2006.1.19)
【国際特許分類】
【出願日】平成16年6月30日(2004.6.30)
【出願人】(000005821)松下電器産業株式会社 (73,050)
【Fターム(参考)】
[ Back to top ]